Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Smart filament sensor economico
Truck64 ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Bello, ma qualche foto in più dei particolari penso farebbero apprezzare di più il sistema epicicloidale di ingranaggi. -
[Risolto] Piatto di stampa "sfalsato" dopo upgrade firmware
Truck64 ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
In realtà non è un mistero. Alcune versioni di Marlin introducono modifiche sostanziali nella struttura dati di lavoro. In caso di passaggio da una versione prima a una dopo di queste versioni è necessario riformattare la EEPROM caricando i dati di default. In quei casi l'unico modo di mantenere i propri settaggi è avere salvato l'output di M503 pre modifica e ricaricarlo dopo (a parte che bisognerebbe sempre avere una copia aggiornata dei settaggi, non si sa mai). Quando viene fuori il messaggio che riciede di formattare la EEPROM non so nemmeno se prende i valori dei default o va un po a caso. -
Anycubic Chiron e Marlin 2.0.9
Truck64 ha risposto a L3D nella discussione Problemi generici o di qualità di stampa
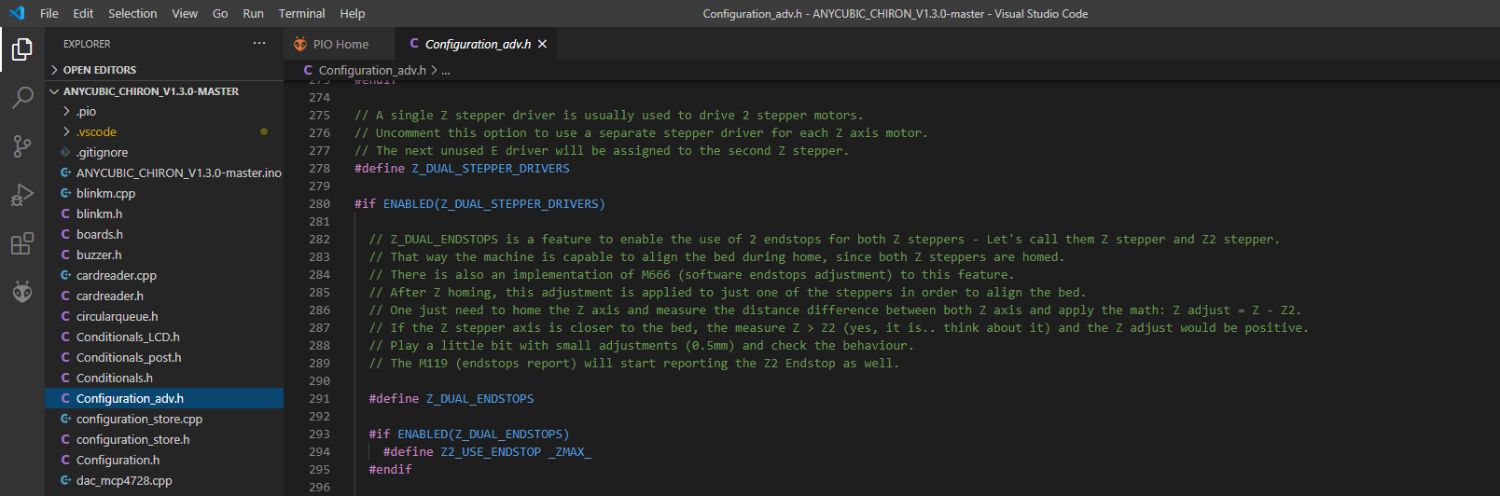
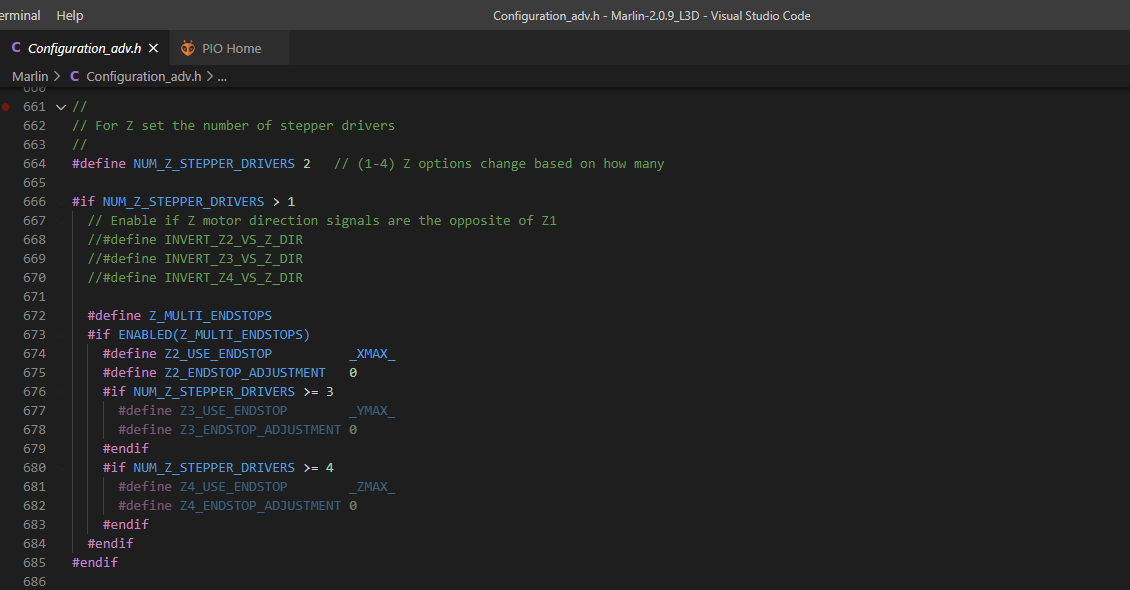
Ciao @L3D, allora l'M666 serve per fissare la differenza tra i due assi, quindi il comportamento che hai filmato è normale. Per modificare la quota dell'asse devi usare l'offset di home M206 ma questo comando non muove l'asse, cambia solo la quota a fine azzeramneto da 0 a quello che vuoi, e solo all'interno dei finecorsa software (Z_MIN_POS, Z_MAX_POS). Io per esempio faccio la home di Z 2mm sopra al piatto proprio per evitare che il nozle tocchi da qualche parte. Solo che nel mio caso ho #define MANUAL_Z_HOME_POS 2 mentre nel tuo firmware è 0 come in quasi tutte le macchine. Quindi è normale che il nozle vada sotto livello del piatto quando fai la home visto che poi la quota minima raggiungibile è quella che l'asse Z di sinistra trova al secondo intervento del finecorsa. Riguardo al firmware originale anche lì hai attivo il l'asse Z doppio come in marlin 2.x Solo che nel nuovo firmware c'è indicato di usare il finecorsa X+ come secondo finecorsa di Z, mentre in quello funzionante è indicato Z+ Quindi sono confuso: come è possibile che nel video di Venerdi Z2 trigherasse correttamente?
-
Anycubic Chiron e Marlin 2.0.9
Truck64 ha risposto a L3D nella discussione Problemi generici o di qualità di stampa
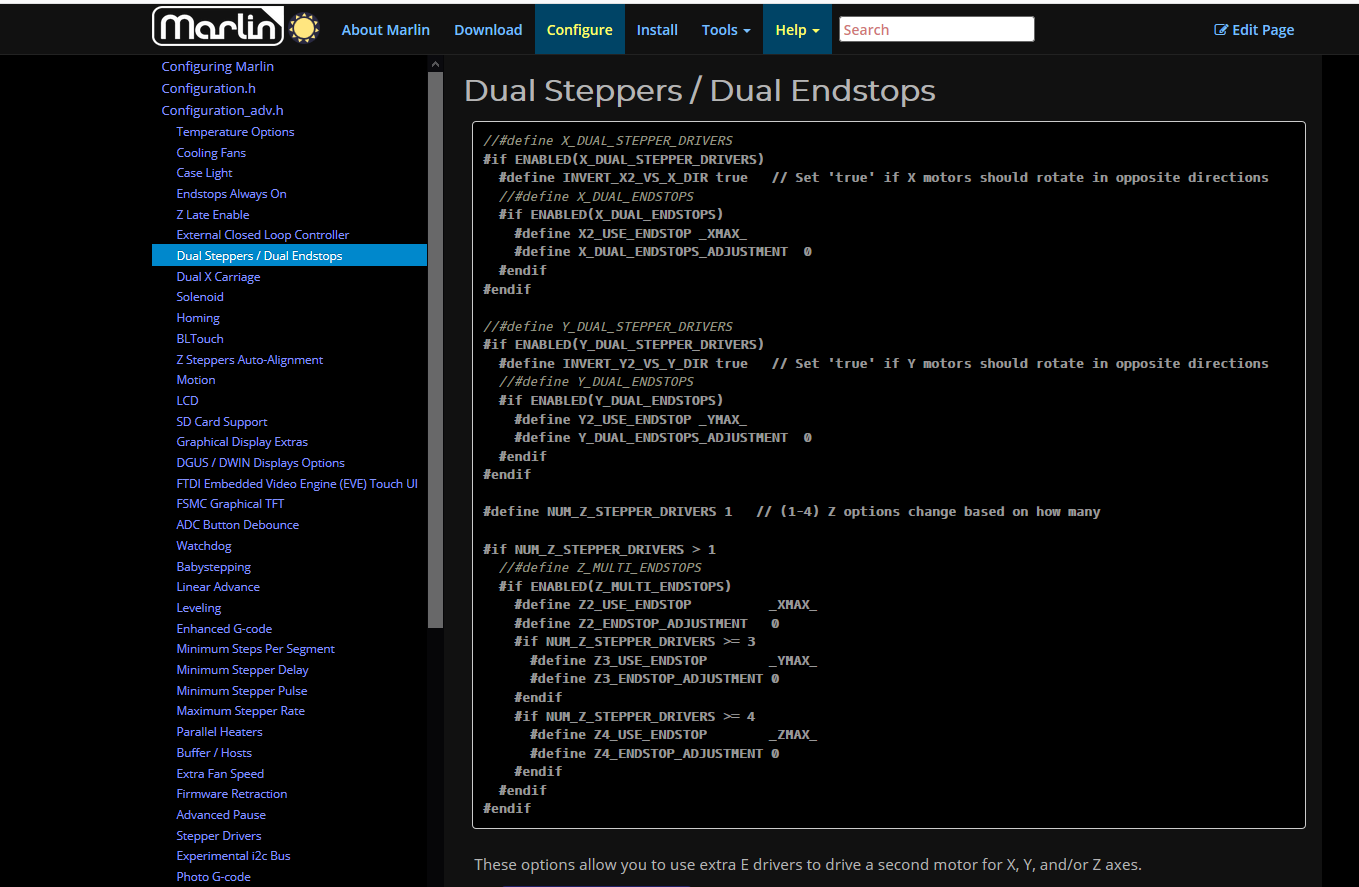
Ok, quindi hai 2 motori Z con due drive indipendenti e 2 finecorsa, e i finecorsa funzionano. Situazione Dual stepper motor / dual endstop (il link non porta alla sezione giusta, scori verso il basso fina ad arrivare al punto nella foto) che però non ho mai usato quindi su come si impostano gli offset potrei fare confusione. Nel sensi che oltre al classico Z offset mi pare ca va regolata anche la differenza tra i due assi con M666. La domanda però rimane: se fai scendere gli Z in modo da far intervenire entrambe le lamelle nei rispettivi finecorsa, la punta del nozle è più alta o più bassa del piatto? Perchè se è affermativa la seconda ipotesi è normale che l'estrusore si pianti nel piatto e l'unica soluzione che hai è alzare i finecorsa. Ma questo nulla ha a che fare con il cambio di firmware. Se invecie è buona la prima ipotesi tieni conto che prima di marlin 2.x gli assi duali erano gestiti in maniera "fantasiosa", probabile che nella configurazione originale ci fisse qualche offset preimpostato.
-
Anycubic Chiron e Marlin 2.0.9
Truck64 ha risposto a L3D nella discussione Problemi generici o di qualità di stampa
No, il video non è per niente chiaro, ma va bene lo stesso. Tanto lavoro per caricare il firmware ma sei sicuro che il sensore di Z funzioni? No perchè prima di prendere offset o altro la macchina ha bisogno del segnale fisico del finecorsa di Z, o del tastatore in certi casi. Se dai un M119 come ti risponde la macchina? E se azioni a mano il finecorsa e ripeti il comando lo vedi che cambia di stato? Cambiando firmware puoi aver impostato un pin differente per il segnale di finecorsa Z- quindi anche se non hai cambiato nulla nel cablaggio la macchina può non riconoscere il finecorsa e va a sbattere. Quindi prima cosa verificare se i finecorsa funzionano. Seconda cosa poi; di solito si fa la home di X e Y prima perchè così l'ertusore si troverà fuori dal piatto prima di scendere in Z. Perchè se la tua quota di Z home è 0 l'asse deve comunque scendere un po sotto (qualche decimo), per poi uscire dal finecorsa risalendo.- 11 risposte
-
- 1
-

-
- marlin2.0
- chiron anycubic
- (and 4 più)
-
Ideamaker riempimento 0 sotto i 10 mm non funziona
Truck64 ha risposto a Cersil nella discussione Software di slicing, firmware e GCode
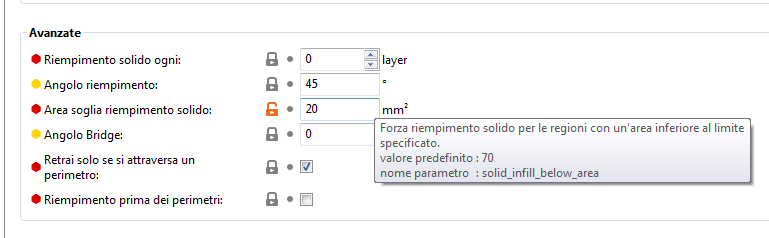
Alcuni slicer hanno una funzione che attiva il riempimento solido per aree piccole. Ti allego la schermata relativa a PrusaSlic3r: A parte la modalità vaso questo interviene indipendentemente dalla percentuale di riempimento che hai impostato. Prova a sfogliare le altre tag, probabilmente trovi qualcosa di analogo anche in IdeaMaker.
-
Problemi di retrazione
Truck64 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Scusa se ti rispondo con una domanda: ma l'ahi cambiata la ruota gogronata sull'albero del motore? -
Classic Jerk vs Junction Deviation
Truck64 ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Se riesci a farlo bene. Personalmente da vecchio "palpascosse" preferisco avere tutti i cavi già con una targhetta che mi dice come sono collegati, e magari uno schema, prima di mettere mano al cablaggio. Così non ci si sbaglia. -
Che se guardi bene sono quelle del link ebay che ho indicato: Il problema con quelle pulegge è che hanno cuscinetti "micro" basta niente che girino male o grippino. Se invecie monti quelle da motore e metti i cuscinetti esterni sei sicuro di potertele dimenticare. Lo so: è una rogna di lavoro ma per una macchina estrema mi pare che valga la pena specie per componenti così piccoli.
-
Classic Jerk vs Junction Deviation
Truck64 ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Mai consiglio fu più azzeccato. Ricordati di segnarti tutti i cablaggi prima della sostituzione della MB e fai un bel po di foto, non si sa mai. -
Classic Jerk vs Junction Deviation
Truck64 ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Il modello di accellerazione "Juction deviation" è diventato l'impostazione di default nelle ultime versioni di Marlin. A differenza del Jerk precedente, che è sostanzialmente un salto di velocità ad inizio e fine movimento, viene calcolata la pendenza dell'accellerazione per ogni cambio di direzione dell'estrusore. Teoricamente può evitare risonanze sulla meccanica e ci sono tanti che ne traggono vantaggio, in pratica però allungando le rampe degi assi può determinare l'insorgere di aretfatti come lo stinging. Datti una letta qui e guada il video, ma penso che per avere una risposta certa dovrai provare sulla tua macchina. E credo anche che se non hai attivo e calibrato il Linear advance ti ritroverai rapidamente ad avere ingrossamenti degli spigoli. Visto che stai facendo un aggiornamento solo di firmware+MB, se ti trovi bene nella situazione attuale meglio che lasci il Classic_Jerk. -
Visto che sono due dei rinvii sulla traversa io ci andrei cauto che è un punto molto delicato per una coreXY. Per esperienza far girare una GT2 lato denti su una puleggia raggio 5 produce scorrimenti a scatti quando tensionana e visto che è una stampante leggera e veloce sarebbe un peccato. D'altro canto mi sono capitate certe pulegge dentate con cuscinetti da ergastolo... La scelta più giusta sarebbe fare un istallazione come quella di rinvio frontale della 2.2 ma ti tocca ridisegnare i carrelli di Y. Se ti serve io le ultime T20 foro 4 le ho prese qui ed erano decenti. Hanno anche le T16 foro 3.
-
Ender 3 Pro, layer shift (probabile belt skipping).
Truck64 ha risposto a CarrO nella discussione Problemi generici o di qualità di stampa
Che salti la cinghia è difficile. Più probabile che il motore perda passi. Magari con più calma possiamo anche discutere su come funzionano i passo-passo, in sostanza hanno un limite di coppia oltre al quale di solito saltano uno o più movimenti, e sicomme la scheda di controllo non se ne può accorgere, la stampa prosegue come niente fosse ma l'asse in questione risulta sfasato. L'usura della macchina o anche solo la polvere che si deposita su strade e cusinetti aumnetano la resistenza al movimento degli assi e più che per la velocità, la richiesta di coppia cresce in fase di accelerazione. Francamente dal video mi sembra che sei abbastanza alto. Visto che nel G-code non ci sono M201 o M205 vuol dire che stai usando i parametri di firmware e dovresti poterli modificare da pannello. Vedi che l'accellerazione di X e Y non sia >500 (ma per una cartesiana io metterei anche 300), e che il jerk non sia > 10. -
In industria si usano spesso motori con albero liscio. Montati a interferenza (tipo igranaggio montato a caldo) o con calettatori garantiscono un accoppiamento meno "eccentrico" rispetto ai giunti con grani. Ma sono accoppiamenti che richiedono componenti lavorati con precisione e non è quasi mai il caso parlando di stampa 3d amatoriale. Nel tuo caso probabilmente il foro del giunto lato motore è semplicemente troppo grande, da aperto dovrebbe calzare sull'albero del motore con un po di fatica. Potresti metterci una boccola di adattamento ma ti costa meno prendere i giunti che ha indicato @Killrob. Magari prima misura che l'albero motore sia effettivamente da 5mm e che la vite sia da 8mm di diametro. Ma che stampante è? Sono pezzi originali?
-
Chiedo venia, ho cercato nello specifico quello che è installato dietro la testina e in effetti è inserito a pressione. Che dire: un altro esempio di come NON dovrebbe essere fatta una stampante.
-
L'errore è il classico che si presenta quando le temperatura non varia in maniera congrua, "Heater_ID: 0" indica l'estrusore principale. Lo strano è che te lo dia appena accesa la macchina, in generale dovrebbe uscire solo quando scaldi. Riguardo ai cavi piatti non è possibile che manchi un sistema di fissaggio visto che sono parti in movimento. Questo e il primo video che ho trovato in rete a riguardo ma ce ne sono molti altri. Rciontrolla i cablaggi.
-
Asse X che non (sempre) rimane in posizione
Truck64 ha risposto a dnasini nella discussione Hardware e componenti
Ho riletto il tuo post e francamente sono perplesso. Nel senso che le chiocciole delle viti devono essere allineate alla vite in modo tale da offrire la minor resisteza possibile alla rotazione altrimenti 1) parte della coppia del motore si perde in attrito 2) la chiocciola (o la vite) si usura. Ora che una regolazione meccanica possa aver risolto il problema di caduta verticale ci sta, ma non è certo una buona regolazione. In realtà se fosse stata allineata correttamente il problema doveva amplificarsi. Ora probabilmente vite e chiocciola della tua stampante (è una vite sola, giuso?) sono state lavorate meglio di molte altre che si vedono in giro e/o sono lubrificate bene. Quindi l'attrito non è sufficente a controbilanciare il peso del portale X. Per ovviare alla caduta per gravità non è che sono molte alternative: - tieni sempre in coppia il motore; - metti un contrappeso; - metti un freno che si chiude sul giunto o sulla vite quando Z perde potenza (viso diverse soluzioni, quelle decenti costano più della stampante); - aumenti l'attrito tra chiocciola e vite (le allinei male, metti una chiocciola anti-backlash ben compressa). - aggiungi una seconda vite, con rinvio a cinghia su quella che hai già: anche allineate bene tra cinghia e vite secondaria la resistenza alla rotazione aumenta di molto ma in compenso X appoggia su 2 punti che è comunque un miglioramento; - monti una vite con passo più fine, tipo 2mm/giro. Ovviamente le prime soluzioni sono assurde, ti consiglierei la doppia Z anche se non saprei indicarti un kit. Il cambio dei passi di Z per la vite passo 2 è il probema minore, visto che puoi farlo anche da pannello, ma puoi anche modificare il microstepping del motore (tipo passate da 1/16 a 1/4) che magari sarà anche un po più rumoroso ma guadagni in ripetibilità. -
Asse X che non (sempre) rimane in posizione
Truck64 ha risposto a dnasini nella discussione Hardware e componenti
Immagino che tu abbia una cartesiana; che si comporti in modo diverso a seconda dell'altezza di Z è sintomo di un errato allineamento delle aste di guida o delle viti ma forse non è così importatnte da doverci mettere mano. Detto questo le viti passo 8 sono parzialmente reversibili specie se le chiocciole sono ben fatte e lubrificate bene, quindi si, è possibile che la traversa di X possa scendere a motori disabilitati o macchina spenta. Per ovviare al problema nel tempo ho visto innumerevoli soluzioni ma la più efficace è mettere una vite con passo fine, tipo 2mm/giro. Questa è una chiocciola "anti-backlash", dovrebbe servire a togliere il gioco che c'è tra vite e chiocciola. Aumenta anche la resistenza alla rotazione quindi magari qualcosa fa, ma non è per quello scopo che è stata pensata. -
end GCODE per estrarre il filo a fine stampa
Truck64 ha risposto a TOAD nella discussione Problemi generici o di qualità di stampa
Inserisci questo prima dell M104: G91 ;Posizionamento relativo G1 E-200 F2000 ;Retrai 200mm G90 ;Posizionamento assoluto Faccio anch'io la ritazione a fine stampa, e per lo stesso motivo ma solo di 50mm in modo da lasciare il filamento appena fuori l'estrusore se dovessi farne una subito dopo. Pensaci. -
Spostare hot end alla fine della stampa
Truck64 ha risposto a brucom nella discussione Software di slicing, firmware e GCode
G28 è il comando per eseguire l'azzeramento su finecorsa, vedi quì. Il movimento è sempre nella direzione del finecorsa. Devi sostituire la riga con un G1 Y200 F6000 (se vuoi mettici anche un X0 ma secondo me basta che porti Y indietro), G0 e G1 nel firmware Marlin sono praticamente equivalenti. Per entrambi vale l'ultima velocità programmata a meno che non la specifichi con Fxxx, quindi è sempre meglio indicarla anche quando dai i comandi da console. Comunque la velocità non è mai più alta del limite scritto in firmware. Occhio a non fare confusione: il valore F è in mm/min, mentre le velocità che si impostano nel firmware e negli slicer sono in mm/s. -
Problema dopo cambio hotend
Truck64 ha risposto a Paolo Reds nella discussione Problemi generici o di qualità di stampa
Quando si ferma il motore dell'estrusore rimane sempre un minimo di pressione nel hotend, quindi la plastica fusa continua ad uscire per un po. Inoltre è soggetta alla gravità, quindi continuerebbe comunque a uscire. Tuto questo in funzione della viscosità del materiale, che in massima parte è determinato dalla sua temperatura. Quindi se la cosa è cambiata dopo la sostituzione dell'hotend io verificherei: - che la temperatura che imposti corrisponda, soprattutto che il termistore sia ancora al posto giusto, - che il nozle sia del diametro corretto, -quando il motore dell'estrusore ritrae che il filamento venga effettivamente indietro. Specifica meglio anche cos'hai cambiato e perchè, magari con qualche foto che almeno a me il video non si carica. -
Genius Artillery: montaggio dell'estrusore
Truck64 ha risposto a ValerioBI nella discussione Hardware e componenti
A parte l'ovvia considerazione che ogni volta che smonti l'estrusore è quasi certo che ti troverai una differenza in altezza rispetto alla condizione precedente (quindi a meno che tu non faccia l'ABL con la punta del nozle devi rivedere l'offset del finecorsa di Z0, o la distana Z tra probe e nozle o chi più ne ha più ne metta a seconda della configurazione della stampante ), quel pezzo in mezzo agli ingranaggi tiene il tubo PTFE in battuta sul nozle quindi o il tubo non è in battuta, o è troppo lungo e va tagliato a misura. In ogni caso il posto della gola è giusto come nella foto alta. Dai un occhiata a queso video poi verifica come sei messo tu. Ricordo un'immagine spaventosa di fuoriuscita di materiale su una tua discussione precendente, esattamente cosa hai cambiato? -
Anche se la Hornet ha un bowden molto particolare dubito che qualche centesimo possa fare differenza. Più probabile che il filamento si sia bloccato a causa dell'ingrossamento del filo che si forma naturalmente nella parte a contatto con l'hotend. Per cambiare il materiale si consiglia solitamente di scaldare l'estrusore ed estrudere 5..10mm di filamento, poi si può procedere all'estrazione. Se intendi che cambiandoli puoi rendere la stampa più veloce, no. Lo spingifilo deve far arrivare all'estrusore la quantità di materiale che può fondere, se si va oltre le stampe cominciano a venire male e alla lunga si danneggia la macchina.
-
Ma scherzi! Anzi scusami per la ramanzina, e benvenuto. Certezze matematiche non ce ne sono nel mondo della stampa 3D amatoriale , ma da quello che ho letto in rete la leva e gli ingranaggi sono gli stessi per Genius, Sidewinder e Hornet. D'altro canto già anno fatto lo sforzo di clonare il Titan Aero, vuoi che lo reiventino ad ogni macchina?🤪
-
Se la hai da così poco potresti sentire chi tel'ha venduta per i ricambi. Altrimenti i pezzi che ha rotto dovrebbero essere questi. Comunque come è stato detto parecchie volte, nello spazio delle presentazioni è buona norma presentarsi e basta. Se ti serve supporto meglio che apri una discussione nello spazio dedicato (Forum > Stampa 3D > Stampanti 3D al dettaglio > Artillery) così il forum resta più ordinato.