Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Centramento stampa anycubic i3 mega s
Truck64 ha risposto a Chiccocazzo nella discussione Problemi generici o di qualità di stampa
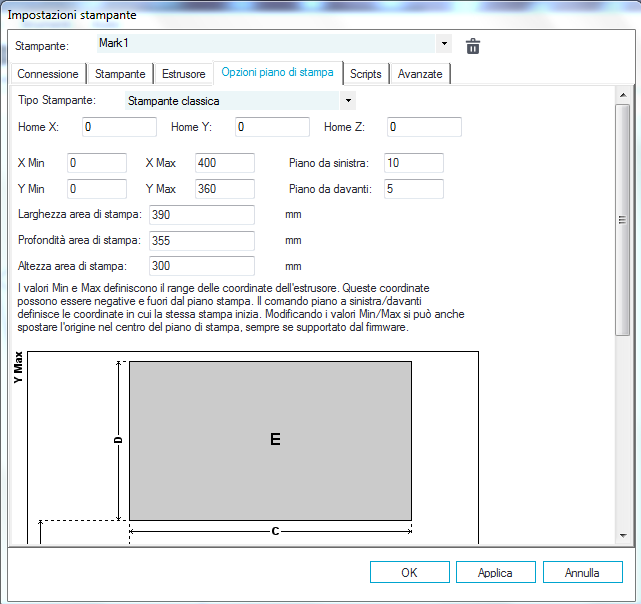
La stampa la centra lo slicer, sulla base di come gli hai detto che è configurata la stampante. Di solito (purtroppo ci sono produttori ch customizzano i firmware in modo "fantasioso") la macchina si azzera in X=0 e Y=0, con l'hotend tutto a sinista e il piatto indietro. Nello slicer (se ci dici qual'è magari è meglio) devi trovare una pagina di settaggio per il piano di stampa in cui dici quanto è grande e dove comincia, tipo questa: A questo punto ci pensa lo slicer a calcolare i vari offset, tu devi solo posizionare il modello dove vuoi nell'area di stampa virtuale.
-
[Risolto] Sensore fine filamento non funziona
Truck64 ha risposto a VanVan200 nella discussione Hardware e componenti
Si ma mi fai venire in mente ora che probabilmente i pin da girare per il sensore di finefilo sono sulla femmina. Per quello mi pare si debba procedere come in questo video. Resta sempre che sono operazioni da fare con una buona riserva di pazienza. -
[Risolto] Sensore fine filamento non funziona
Truck64 ha risposto a VanVan200 nella discussione Hardware e componenti
In teoria tutti quei connetori hanno pin a crimpare tenuti da una "linguetta" sul polo stesso. Quindi si dovrebbero togliere con questa procedura. In pratica l'attrezzo non so se si trova, anche perchè ogni tipo di polo ha il suo, e comunque spesso si finisce con il rompere la plastica. Io di solito provo con un una graffetta "sfinata" a lima senza insistere, poi se non viene taglio il cavo e ri-saldo i fili. -
disabilitare i suoni dello schermo lcd ender 3
Truck64 ha risposto a elpibe85 nella discussione Software di slicing, firmware e GCode
intendi che preferisci tagliare uno dei pin del flat (che caso vuole si uno di quelli esterni quindi non è nemmeno così traumatico) piuttosto che riflascare la scheda di controllo? Ok tutti i gusti sono gusti.
-
disabilitare i suoni dello schermo lcd ender 3
Truck64 ha risposto a elpibe85 nella discussione Software di slicing, firmware e GCode
da parte mia informatici... -
disabilitare i suoni dello schermo lcd ender 3
Truck64 ha risposto a elpibe85 nella discussione Software di slicing, firmware e GCode
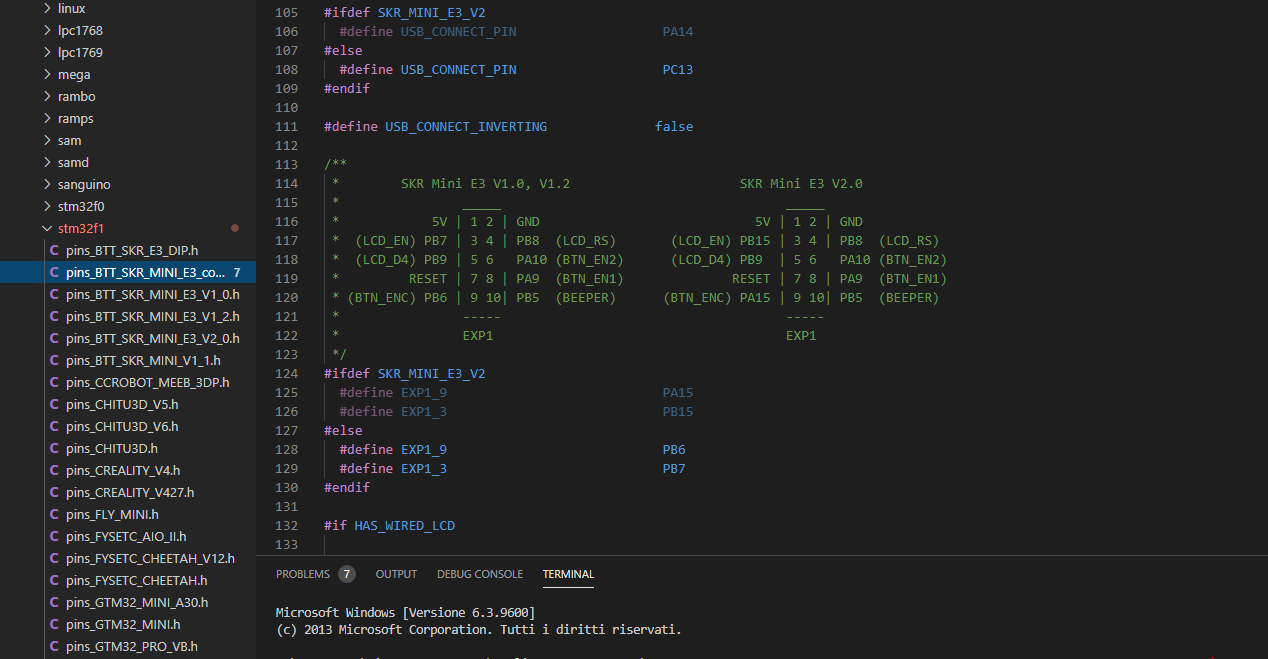
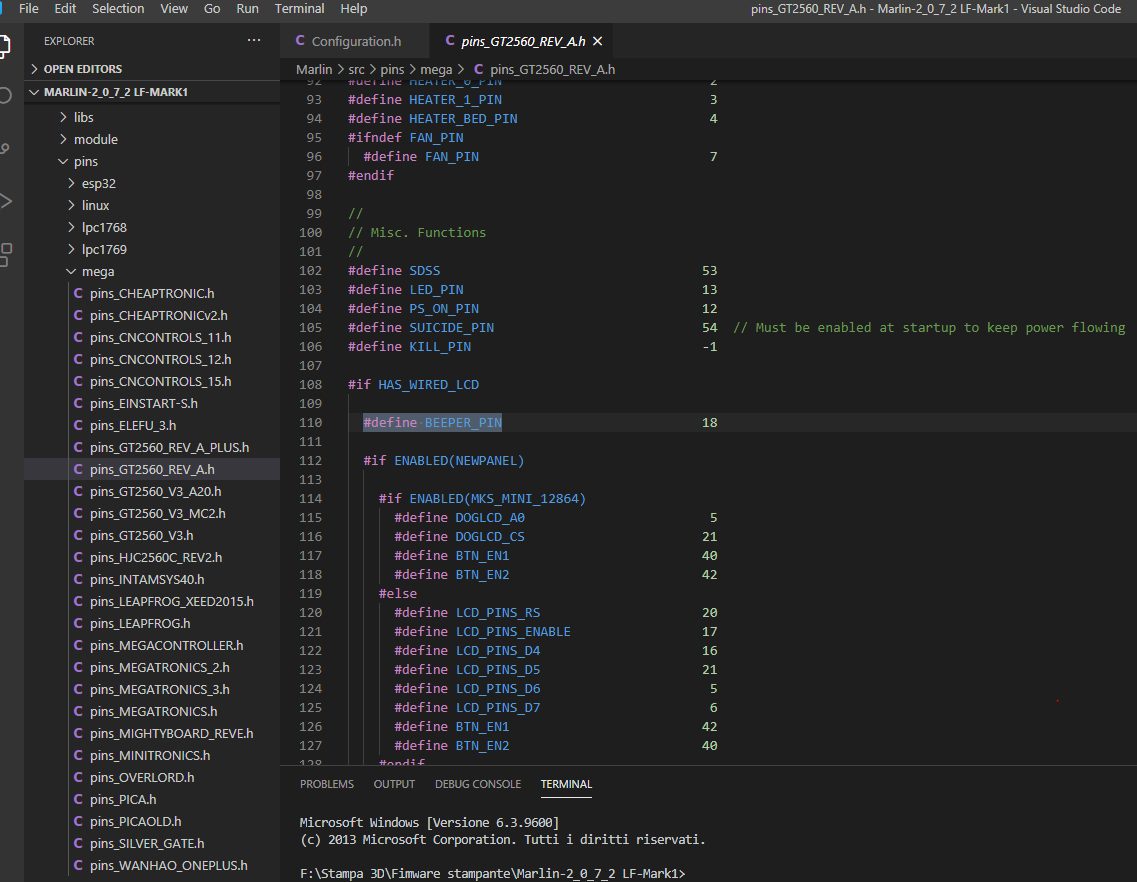
Se non sbaglio l'unico modo per disbilitare il beeper, che una delle funzioni base dei firmware, è annullare l'assegnazione del pin. quindi devi editare il file dei pin relativi alla tua scheda e metter #define BEEPER_PIN = -1. Il problema casomai è trovare il file pins_xxx relativo alla tua scheda tra tutti quelli che ci sono: il tuo dovrebbe essere in pins\stm32f1\pins_BTT_SKR_MINI_E3_common.h ma non ne sono sicuro. Il valore attuale commentalo, casomai ti servisse es: #define BEEPER_PIN = -1 //18 Vandalo! 🤪
-
vogliamo parlare di diminuzione dei rifiuti, microplastiche, pesci farciti con il PLA.... Ok è un iperbole, ma se mettiamo insieme tutti i rimasugli anche solo di tutti i partecipannti a questo forum scommeto che viene fuori un bel po di materiale sprecato. Pensare a come recuperare almeno i resti delle bobine non è proprio tempo perso. E tocchiamo ferro che a qualcuno non venga in mente di creare una tassa di smaltimento da applicare al prezzo delle bobine...
-
Premesso che misurare particolari così piccoli non è facile, e che dalle stampe FDM almeno un decimino di tolleranza più o meno lo devi pure mettere in conto fori tondi (controllando opportunamente la risoluzione del .svg) o quadrati li dovresti riuscire a fare senza problemi, tantopiù che hai un estrusore diretto. Se il difetto è negli angoli facile che sia un problema di sovraestrusione.
-
Ciao @GigiP, i motori non si muovono da soli, a meno che non siano cablati male. Dovresti essere più chiaro nel descrivere il problema: - è una macchina commerciale che hai assembalto o un tuo progetto? Di che tipo di stampante stiamo parlando? - che motori e elettronica monti? Che firmware? - se è un motore di Z intendi su e giù? Cerca di capire: quì c'è gente anche molto volenterosa ma nessuno ha la palla di cristallo.. 🤪
-
La rotazione non mi convince: mentre fondi i due capi il materiale si scalda e va a contatto con le pareti. Per stabilizzare la giunzione devi farla raffreddare prima di estrarla quindi finisce per aderire alla parete interna, e a quel punto dubito che riesci a mantenerle il tubo in rotazione e il filamento fermo. Già ho il dubbio che la ritrazione conseguente al raffreddamento basti a staccare il filamento dal tubo statico a fine giunzione. Poi un induzione che ti permetta un riscaldamento "controllato" sui 200..280° è un giocattolo costosetto..
-
Buchi sulla stampa
Truck64 ha risposto a DE SANTIS MARCO nella discussione Problemi generici o di qualità di stampa
Giusto. Tendo a scordarmelo che io uso solo gole allmetal. -
Buchi sulla stampa
Truck64 ha risposto a DE SANTIS MARCO nella discussione Problemi generici o di qualità di stampa
Prova 2 cose: stampa senza ritrazione e/o senza raffreddameto. Nella maggior parte dei casi il problema viene da eccesso di ritrazione o flusso di raffreddamento che fa sballare la temperatura del nozle. Facci sapere quando hai fatto. -
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Truck64 ha risposto a Gia6co nella discussione Flying Bear
Sbagliato. Posto che quello che imposti nella "larghezza di linea" deve corrispondere a quello che risulta da thin wall test, metterla alla stessa larghezza del foro del nozle non consente alla macchina di lavorare con il materiale in pressione, quindi nella maggior parte dei casi escono stampe fragili, con buchi o comunque fatte male. Tieni conto che la stampante spinge fuori il materiale quasi liquido dal foro del nozle e se lo preme contro il layer sottostante la larghezza di estrusione non può essere quella del foro, atrimenti il materiale lo appoggia e basta. Ho letto una quantità di teorie differenti in rete riguardo a quanto maggiorare la larghezza di estrusione in funzione dell'altezza del layer, ma secondo me una regola certa per tutti i materiali e per tutti i modi di stampare non esiste. Io parto sempre da un +25% dell'altezza layer poi faccio un paio di prove e mi regolo di conseguenza. Se vuoi poi dai un occhiata anche a questo video, secondo me è interessante per capire come la larghezza di estrusione influenza il risultato in stampa. -
Io l'unica volta che mi è riuscito ho fatto riscaldamento e giunzione all'interno di un pezzo di tubo PTFE. Giunzione perfetta ma avendo usato una pistola ad aria calda per scaldare il PTFE ha fatto una brutta fine.... Ho visto in rete un paio di esempi di procedure interessanti: tipo recuperando pezzi standard di stampanti o questo prototipo automatico. Ho qualche rimasuglio anch'io anche se poca roba ancora, magari la prossima volta che mi capita ordino la gola per il tubo passante e faccio una prova. Anche se pensavo più a prendere un tubo tipo questo da usare come guida, che dovrebbe dare un diametro più corretto.
-
Infatti, è quello che pensavo.
-
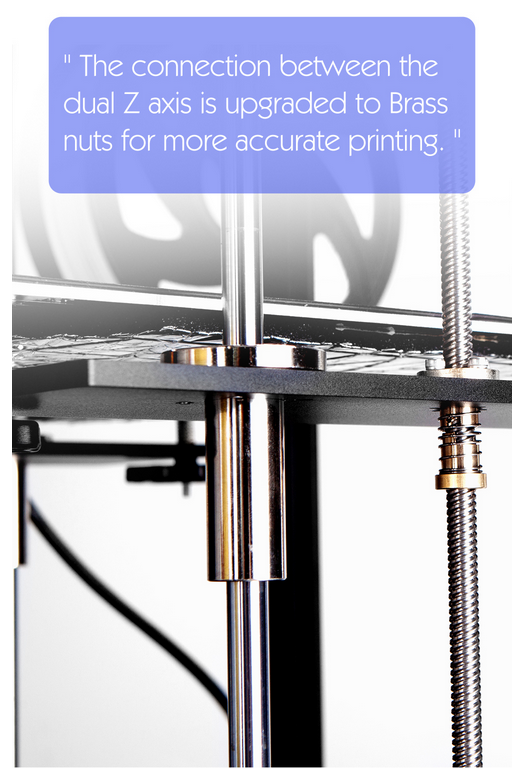
Sto costuendo la seconda. Io ci vedo diversi difetti, prima di tutto è un po "leggera" di meccanica per essere una CoreXY direct. Un OT per chi le conosce: ma i le chiocciole antibacklash non adrebbero montate al contrario?
-
Problemi stampa Shift asse Y inusuale anche su cubo di default
Truck64 ha risposto a Luca999 nella discussione Problemi generici o di qualità di stampa
Quelli sono residui di saldatura dei pin non tolti, anche perchè non c'è nulla in qualla zona del drive che scaldi. Lavoro fatto molto male ma non vuol dire che il drive non funzioni. Il dissipatore lo puoi riattacare comprando un biadesivo apposito per dissipatori, tipo questo (non intendo l'oggetto specifico, a me piace che i dissipatori siano fissati meccanicamente. L'unica volta che mi è capitata una cosa del genere su un drive ho cambiato direttamente il dissipatore che ne ho una riserva con già il biadesivo attaccato) E io continuo a dirti che hai un problema meccanico e che per ora abbasserei l'accellerazione. Ma vedi tu. -
Riga verticale su tutta la stampa
Truck64 ha risposto a Arju87 nella discussione Problemi generici o di qualità di stampa
Buongiorno @Arju87, quel difetto si chiama "cucitura" ed è una cosa normalissima per le stampe 3D. E' dovuto come hai già capito al momento di inizio/fine estrusione di ogni layer. Quello che si può fare è nasconderlo in un punto poco significativo della stampa (negli slicer si può far fare "dietro" o "sullo spigolo più vicino" per eseplio, poi si orienta il pezzo sul piatto in modo da farla cadere dove si vuole) o lavorare su ritrazione/ripristino e non mi ricordo cos'altro per ridurne l'impatto visivo. Anche il materiale conta: alcuni la evidenziano più di altri. L'unica modalità di satmpa che non soffre di questo problema è il "vaso a spirale". Io non conosco Cura ma non dovresti avere difficoltà a trovare il parametro per fissare la posizione della cucitura. -
Ritiro del materiale
Truck64 ha risposto a Thomas96 nella discussione Problemi generici o di qualità di stampa
Si chiama warping ed è causato dalle tensioni del materiale dovute al cambio di temperatura vs poca adesione sul piano. E' un comportamento normale per le termoplastiche, non è normale invecie che il pezzo si stacchi dal piano ma per porvi rimedio ci vuole esperienza. Dai un occhiata a questo video poi, se è un PLA "normale", prova a verificare che il piatto sia pulito e livellato. -
Problemi stampa Shift asse Y inusuale anche su cubo di default
Truck64 ha risposto a Luca999 nella discussione Problemi generici o di qualità di stampa
Diciamo che probabilmente erano al limite ma comunque accettabili, infatti quello che è sicuramente cambiato è qualcosa sulla meccanica ma come fai a capirlo a distanza? Visto che il problema sembra innescarsi durante un cambio di direzione di Y io intanto ridurrei la richiesta di coppia al motore. Poi si vede cosa si può fare per tornare alle condizioni di macchina nuova. Appunto, anche quello è da vedere. -
[risolto] Non esce filamento
Truck64 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Si, l'ago va usato a caldo. Ho visto dei video che mostrano la procedura ma ora non li trovo. Altrimenti devi smontare il nozle e pulirlo usando ago, pinze e una pistola ad aria calda, così. Ma se riesci a farlo senza smontare la macchina però è meglio. Non devi sforzare: se l'ago ti si spezza dentro il nozle ti tocca smontare tutto comunque. -
Problemi stampa Shift asse Y inusuale anche su cubo di default
Truck64 ha risposto a Luca999 nella discussione Problemi generici o di qualità di stampa
Ok ragazzi mi sebra di essere un disco rotto ma quando vedo queste cose per me è matematico che sta andando con accellerazioni o/o jerk superiori a quanto la macchina possa fare. Quando capita, e spesso capita a caso se si è già vicino al limite, che il movimento richieda una coppia più alta di quella che può dare il motore quello continua a perdere passi fino a che il movimento non rallenta. Questo non vuol dire che i parametri che stai usando siano sbagliati o che il motore sia sottoalimentato. Di solito serve semplicemente un po di manutenzione meccanica, ma per diagnosticare la cosa è più semplice lavorare fare una prova lavoroando con i parametri parametri. Qunidi prima cosa verificherei quanta accelerazione e jerk stai usando, poi farei una stampa con valori ridotti (soprattutto il jerk). Se andasse bene poi si vede come intervenire. -
Anch'io ho un V6 clone all metal e mi trovo abbastanza bene ma sto comunque preparando un Vulcano e MK10 per fare delle prove. Quello che hai postato è un Volcano in versione bowden e non so se riesci a motarlo sul tuo spingifilo. Se come penso dovrai cambiare anche quello devi scegliere i pezzi giusti altrimenti rischi di non riuscire più a far funzionare la stampante. Per quale motivo vuoi fare questa modifica?
-
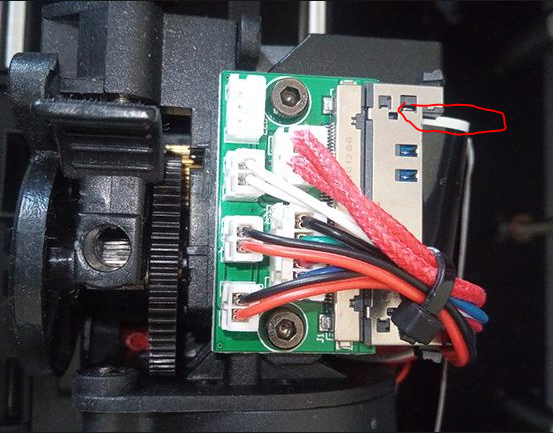
anycubic 4 max pro
Truck64 ha risposto a ferrariaccessori nella discussione Problemi generici o di qualità di stampa
Si il cavo piatto è quello che porta tutti i segnali dalla scheda di controllo alla testa di stampa. Come dice @l0v3byte dalla foto sembra inserito male nel connettore. Probabilmente si è sfilato. Devi aprire il connettore , rimetterlo in posizione e chiudere. Dovresti avere le istruzioni per farlo nel manuale, casomai vediamo. Mi raccomando di farlo a macchina spenta.
-
Stampa di una cinghia moto in TPU
Truck64 ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Felice di essermi sbagliato.