francescoc
-
Numero contenuti
26 -
Iscritto
-
Ultima visita
Obiettivi di francescoc
")



-
-
Salve, ho una stampante cartesiana autocostruita con : SKR 1.4 Turbo, TMC2130. La stampante ha due assi Z gestiti da due diversi driver. Qualche settimana fa ho notato che il motore dell'estrusore andava a scatti già dopo il primo layer di stampa. Pensavo fosse un problema di hotend e invece oggi ho provato a fare un'intera stampa di un cubo alto 20 millimetri, senza montare il filamento, e alla fine della stampa l'hotend era ad una distanza effettiva dal piatto di meno di 10 millimetri. Quando dal Jog Control di Simplify3D provo ad alzare l'asse Z di 100mm, l'asse si alza di esattamente 100 mm. Inoltre, dato che ho impostato un autolivellamento del piatto, vedo i motori dell'asse Z ruotare bene e con continuità. Ciò mi fa pensare che il problema non sia hardware. La stampante ha funzionato correttamente per circa un mese da quando l'ho costruita. Onestamente non saprei dopo quale evento ha iniziato a dare questo problema. Il problema si è presentato più o meno quando sono passato a Simplify 3D. Non ricordo però se sono mai riuscito a completare correttamente una stampa da questo software, oppure se il problema è giunto dopo qualche giorno. Inoltre ieri ho provato a stampare (sempre da simplify) un Gcode generato da Repeiter host (che aveva sempre funzionato), e non è cambiato nulla. Purtroppo non sono nemmeno riuscito a capire se la perdita di altezza sia graduale (problema di scale), oppure semplicemente l'asse inizia ad alzarsi dopo alcuni layer (problema di offset). Vi allego la risposta al comando M501: SENT: M501 READ: echo: G21 ; Units in mm (mm) G21 ; Units in mm (mm) READ: READ: echo:; Filament settings: Disabled ; Filament settings: Disabled READ: echo: M200 S0 D1.75 M200 S0 D1.75 READ: echo:; Steps per unit: ; Steps per unit: READ: echo: M92 X100.00 Y100.00 Z400.00 E190.00 M92 X100.00 Y100.00 Z400.00 E190.00 READ: echo:; Maximum feedrates (units/s): ; Maximum feedrates (units/s): READ: echo: M203 X300.00 Y300.00 Z5.00 E25.00 M203 X300.00 Y300.00 Z5.00 E25.00 READ: echo:; Maximum Acceleration (units/s2): ; Maximum Acceleration (units/s2): READ: echo: M201 X1000.00 Y1000.00 Z100.00 E10000.00 M201 X1000.00 Y1000.00 Z100.00 E10000.00 READ: echo:; Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> ; Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> READ: echo: M204 P1000.00 R3000.00 T1000.00 M204 P1000.00 R3000.00 T1000.00 READ: echo:; Advanced: B<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> J<junc_dev> ; Advanced: B<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> J<junc_dev> READ: echo: M205 B20000.00 S0.00 T0.00 J0.01 M205 B20000.00 S0.00 T0.00 J0.01 READ: echo:; Home offset: ; Home offset: READ: echo: M206 X0.00 Y0.00 Z0.00 M206 X0.00 Y0.00 Z0.00 READ: echo:; Auto Bed Leveling: ; Auto Bed Leveling: READ: echo: M420 S0 Z10.00 M420 S0 Z10.00 READ: echo: G29 W I0 J0 Z0.71000 G29 W I0 J0 Z0.71000 READ: echo: G29 W I1 J0 Z0.47000 G29 W I1 J0 Z0.47000 READ: echo: G29 W I2 J0 Z0.19000 G29 W I2 J0 Z0.19000 READ: echo: G29 W I3 J0 Z-0.02500 G29 W I3 J0 Z-0.02500 READ: echo: G29 W I4 J0 Z-0.30750 G29 W I4 J0 Z-0.30750 READ: echo: G29 W I0 J1 Z0.90000 G29 W I0 J1 Z0.90000 READ: echo: G29 W I1 J1 Z0.53000 G29 W I1 J1 Z0.53000 READ: echo: G29 W I2 J1 Z0.27250 G29 W I2 J1 Z0.27250 READ: echo: G29 W I3 J1 Z-0.00500 G29 W I3 J1 Z-0.00500 READ: echo: G29 W I4 J1 Z-0.30750 G29 W I4 J1 Z-0.30750 READ: echo: G29 W I0 J2 Z0.91250 G29 W I0 J2 Z0.91250 READ: echo: G29 W I1 J2 Z0.69250 G29 W I1 J2 Z0.69250 READ: echo: G29 W I2 J2 Z0.39000 G29 W I2 J2 Z0.39000 READ: echo: G29 W I3 J2 Z0.12500 G29 W I3 J2 Z0.12500 READ: echo: G29 W I4 J2 Z-0.16250 G29 W I4 J2 Z-0.16250 READ: echo: G29 W I0 J3 Z1.19250 G29 W I0 J3 Z1.19250 READ: echo: G29 W I1 J3 Z0.70000 G29 W I1 J3 Z0.70000 READ: echo: G29 W I2 J3 Z0.42750 G29 W I2 J3 Z0.42750 READ: echo: G29 W I3 J3 Z0.13000 G29 W I3 J3 Z0.13000 READ: echo: G29 W I4 J3 Z-0.16750 G29 W I4 J3 Z-0.16750 READ: echo: G29 W I0 J4 Z1.33500 G29 W I0 J4 Z1.33500 READ: echo: G29 W I1 J4 Z0.91750 G29 W I1 J4 Z0.91750 READ: echo: G29 W I2 J4 Z0.60250 G29 W I2 J4 Z0.60250 READ: echo: G29 W I3 J4 Z0.32000 G29 W I3 J4 Z0.32000 READ: echo: G29 W I4 J4 Z-0.05000 G29 W I4 J4 Z-0.05000 READ: echo:; PID settings: ; PID settings: READ: echo: M301 P22.20 I1.08 D114.00 M301 P22.20 I1.08 D114.00 READ: echo:; Z-Probe Offset (mm): ; Z-Probe Offset (mm): READ: echo: M851 X-42.00 Y-8.00 Z-2.10 M851 X-42.00 Y-8.00 Z-2.10 READ: echo:; Stepper driver current: ; Stepper driver current: READ: echo: M906 X707 Y850 Z707 M906 X707 Y850 Z707 READ: READ: echo:; Driver stepping mode: ; Driver stepping mode: READ: echo: M569 S1 X Y Z M569 S1 X Y Z READ: ok
-
Errore sensore temperatura hotend
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
Si, credo fosse questo il problema. Ho svitato un poco la vite dove arriva il termistore sull'hotend e si è risolto il problema. Grazie mille! -
Errore sensore temperatura hotend
francescoc ha pubblicato una discussione in La mia prima stampante 3D
Salve, sulla mia stampante 3D autocostruita avevo un hotend cinese (uno di quelli rossi che mi sembra si montino sulla CR10), che funzionava abbastanza bene. Dopo un po di tempo ho notato che usciva del filamento dalla filettatura che collega l'ugello al resto dell'hotend. Pensando di non averlo avvitato bene, ho provato a stringere e si è spezzato l'ugello con la filettatura rimasta dentro (impossibile rimuoverla). Ho quindi preso un altro hotend uguale su aliexpress, e l'ho sostituito montandolo allo stesso modo del precedente. Appena accendo la stampante mi misura una temperatura di 900 gradi (senza riscaldarlo). Ho provato un pò tutti gli hotend predefiniti sul marlin (l'hotend precedente aveva il n. 11 sul Marlin), ma la situazione cambia poco, e non capisco se il problema sia del Marlin o hardware (magari il sensore va calibrato?). Questo è il link del nuovo hotend. Il vecchio purtroppo non ricordo da dove l'ho preso. Esteticamente è uguale al nuovo, ma non so se ci sono delle differenze per il sensore. Sul vecchio hotend non ho mai avuto modo di verificare quanto fosse precisa la tempratura, ma solitamente stampavo PLA a 200 gradi senza problemi, quindi credo fosse sufficientemente precisa. La scheda che utilizzo è la SKR 1.4 Turbo -
Errore home 3D touch, asse Z non si ferma
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
Ho appena controllato e sui miei driver quel pin ci manca, quindi credo che non sia neanche questo. EDIT: Ho escluso che fosse un problema dei driver provando i DVR8825: il problema persisteva. Pensando che fosse un problema software, alla fine il problema è scomparso semplicemente installando la versione bugfix del Marlin. Vi ringrazio per l'aiuto @Whitedavil @FoNzY😁. -
Errore home 3D touch, asse Z non si ferma
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
Si si sono sicuro ho seguito le sue indicazioni. I colori che vedi solo nelle prolunghe. Ho controllato e ricontrollato. Ho gia provato anche questo. Quando @Whitedavil mi ha detto di fare quei cambiamenti, ho commentato z_min e decommentato questa che dici tu (credo di dovere usare o una o l'altra), ma non è cambiato niente. Ho visto che questa persona su reddit con il mio stesso problema, ha risolto tagliando il pin DIAG dal driver. I miei driver sono tmc2130 (simili a suoi mi sembra), devo fare qualcosa di simile? non mi sembra di avere quel pin... -
Errore home 3D touch, asse Z non si ferma
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
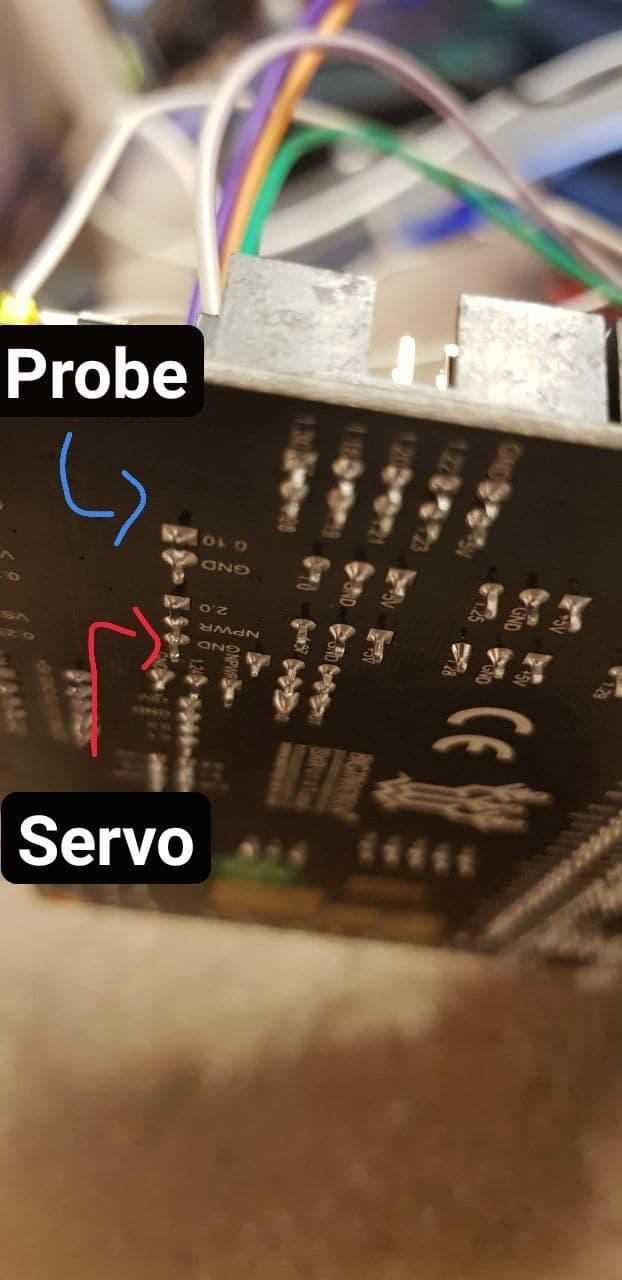
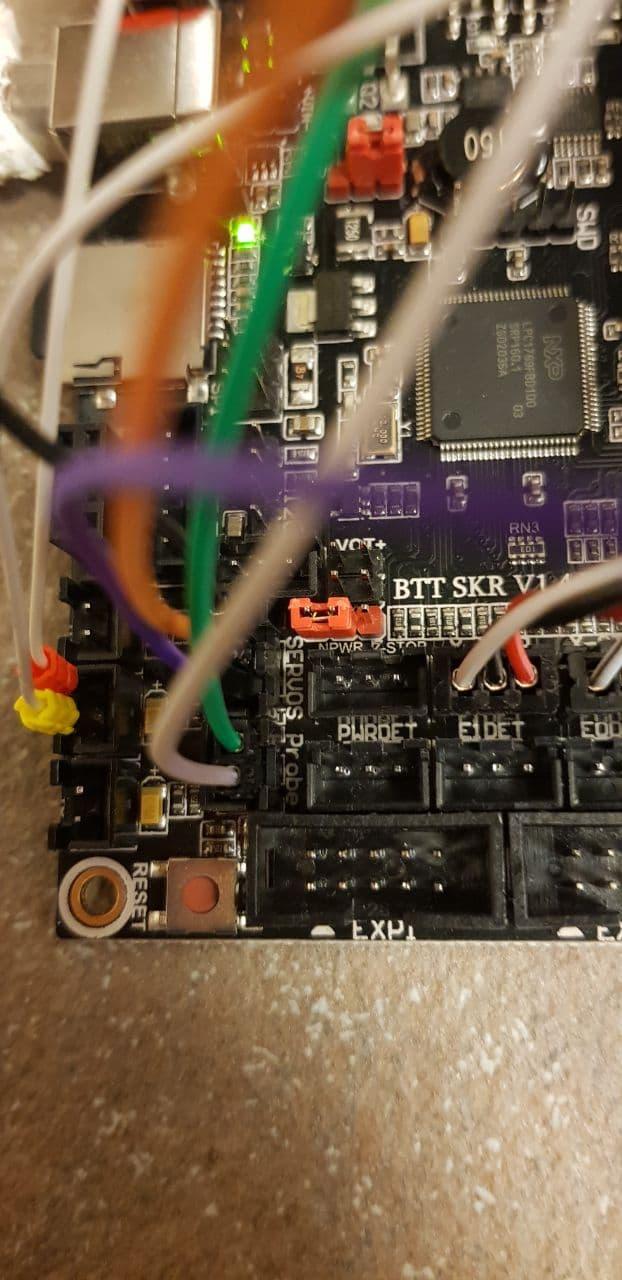
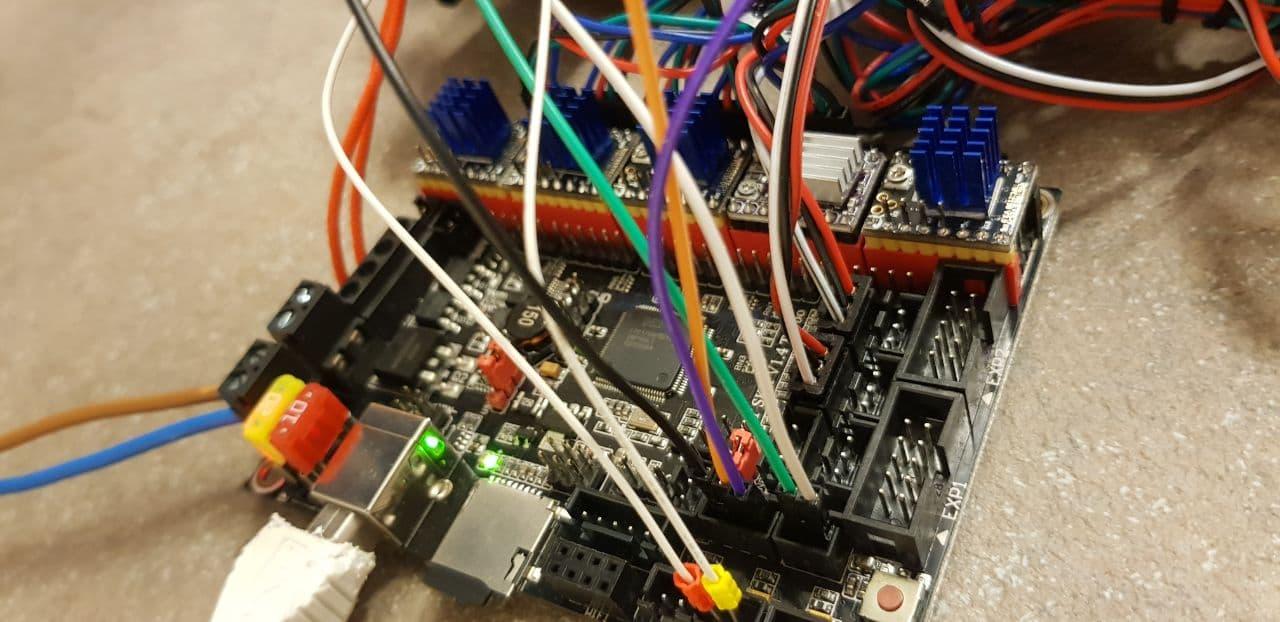
Ho provato ma non è cambiato niente. Gia ci stava il nome corretto per il pin (P0_10). Ti allego le foto, dimmi se ne servono altre. Ho controllato i cavi e sono corretti, cosi come li leggi sotto la scheda.
-
Errore home 3D touch, asse Z non si ferma
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
Ma allora non collego su Z_min come hai fatto tu? Entrambe queste opzioni credo vadano attivate nel caso in cui utilizzo i pin dedicati, giusto? -
Errore home 3D touch, asse Z non si ferma
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
-
Errore home 3D touch, asse Z non si ferma
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
Aggiungo una cosa: Z_MIN_ENDSTOP_INVERTING l'ho provato sia su true che su false ma non cambiava niente. Inoltre quando facevo il test con M43 S1 ho notato che esce sempre scritto Z_MIN_ENDSTOP_INVERTING:false (anche se avevo settato true dal marlin). In ogni caso è open quando aperto e triggered quando chiuso e credo sia giusto cosi. Configuration.h Configuration_adv.h -
Errore home 3D touch, asse Z non si ferma
francescoc ha pubblicato una discussione in La mia prima stampante 3D
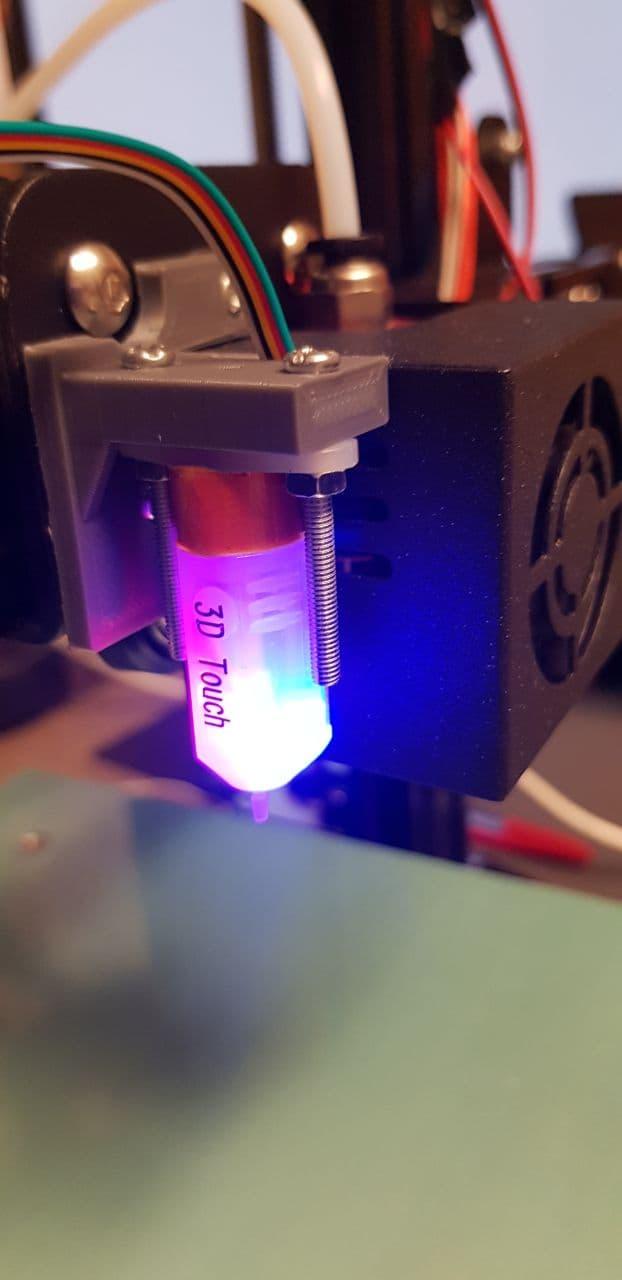
Ciao, a causa di alcuni problemi con piatto non perfettamente piano, ho deciso di aggiungere un sensore di autolivellamento. Ho seguito alcuni video tutorial su youtube e nessuno funziona. Premendo sul sensore, infatti, il segnale triggered viene ignorato e l'asse Z continua a scendere. Ho già provato il test eseguito con comando M43 S1 e funziona. Quando premo il sensore viene rilevato "triggered". Il problema quindi riguarda l'homing. Ho provato sia ad usarlo come probe (con pin probe), sia come min_z. In entrambi i casi tiene rilevato triggered quando eseguo il test, e in entrambi i casi l'asse Z continua a scendere. Premetto che prima di provare questa configurazione, utilizzato un normale endstop e funzionava normalmente. La stampante è autocostruita utilizzo il software Marlin 2.0.7.2 (ultima versione), la scheda è una skr 1.4 turbo. Non monto schermo LCD per ora, ed eseguo i comandi utilizzando repeiter host. -
Blocco estrusione PLA in hotend
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
Proverò queste soluzioni prima possibile e vi farò sapere. Vi ringrazio -
Blocco estrusione PLA in hotend
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
Il tubo in PTFE non supera il restringimento dell'"Heat Throat", ma va in battuta sul restringimento stesso (sono stato attento a farlo andare bene in battuta). Dalla foto che hai mandato invece, il tubo arriva fino all'ugello. Quindi quello che mi stai consigliando è di prendere un Heat Throat senza un restringimento, in modo da far arrivare il tubo in PTFE fino all'ugello? Non ho capito cosa intendi con pezzo di bowden. -
Blocco estrusione PLA in hotend
francescoc ha risposto a francescoc nella discussione La mia prima stampante 3D
Attualmente 5mm, 35mm/s. Ho provato anche valori un poco più alti. Si, la ventola gira ed il radiatore sembra mantenersi abbastanza freddo (credo sia giusto cosi). -
Blocco estrusione PLA in hotend
francescoc ha pubblicato una discussione in La mia prima stampante 3D
Ho terminato da pochi giorni la costruzione di una prusa i3. Ho riscontrato questo problema di estrusione che si verifica per tutte le stampe: Dopo essere partita la stampa, l'hotend deposita le prime linee di PLA (1.75) e dopo poco, per spostarsi senza depositare materiale, l'estrusore fa la retrazione. Subito dopo aver fatto la retrazione la stampante continua a stampare ma non esce più il PLA (l'estrusore gira a vuoto corrodendo il filo). Smontando l'estrusore si vede che fra il tubo bianco col PLA (scusate non so come si chiama), ed il perno di ferro filettato dove passa sempre il PLA (non conosco il nome), il filamento di PLA si è dilatato e non può piu ne tornare del tubo, ne avanzare nel perno. Ho visto su internet che questo problema è dovuto allo spazio presente fra questi due componenti dell'hotend. Li ho fatti andare in battuta e stretti con molta forza ma il problema continua a presentarsi. L'estrusore è un Nema 17 da 59Ncm e l'hotend è questo: Link Amazon. Ho provato a cambiare un poco i valori di retrazione ma il problema non sembra essere in quei parametri. Finora ho superato quella retrazione poche volte (un paio), ma in successive retrazioni che si verificano durante la stampa, il problema prima o poi si presenta di nuovo (ancora non ho incarrato a stampare in pezzo intero). Spero di non essermi spiegato troppo male e di aver dato tutte le informazioni necessarie.