Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Prima stampante 3D Help
Truck64 ha risposto a Giuseppe9701 nella discussione La mia prima stampante 3D
Mi sembrano pochi. Se stampa è probabile che il sensore di temperatura non legga correttamente. Ti direi provare con un termometro esterno ma non è facile. Prova a pernderne un'altro e sostituirlo o collegarlo su di un altro canale e fai il confronto, tanto un ricambio prima o poi ti servità. Sempre se è quello il problema aggiungerei 2 cose: 5) alzi il tempo minimo per layer, così è lo slicer che rallenta quando serve, 6) stampi più pezzi in contemporanea, stessa cosa del punto 3 ma almeno non butti via materiale. -
Problemi con primi layer stampa
Truck64 ha risposto a Lorenzo2005 nella discussione Problemi generici o di qualità di stampa
Livellamento del piatto a parte c'è un settagio apposta per quel difetto, in gergo "piede di elefante", nel profilo di stampa. -
Stampa da buttare con PLA Geetech
Truck64 ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
La mia prima bobina è stata PLA Geetech bianco. Dopo aver provato Sunlu e Azurefilm lo ritengo ancora il migliore che ho provato, dovessi tornare a stampare PLA lo ricomprerei, solo che se gli altri sono lo standard quel filamento è molto particolare. Primo l'aspetto più "vetroso", poi tende a wrappare tantissimo, specie se scaldi troppo il piatto. Le prime stampe a piatto freddo (25..30 gradi ambientali essendo quasi estate) infatti erano venute bene. Stampavo a 195° e 40° di piatto. Velocità di stampa vedi tu, io tiravo anche 80mm/s senza problemi ma per i ponti max 20mm/s e flusso ridotto a 90% altrimenti sbrodola che è una bellezza. -
Cura: Z-Hop crea problemi di stampa su Z...
Truck64 ha risposto a MayTs nella discussione Software di slicing, firmware e GCode
Ottima cosa. -
Cura: Z-Hop crea problemi di stampa su Z...
Truck64 ha risposto a MayTs nella discussione Software di slicing, firmware e GCode
E' sicuramente un problema meccanico. Io punterei il dito sul giunto del motore, o sul motore stesso che se non sbaglio sostiene il peso della barra sulla Ender 3. Potresti montare un cuscinetto piano tra motore e giunto, che tutto sommato è un upgrade semplice. Ce ne vorrebbero 2, uno sopra e uno sotto, ma forse quello sotto basta. Ovvo che i carrelli di Z devono scorrere moto bene. Comunque come detto in precedenza lo Z-Hop non lo vedo così necessario. Mi sembra che la stampa di destra non sia venuta poi così male. -
Come dice @MayTs l'estrusore diretto consente un controllo maggiore del flusso, ed è certamente un upgrade da considerare per migliorare la qualità di stampa, ma alla velocità che vuoi estrudere non è gestibile sulla struttura della tua stampante. Non essendo una CoreXY magari ti basta montare delle cinghie meno elastiche (supponendo che ci siano su le "solite" da 6mm) ma dubito che sarebbe così semplice. Vedi tu, ho visto che comiciano a vendere l'Orbiter a prezzi abbordabili. Sarebbe interessante vedere come stampa. Poi dipende dal filamento che usi. Con il PLA della Geeetech viaggiavo normalmente a 80..100mm/s, con i materiali che stampo (petg per la maggir parte) ora ho dovuto calare un poco che tanto sopra a 8..10mm³/s non si può andare con nozle standard da 0.4mm. Tieni conto che la differnza maggiore di una stampante a estrusore mobile rispetto a una a piano mobile è la capacità di gestire accelerazioni più alte, ed è quello che riduce molto il tempo di stampa. In quest'ottica l'upgrade delle guide lineari, visto il peso, è peggiorativo. Non è detto che, visto che sulla precedente stampante hai ottenuto miglioramenti, su quasta puoi ottenere lo stesso risultato. Il mio consiglio è di farci su qualche kilo di materiale, in modo da conoserla, poi vedi se sia il caso di modificarla.
-
Prima stampante 3D Help
Truck64 ha risposto a Giuseppe9701 nella discussione La mia prima stampante 3D
Può essere anche che la gola sia troppo larga, o il filameto troppo fine. Questo può causare un accumulo di filamento fuso spinto indietro lungo la gola che tende a bloccarsi attorno al filamento e pian piano lo blocca. Io il Petg (Sunlu, Azurefilm) lo stampo a 230° andando quasi al doppio della velocità che vai tu quindi penso che un rigurgito di materiale potrebbe anche esserci nel tuo caso. Prova ad abbassare la temperatura 5° alla volta e vedi come va. Vedo che non hai la ritrazione attiva. Anche quella può causare il problema del blocco del filamento. Quando stampi Petg ti serve quindi se riesci a risolvere il problema attuale dovrai regolare anche qualla. Comuque non vedo ventole per il raffreddamento del pezzo nelle foto (quella sull'estrusore serve a rafferddare la gola) quindi tutta la parte di raffreddamento del profilo non serve. Posta un immagine dove si veda tutta la macchina, che magari rende le cose più chiare. -
Klipper o Marlin?
Truck64 ha risposto a Bananafell3r nella discussione Software di slicing, firmware e GCode
Klipper usa il processore del Raspberry come "coordinatore" per una o più schede slave che eseguono il movimento degli assi e il controllo delle temperature. Quindi bisogna flashare la scheda di controllo con il firmware creato da Klipper (vedi Building and flashing the micro-controller), poi è quello che comanda. Dipende: se hai bisogno di 4 motori per Z come su una Voron 2.4 è quasi una scelta obbligata. Altrimenti non fa nulla più di quanto Marlin o RepRap firmware non possano fare su schede a 32bit. Da quel che so vai a perdere tutte le funzionalità del display touch a favore dell'interfaccia di Octoprint, quindi per la Sapphire Pron non mi sembra che valga la pena. Ho cominciato a fare qualche esperimento con una Mega, e li si che c'è vantaggio, ma non ho ancora finito di configurare. Casomai vi aggiorno più avanti. -
Errore sensore temperatura hotend
Truck64 ha risposto a francescoc nella discussione La mia prima stampante 3D
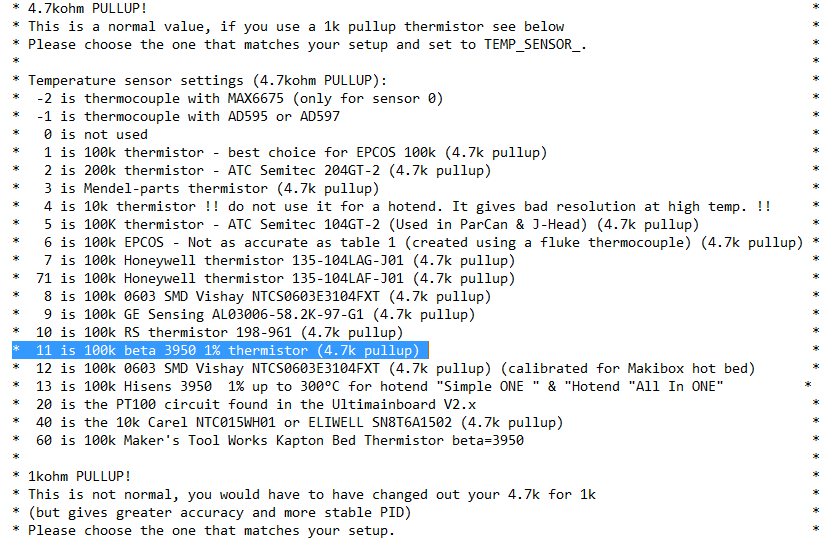
Ciao @francescoc. Visto che la tua macchina è autocostruita dovresti almeno dirci che elettronica e che firmware monti. Se non sono cose particolari è probabile che il sensore di temperatura sia collegato male o in corto. Infatti di solito i sensori sono NTC (la resistenza diminuisce con l'aumentare della temperatura) da 100k quindi se la scheda ti legge 900° vuol dire che la resistenza letta è molto bassa. Fai una verifica con un tester sui 2 fili del termistore, a temperatura ambiente dovresti leggere poco meno di 100kohm. Il sensore da selezionare in Marlin per l'estrusore che hai linkato è 11
-
Gcode iniziale e 2 linee di spurgo estrusore
Truck64 ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Non vedo perchè complicarsi la vita se lo scopo è solo di mandare in pressione il nozzle. Comunque ben venga se si vuole approfondire la comprensione del gcode per ottimizzare il comportamento della stampante. -
Gcode iniziale e 2 linee di spurgo estrusore
Truck64 ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Scusate se mi intrometto, ma lo skirt non esiste in Cura? No perchè serve proprio a spurgare/mettere in pressione il nozle ma lo genera lo slicer senza pasticciare con il gcode. -
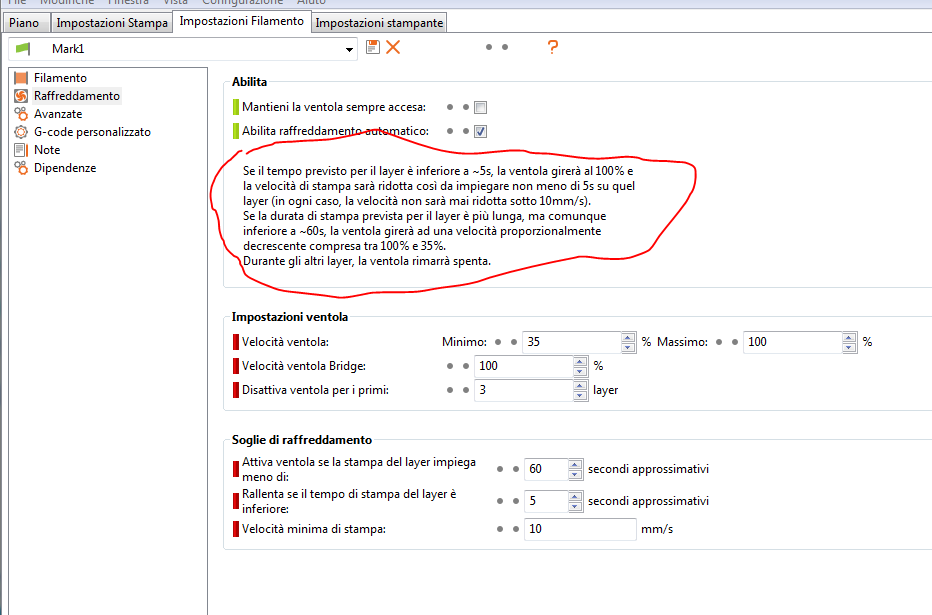
Non conosco ancora IdeaMaker ma penso che il raffreddamento venga gestito un po per tutti gli slicer in funzione di quanto velocemente stampi un layer, in modo che si solidifichi prima di metterci sopra altro materiale. In PrusaSlicer c'è una bella nota tecnica nella relativa pagina che ti spiega la cosa: Quindi, ponti a parte, tra 5 e 60s a layer la ventola modula tra 35 e 100%. Se cerchi probabilmente trovi la stessa cosa anche nel tuo slicer. I campi numerici quì sono visibili solo in modalità esperto.
-
acquisto core xy.. Twotrees Sapphire plus 1.1 oppure tronxy x5sa pro
Truck64 ha risposto a shakle nella discussione La mia prima stampante 3D
Sai i marchi non sono necessariemente un demonio. Dietro c'è gente che, ha lavorato (più o meno bene) per confezionare un oggetto usufruibile da utenti che non siano nececessariamente dei tecnici. Se hai già deciso di modificare la macchina prima di provarla allora ti consiglio di seguire il mio esempio: fattela da zero su tuo progetto. Ma se hai anche solo qualche dubbio su come fare meglio che ne prendi una e la provi. Casomai quando capisci che ha dei limiti ci metti mano. Riguardo alla tua richiesta non conosco nessuna delle due se non per quello che si trova in rete ma se dovessi scegliere senza dubbio mi piace di più la Saphire Plus. -
PLA stampabile a non meno di 215 gradi... possibile?
Truck64 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
La prima bobina che ho stampato era PLA Bianco della Geeetech, e a 215° si stampava molto meglio di tutti i PLA che ho preso dopo. Come aspetto era molto simile al PETG. Non è che ti hanno fornito il materale sbagliato? -
"Finalmente" pure io...
Truck64 ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
E' vero ma per esperienza è molto facile rovinare l'albero o i cusineti del motore, specie se non hai l'attrezzatura giusta. Piuttosto che trovarmi con un motore che comunque dovrei cambiare dopo preferisco spensere subito poche decine di euri per uno nuovo. I motori passo passo seguono uno standard, quindi una volta che sai dimensione (NEMA 17) numero di passi per giro (99% sono 200) e corrente del motore (che dovrebbe OBBLIGATORIAMENTE essere riportata sull'etichetta del motore setsso) ne perndi uno con le stesse caratteristiche e per la macchina non cambia nulla. Vedi te. -
"Finalmente" pure io...
Truck64 ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Scusa ma se non sbaglio quell'estrusore è un dualdrive (la ruota sulla leva ingrana con quella del motore e il filamento viene spinto da due lati), fossi stato in te avrei ordinato un motore adatto a quello piuttosto che un estrusore a trascinamento singolo. Forse spendevi anche meno. -
Se le vuoi modificare si, ti tocca studiare tanto.
-
Sottoestrusione o troppe retraction?
Truck64 ha risposto a rubino25 nella discussione Problemi generici o di qualità di stampa
Che non ti fa più ritrazioni nemmeno quando servirebbe. La vita è fatta di compromessi, ogni macchina ha i suoi. Io l'ho dovuto mettere a 5mm perchè altrimenti mi si intasava l'heatbrake (estrusore bowden allmetal). Se la bency è Fotonica hai vinto. Usa quel settaggio e continua stampare. -
Sleeping Bacchante
Truck64 ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Dipende che risultato vuoi. Se cerchi superfici praticamente lisce o stampi a resina o ti tocca sudare. Ma mi ricordo poco tempo fa un certo vaso con le tette che stava benissimo anche se si vedevano le righe dei layer. O almeno così è venuto anche a me.... Scherzi a parte io devo postprodurre tutti i pezzi, ma stampando quasi solo parti che disegno in cad mi basta qualche colpo ben dato con la lima. Se c'è un pelo di ghosting è dovuto agli 80..100mm/s e cinghie molle. Per ora mi va bene. -
PETG problemi. Re-edit: ancora non ci siamo...
Truck64 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
E' un ottima strategia. La adottano su tante stampanti di fascia alta/professionali -
PETG problemi. Re-edit: ancora non ci siamo...
Truck64 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
La pazzienza è quello che mi manca di più... 🤪 -
PETG problemi. Re-edit: ancora non ci siamo...
Truck64 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Con la colla stick l'aderenza è quasi garantita. Il problema è che poi devi buttare via il pezzo o il piano perchè 9 volte su 10 non c'è verso di separarli. Se si attacca al nastro che poi viene via va benone. Non serve che usi quello della Tesa o 3M. Anche quello che trovi in rete per 10..15 euri va bene, che comuque è una cosa che va cambiata prima o poi come le ruote delle V-slot o i nozle. Ma il piatto in PEI è meglio quindi se devi spendere soldi pensa a quello. -
Sleeping Bacchante
Truck64 ha risposto a Mino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Penso che la difficoltà sia riuscire a farle senza postproduzione. Qualche "sputacchio" isolato appoggiato alla superficie, se non è in un punto troppo difficile lo levi con un raschietto, altrimenti è meglio che rivedi settaggi e materiale. -
Problema segni su stampato
Truck64 ha risposto a Cornaangelo82 nella discussione Problemi generici o di qualità di stampa
Non sono daccordo. Se passi in velocità con il nozle caldo, magari con il filamento che non si è ancora scaricato, su una superficie piana alla stessa altezza alla quale l'hai estrusa qualche segno lo lasci per forza. Lo Z-hop l'hanno introdotto più o meno espressamente per quel motivo, certo che tutto quel movimento di Z può evidenziare altri problemi meccanici della macchina, tanto che ho dovuto disattivarlo anch'io per ora. Visto che ci sono tanti a cui funziona però io fossi in @Cornaangelo82 una prova la farei. -
si, primo tra tutti il propritario ipercritico.