Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-
Sei un bruto! 🤪
-
L'algoritmo di autotuning di Marlin, a meno che non sia cambiato di recente, implementa più o meno il metodo Ziegler–Nichols. Il calcolo, soprattutto per la parte proporzionale, tiene conto di tutta la fase di riscaldamento, quindi trovi spesso raccomandato nelle discusioni tecniche di eseguirlo partendo da estrusore (o piatto) a temperatura ambiente.
-
Non ho capito la procedura. Se intendi che hai scollegato un motore per muovere solo l'altro è esattamente questo che NON bisogna fare. Se i motori sono alimentati dallo stesso drive devono essere anche in fase quando li leghi assieme con la cingia, altrimenti si metono a lavorare l'uno contro l'altro. Quindi l'allienamento del portale X lo devi fare allentando uno dei giunti e girando la singola vite, o lavorando su una delle chiocciole. I motori li devi mettere in coppia liberi dalla cinghia, che vanno in fase da soli, poi devi fissare le pulegge senza farli torcere (.!.!.!). Farancamente 2 motori con 2 drive invecie sarebbe la soluzione ottimale: si raddopia la coppia disponibile (2 motori sotto lo stesso drive non hanno tensione o corrente sufficenti qalsiasi schema si usi), si può fare lo zero su 2 finecorsa indipendenti e a livello meccanico non c'è da preoccuparsi di risonanze meccaniche o elettriche. Che vadano fuori fase a macchina spenta non importa, tanto si riallineano durante l'azzeramento, e in lavoro passi non ne devono perdere comunque. Io però continuo a preferire la soluzione con motore singolo e 2 viti.
-

flyingbear ghost 5 e gcode di inizio e fine
Truck64 ha risposto a mcmady nella discussione Problemi generici o di qualità di stampa
Concordo con @MayTs: non c'è bisogno di cambiare qualcosa che non da problemi, tantopiù che con lo start gcode non fai proprio "qualità". Ti consiglio di studiare cosa sono i singoli comandi in modo capire cosa viene detto di fare alla stampante in quelle poche righe. Puoi trovare tutto sul sito di Marlin: Marlin Gcode Se non capisci qualcosa poi chiedi pure. Tieni conto che le presonalizzazioni che ognuno fa nei settaggi e nei codici spesso valgono solo per la singola macchina. Su di un altra stampante possono non dare lo stesso risultato. -
Problemi di bruciature di materiale con PETG
Truck64 ha risposto a Paolo Reds nella discussione Problemi generici o di qualità di stampa
Stesso problema, anch'io con quello bianco. Sembra quasi che ci siano degli oli o sostanze volatili di qualche tipo che tendono ad acculmularsi sul'hotend e bruciano, poi durante la stampa si taccano e fanno quei disatri. Ho preso l'abitudine quando preparo per la stampa di portare a 200° e con un paio di raschiettate viene via tutta la patina bruciata, poi vado regolare per qualche ora. Con il PLA e con il PETG della AzureFilm non mi è mai successo. Mi è appena arrivata una rolla di PETG Sunlu grigio. Vedo se succede anche con quello. -
Stampa da buttare con PLA Geetech
Truck64 ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Prova con 2000, o dagli M201 E3000 da PC -
Stampa da buttare con PLA Geetech
Truck64 ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Anch'io. Dipende dal motore e dal drive, ma non dovrebbe essere troppo per spingere il filo avanti e indietro nel tubo, o almeno il mio Nema17 da 40N/cm, che è lo stesso montato su una marea di stampanti, non fa neanche una piega. Al massimo avrai qualche perdita di passi di E ma danni non ne fai. Il gioco è che se fai un cabiamento veloce di pressione nel nozle il filamento fuso tende a interrompersi. Se lo fai lento fila. Vedi anche che il tubo bowden non faccia troppe curve. -
Stampa da buttare con PLA Geetech
Truck64 ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Mi pare di si. Il valore si imposta con M201 E.... Io ho un bowden lungo 750mm e spingifilo classico, eppure con, 3,5mm di retraction non mi fa fili nemmeno il PETG. -
Stampa da buttare con PLA Geetech
Truck64 ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Quanto hai di accellerazione su E? Mettila a 3000. Alzare la velocità su 7mm non ha molto senso se l'accellerazione è bassa. -
Vase/non-vase mode
Truck64 ha risposto a nervine nella discussione Software di slicing, firmware e GCode
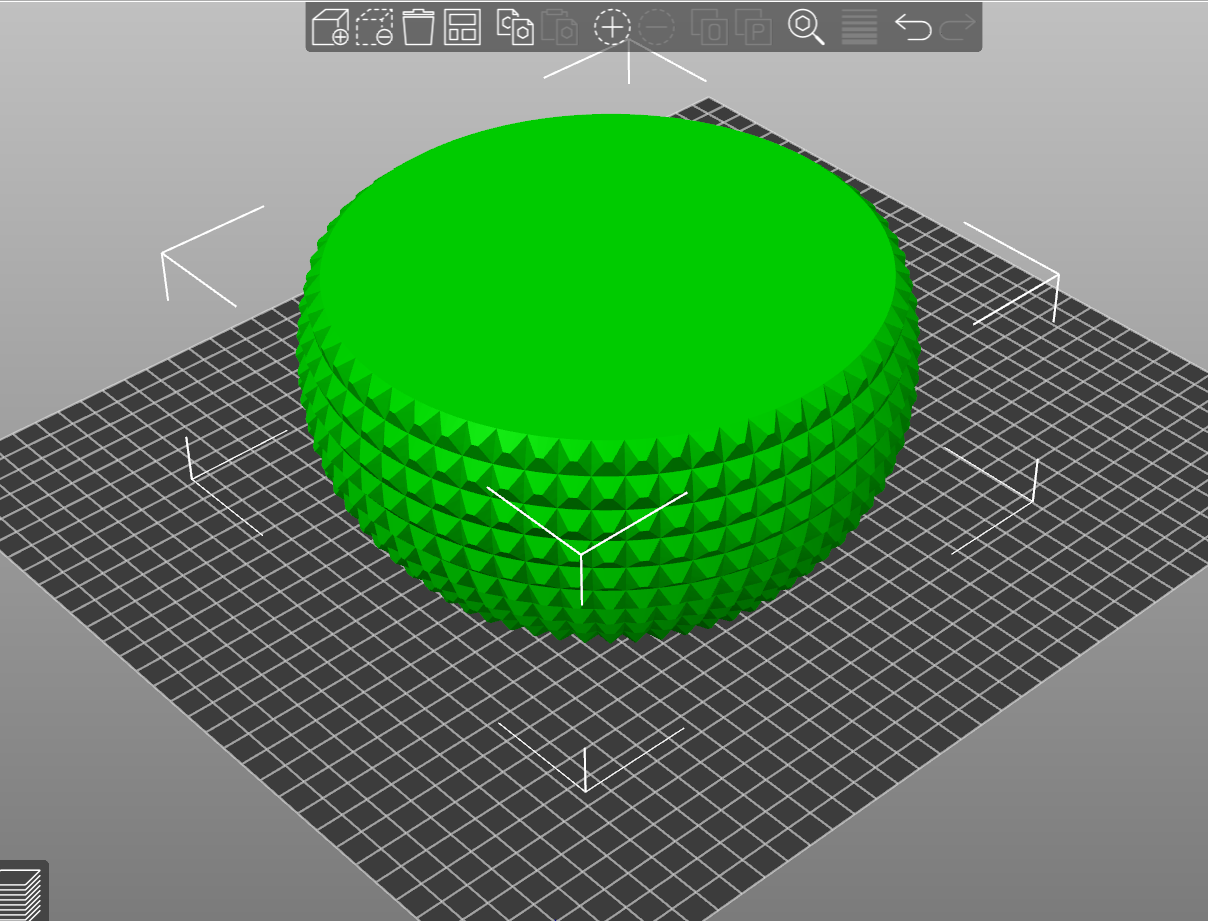
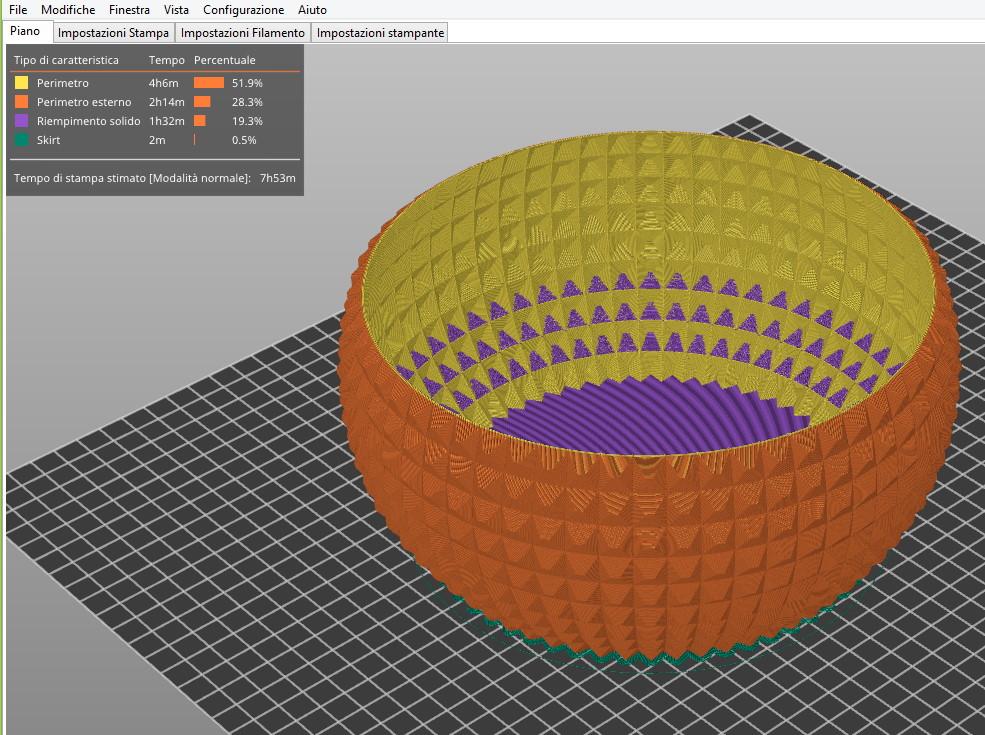
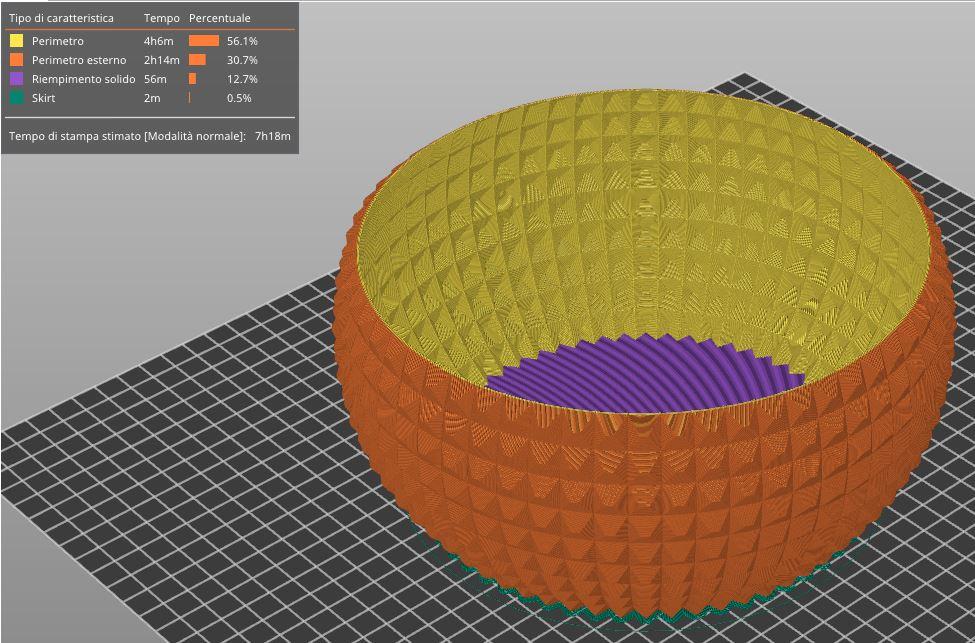
Non è proprio vero. Il modello è chiuso, o almeno così mel'ha aperto PrusaSlicer: Per stamparlo con la faccia sopra aperta devo dire allo slicer di non fare il riempimento superiore. Resta il fatto che tutto quello che vedi dentro alla "zuppiera" per lo slicer è volume da riempire. Col profilo che uso normalmente (a parte infill 0% e top assente) i riempimenti vengono anche a me: ma se tolgo l'opzione "mantieni spessore guscio verticale" ecco che fa solo i perimetri: Prova a vedere se trovi qualcosa di simile anche con IdeaMaker
-
Vase/non-vase mode
Truck64 ha risposto a nervine nella discussione Software di slicing, firmware e GCode
No, intendevo proprio il riempimento solido. Se ci pensi è anche logico che quando lo spostamento di un perimetro rispetto a quello del layer sottostante supera la metà della larghezza di estrusione serva un qualcosa sotto che lo sostiene. Verso l'esterno dell'oggeto ci sono i supporti che si possono disattivare, ma dal lato del riempimento probabilmente i programmatori non si pongono nemmeno il problema di chiedere se siano voluti o meno. Tutti gli slicer che ho provato in quei casi generano un tratto di riempimento slido, ingrossando di fatto il guscio. Fino ad ora l'unico modo che ho visto per evitarlo e attivare il vase mode, ma se vuoi tre line di guscio non penso ci siano soluzioni. Visto che si tratta solo di due anelli del modello penso ti convenga modificarlo facendo in modo che quelle pareti siano parallele al piano o a 45° rispetto ad esso. -
Francamente invecie è una domanda interessante, mai vergognarsi a chiedere se non si sa. Non puoi leggere quel tipo di impostazionei dalla macchina quindi per sapere quanto è la via più semplice è provare a dare il comando E200, E250... e via discorrendo. Da quello che ho letto dando comandi in sequenza dovresti riuscire a aggirare l'ostacolo, ma anche questo è da provare. No. Come vedi nel tuo Gcode con G90 imposti quote assolute. Qundi se dai 4 G1 E100 muove di 100 la prima volta poi non si muove più. O aggiungi Un G92 E0 dopo ogni movimento (brutto) o cambi il modo in incrementale con G91. Quindi il tuo codice, ammesso che vadano i movimenti consecutivi, diventa: G21 G91 M109 S200 G1 E10 F100 G1 E-110 F2000 G1 E-100 F2000 G1 E-100 F2000 G1 E-100 F2000 G92 E0 G90 oppure se resti in modo assoluto: G21 G90 M109 S200 G92 E0 G1 E10 F100 G1 E-100 F2000 G1 E-200 F2000 G1 E-300 F2000 G1 E-400 F2000 G92 E0 Se non sai esattamente cosa fare ti consiglio di lasciar perdere il firmware per ora, tantopiù che probabilmente non troverai il sorgente in chiaro della tua macchina ma solo la versione compilata. Per quello ci arriverai più avanti se e quando decidi di cambiare scheda di controllo.
-
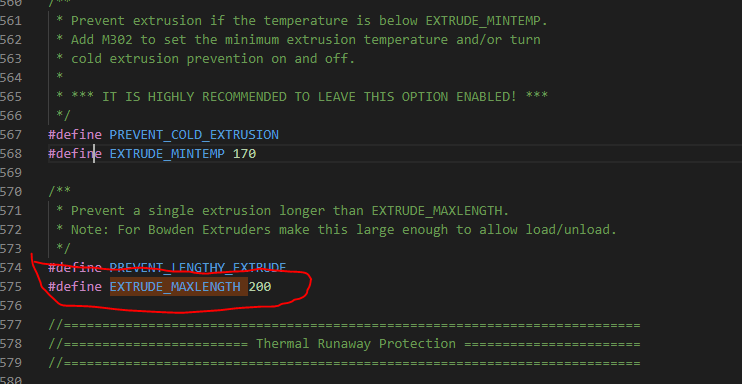
Basta configura il firmware secondo necessità: Il valore di base è 200mm ma come vedi dalla nota va adattato alle sigole esigenze. Oppure disabiliti il controllo, che francamente non ha senso.
-
Vase/non-vase mode
Truck64 ha risposto a nervine nella discussione Software di slicing, firmware e GCode
Per quel poco che so eccetto il vase mode ogni slicer aggiuge delle strutture alle pareti inclinate. Dubito che troverai un modo per farle come vuoi. Perchè ti danno fastidio? -
Problemi di esportazione file per stampare da cura con Artillery Genius
Truck64 ha risposto a Andrea Tessadori nella discussione La mia prima stampante 3D
Ciao @Andrea Tessadori, mi pare di capire che sono le tue prime esperienze con al stampa 3D. Mi dispiace deluderti ma a discapito di quanto qualche volta si dice nelle recensioni non esisteno stampanti che monti, accendi e stampi. La macchina va prima tarata e in certi casi, dipende anche da quanta manualità ognuno di noi possede, può essere un processo lungo. Per quanto riguarda l'adesione del filamento non ti si attaccherà mai se prima non hai fatto livellamento e calibrazione dell'altezza del nozle. Poi le temperature per che filamento sono? Se è PLA, come spero, 220° forse sono tannti per l'estrusore, 80° di piano è quasi il doppio di quello che serve. Per pulire l'estrno del nozle del filamento residuo la via più semplice è scaldarlo e raschiarlo via delicatamente con una spatolina o un raschietto. L'interno non serve a meno che non ti si sia intasato, e in quel caso ci sarebbero alcuni attrezzi appositi da usare (tipo degli aghi del diametro del foro) ma io preferisco cambiarlo direttamente. Se lo devi snontare chiedi che la procedura non è banale. -
PLA cercando di iniziare bene
Truck64 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Metterei anche a 10, comunque fai delle porve. E se vuoi dai una letta aquesta pagina: Cos'è il Jerk Il Jerk si imposta da riga di comando con M205, quindi dai il comando M205 X10 Y10, oppure c'è la possibilità di far trasferire tuti i parametri (accelerazione, velocità max, jerk ecc.) a inizio stampa ma per quello ammesso che ti serva meglio che ci ragiono quando hai capito tutti i parametri. -
Qualità di stampa buona ma...
Truck64 ha risposto a Ste22 nella discussione Problemi generici o di qualità di stampa
A fare roba geometrica, specialmente tratti lunghi, i pallini che sono accumuli di materiale nei punti sbagliati o sbrodolature che restano sul bordo del nozle, capitano meno o per niente. Su cose curve e profili discontinui è più facile che succeda, dipende anche dal tipo di estrusore, di nozle e di materiale che usi. -
Io inizio sempre le stampe con il PC collegato, quindi imbocco il filamento sulla ruota godronata poi gli do un G1 E750 E2000 e arriva esattamente fino a dentro l'estrusore. Stessa cosa E-750 per farlo uscire.
-
Diciamo che in generale quelli in plastica finiscono con il ropere la leva di rilascio del filamento. Non è vero per tutti gli estrusori, ne per tutte le persone, ma capita. E ovviemente quelli in alluminio si rompono meno. Come upgrade di un pezzo originale funzionante prenderei in considerazione solo un Dualdrive (BMG, Orbiter e via discorrendo) e quelli sono quasi tutti in plastica ma pochi se ne lamentano, anzi.
-
Stampa da buttare con PLA Geetech
Truck64 ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Ti posso dire come veniva a me: il piano in kapton "spazzolato" e pulito spesso, lacca, 3mm di brim, 40°, primo strato a 35mm/s e 195° poi via a 80..100mm/s e 190°. Per i pezzi grandi la lacca solo sul perimetro esterno che per staccare il coperchio dell'alimentatore (base sul piatto circa 150x120) ho dovuto tirare su anche il kapton. E ventola al 100% dal layer 3, convogiata appena sotto il nozle che è protetto dal cappuccio in silicone. La diminuzione della temperatura dal secondo layer non so se ha senso, ma male non andava e l'ho lasciata. Mai provato però a stampare su piatto microforato. Io il piano in alluminio lo ho coperto di kapton a strisce perchè lo cambioavo spesso, che a staccare i pezzi di spatola si rovina facilmente. Da quel punto di vista ora stampo PETG quasi senza lacca e mentre il piatto si raffredda i pezzi si staccano quasi da soli. -
Problemi con primi layer stampa
Truck64 ha risposto a Lorenzo2005 nella discussione Problemi generici o di qualità di stampa
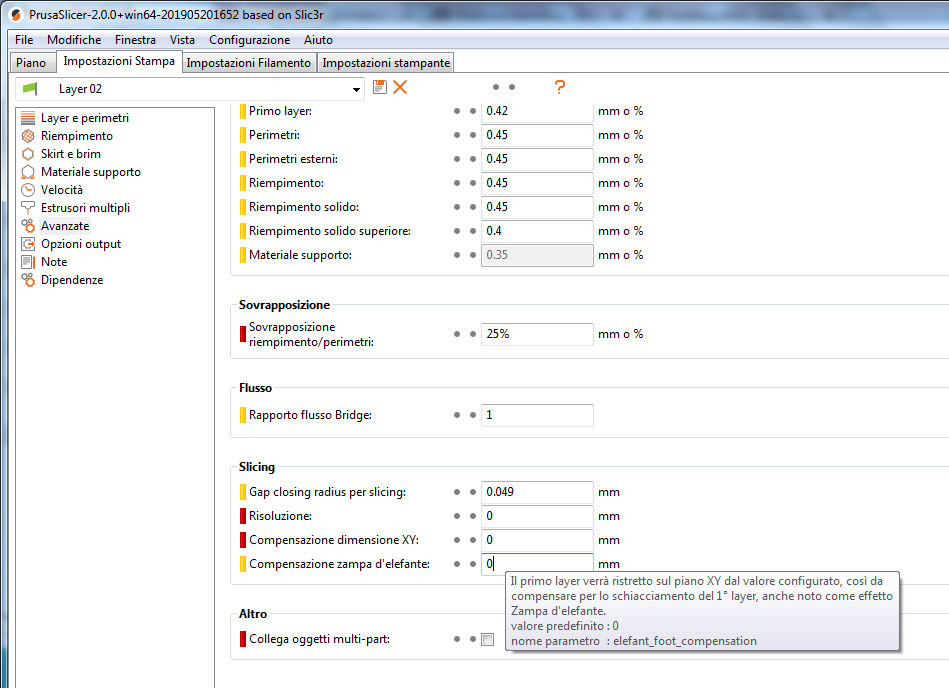
"Abbastanza" è molto soggettivo. Comunque il pezzo aderisce anche se se il primo layer fosse troppo schiacciato, e in quel caso il material in eccesso ti da proprio il problema del piede di elefante. Non so che conoscenze tu abbia di meccanica ma ricordati che un layer da 0,2mm è spesso meno di un paio di fogli di carta da stampante, e che un errore di 2 centesimi (0,02mm che non saprei come descriverti se non "prendi uno dei suddetti fogli e dividilo in 5 strati....") corrisponde al 10% in più o meno di flusso. Quindi per fare qualità con la stampa 3D bisogna imparare a essere precisi. -
Prima stampante 3D Help
Truck64 ha risposto a Giuseppe9701 nella discussione La mia prima stampante 3D
mi stupirei che non ci fosse!! -
Stampa da buttare con PLA Geetech
Truck64 ha risposto a frankieorabona nella discussione Problemi generici o di qualità di stampa
Di aspetto no, meccanicamente si e di molto, e si stampa con più facilità se riesci a evitare che wrappi. -
Per inciso la cinghia tra due motori è una forzatura che può dare problemi, per questo si sottolinea che "va istallato bene". L'opzione giusta è un motore che fa girare le due viti o 2 motori indipendenti. I 2 motori se comandati da un unico drive funzionano bene, molto meglio di avere una sola vite, ma come sai se muovi una delle viti a motori spenti il ponte va fuori squadra. Se ti abitui a fare un controllo veloce prima di cominciare a stampare la cosa è perfettamente gestibile. C'è anche l'opzione di avere 2 motori con 2 drive indipendenti, ma è più complicato da configurare, ti serve un altro drive (di solito c'è lo spazio per il secondo estrusore sulla scheda di controllo), un altro micro di home e una vesione recente di Marlin. Personalmente preferisco la versione "ignorante", con un motore e il rinvio a cighia sulle viti. Ma sono gusti personali.
-
Problemi con primi layer stampa
Truck64 ha risposto a Lorenzo2005 nella discussione Problemi generici o di qualità di stampa
Difficile da dire vededo solo qualche foto, anche perchè l'effetto cambia da slicer a slicer. Su PrusaSlicer si imposta a mm e particamnete zooma il primo layer di quanto indicato. In Cura se non sbaglio è la stessa cosa, solo che per ridurre le dimensioni devi mettere valori negativi. Prova a fare qualche prova a 0,1mm alla volta.