dnasini
-
Numero contenuti
4.311 -
Iscritto
-
Ultima visita
-
Giorni Vinti
150
2 Seguaci


Obiettivi di dnasini
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-
 Rare
Rare
Badge recenti
3,3k
Reputazione Forum
76
Risposte alla community
-

OrcaSlicer e P1S
dnasini ha risposto a luca63 nella discussione Software di slicing, firmware e GCode
io uso da diversi mesi Orcaslicersu Win, quando lancio la stampa ho 2 opzioni : - inviare la stampa alla stampante - inviare la stampa alla stampante e stampare Hale stesse opzioni sulla versione x mac? se si, non e' che utilizzi la prima e che quindi invii solo il file alla stampante senza effettivamente stampare? -
Aggiornamento driver
dnasini ha risposto a Micktat nella discussione Software di slicing, firmware e GCode
Non conosco la tua Stampante ma mi pare di capire che ha scheda e fw proprietari, corretto? Se fosse cosi', non vedo molto margine di manovra nella sostituzione dei driver in quanto, sostituiti quelli, devi cmq mettere mano al fw per la configurazione. Se il fw e' proprietario, la vedo dura che ti venga dato il sorgente per poterlo "customizzare" a meno che non ne esista uno gia' compilato per la config che intendi implementare -
Petg kobra 3 combo
dnasini ha risposto a predator__18__ nella discussione Problemi generici o di qualità di stampa
Quei parametri vanno calibrati sulla tua configurazione hw, anche i parametri sulle temperature vanno calibrati, usa quelli che ti sono stati condiviso giusto come riferimento -
l'ho usato, ma in effetti nn su tutti i raccordi. in effetti ne ho usati di 2 tipi, uno che mi hanno regalato i cinesi assieme alla valvola (l'ho usato per pigrizia e ho buttato tempo e fatica) e un altro che ho comperato qui. In edffetti il secondo e' molto meglio e da un sacco meno di problemi. appena ho un attimo vedo di rifare tutti i raccordi usando il secondo nastro
-
Trovare la giusta combinazione di cavi
dnasini ha risposto a Dolores nella discussione Problemi generici o di qualità di stampa
Posso chiederti perche' per controllare i motori nn hai optato per una scheda madre "conosciuta" che integra gia' tutto quello che ti serve e ti servira'? -
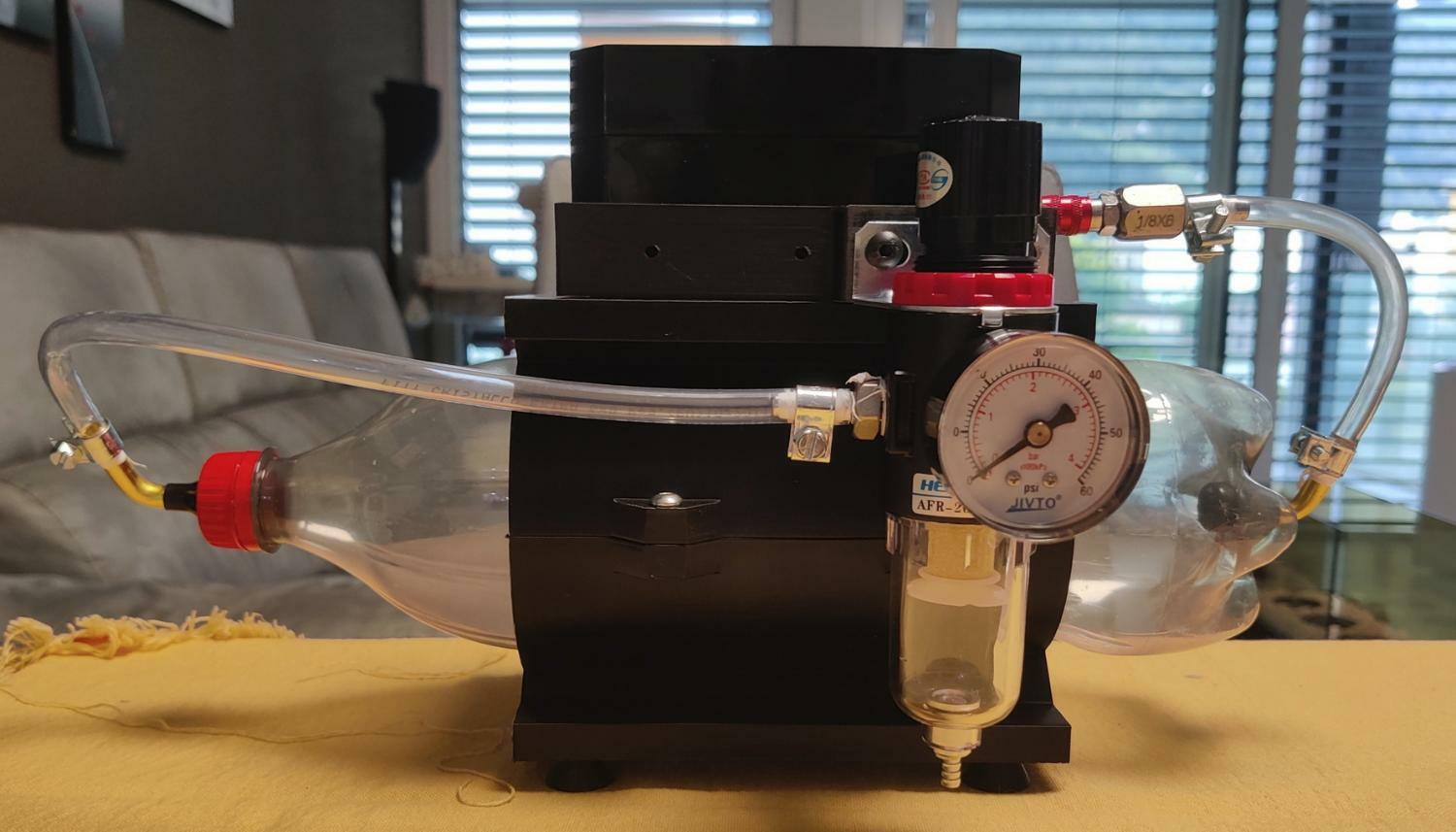
Piccolo upgrade: - cambiate le valvole con due ricurve per ridurre le curve dei tubi - cambiate le fascette stringi tubi con altre piu' "performanti" (che nn si mangiano il tubo che stringono) - aggiunto un giunto pneumatico per collegare velocemente il compressore - sostituito il manometro con uno che ha una scala piu' adeguata per misurare il compressore lepecoso Esteticamente e' piu' bello e compatto, ho ancora qualcosa da regolare perche' sembra avere una piccola perdita che, una volta spento il compressore, fa scendere lentamente ma inesorabilmente la pressione. Non ho ancora individuato la perdita, ad ogni modo nn e' un grosso problema visto che, per come lo uso io, nn impatta la rea finale

-
stampante 3d nuova
dnasini ha risposto a Davide vita nella discussione Problemi generici o di qualità di stampa
Hai provato a cambiare chiavetta? I file che ora ti danno problemi, prima venivano letti? -
Visto che da quello che ho capito sei nuovo di Klipper, il consiglio spassionato e' quello di utilizzare il file printer.cfg piu' basico possibile. Ad aggiungere sei sempre in tempo, quindi keep it simple. Scaricati dal sito di klipper il file printer.cfg basico per la tua scheda/stampante, fai funzionare il tutto con quello e poi confrontalo con il file di config che hai ora aggiungendo quello che ti interessa. Aggiungi una funzionalita' per volta e testala prima di passare alla successiva, altrimenti rischi di nn uscirne
-
Dopo aver copiato il file printer.cfg che hai scaricato, hai almeno inserito i riferimenti della tua seriale sotto [mcu]? Se usi quelli salvati nel file, stai tentando di pilotare la stampnate di qualcun altro 🤣
-
Artillery Genius - Ricambio per motore step-step asse X
dnasini ha risposto a ValerioBI nella discussione Hardware e componenti
Sicuramente nn e' un 28mm, sia dalla sigla che dalle foto che hai condiviso, piu' probabile sia un 23mm e come gia' suggerito, misuralo e passa la paura (misuralo in altezza) -
Layer spostati durante la stampa
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
Come gia ti e' stato detto, Marlin e' giurassico, se ci investi piu' di 15min per aggiornare il fw ci hai gia' messo troppo tempo per il risultato che otterrai. A questo punto, se vuoi fare un salto generazionale, ti armi di pazienza, ti leggi come migrare a Klipper (ci sono tonnellate di wiki e documentazione) investi qualche euro e parti cosi'. Come ti ho fatto vedere nella mia evoluzione della E5P, io nn ho voluto aspettare e ho comperato tutto per avere la versione finale al day one, ma questa nn e' la regola. In soldoni, ti servirebbe solo un SBC (raspberry o similari o un laptop sgrauso) e puoi gia' migrare con l'hw che hai -
principiante
dnasini ha risposto a Liquid89 nella discussione Problemi generici o di qualità di stampa
devi prendere quello che ti sembra piu' liscio e uniforme. Una volta individuato, con la seconda passata imposti i parametri poco prima e poco dopo il valore scelto cosi' da affinare la calibrazione https://www.obico.io/blog/flow-rate-calibration-orca-slicer-comprehensive-guide/ -
Layer spostati durante la stampa
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
Nel mio caso ho attaccato un display TFT al Raspberry, che e collegato alla scheda skr, e comando tutto da lì, o in alternativa da un qualsiasi browser collegandomi in http a klipper -
Layer spostati durante la stampa
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
allora io ho la stessa scheda e "avevo" una E5P. Con questa scheda mi trovo molto bene (ne ho 2), per il display nn hai alternativa se nn cambiarlo xche' quello originale della E5P ha un bus che sulla SKR nn puoi collegare (almeno che io sappia). io sono passato a quello della BTT, mi sembra fosse il TFT35 o qualcosa di simile che puo' funzionare sia come standard LCD a caratteri che mon la funzione touch e le icone grafiche. Ad ogni modo, se passerai a Klipper, del display nn te ne fai una cippa perche' e' imbarazzantemente inutilizzabile e l'ho smontato in un microsecondo -
Cambio hotend su predator d
dnasini ha risposto a MaxKnob nella discussione Problemi generici o di qualità di stampa
Onestamente se sei alle prime armi e ti cimenti nella sostituzione dell'hotend sei un bel temerario. Il processo di per s enn e' nulla di complesso o esoterico, richiede il prepararsi nella procedura corretta da seguire e, come stai sperimentando tu adesso, una certa esperience per capire cosa potrebb essere andato storto. Non conosco la tua stampante quindi 2 foto aiuterebbero, se dovessi fare un'ipotesi, sembrerebbe che l'hotend si intasi e nn esca piu' il filamento. Quando ti accade senti il motore dell'estrusore che perde passi facendo un rumore tipo *tac*tac* ad ogni tentativo di spingere il filamento? Se cancelli la stampa e poi la fai ripartire, il filamento esce subito oppure no? Quando succede il problema hai modo di capire se l'estrusore continua a spingere il filo o si ferma?