paolopa
-
Numero contenuti
110 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Obiettivi di paolopa
")





-
Problema ABL su Biqu B1
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Purtroppo per la Ender 3 uso i file già compilati di Jyers e non ho sorgente da controllare. Se dovessi trovarlo hai idea di dove dovrei cercare, o meglio secondo te cosa dovrei cercare -
Problema ABL su Biqu B1
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Si il mio bltouch è montato frontalmente, ma comunque se sposto il piatto a mano il bltouch in realtà arriverebbe a sondare anche il piano alla distanza di 34 cm X e 34 cm Y questo non arriva a fine corsa. oppure forse intendi un'altra cosa. Mi spiego: Se anche il Bltouch arrivasse come in partenza sul piano a 1cm X 1cm Y questo avendo il bltouch avanti al nozzle resta nel piano, mentre se arrivasse (come può arrivare meccanicamente) 34cm X 34cm Y essendo montato avanti di 3,4cm andrebbe come Y a 37,4 cm (il nozzle) risulterebbe fuori piatto. Può essere questo? il problema? Perchè la cosa che non mi torna è che sulla Ender 3 che ho quando fa i punti sulla destra del piano di stampa e io ho il bltouch a sinistra del nozzle, il nozzle esce tranquillamente dal piano di stampa.😕 Altra cosa se spostassi il bltouch a sinistra dici che avrei poi un test come sulla Ender 3 ossia centrato perfettamente sul piatto? -
Problema ABL su Biqu B1
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Si dalla punta della sonda. Ma scusatemi la sonda non dovrebbe prendere i punti dove arriva il nozzle. Sulla mia altra stampnte (ENDER 3) la sonda rileva sia all'inizio che alla fine la stessa identica distanza. Altrimenti a che serve l'offset della X e Y che si inposta per la distanza che si ha dal bltouch al nozzle, i punti rilevati dalla sonda non dovrebbero essere quelli che ipoteticamente vengono raggiunti dal nozzle? -
Problema ABL su Biqu B1
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Ho cambiato tutte le inpostazioni mettendo il piatto a 235x235, ho impostato ABL a 16 punti ma il risultato non cambia, quando faccio ABL i primi 4 vengono fatti a 1cm asse X e Y poi va avanti cosi fino a fare gli ultimi 4 punti che invece li fa a circa 8 cm dalla fine del piatto. Allego il file configuration.h che ho modificato. Non capisco perchè dove è l'errore? metto anche un video per farvi capire meglio: Errore ABL Configuration.h -
Problema ABL su Biqu B1
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Io ho questi parametri inpostati: pertanto dici di mettere la grandezza a 235. Poi per compensare intendi i valori sotto Travel limits (mm)? Io faccio homing con il bltouch al centro del piatto, ho tolto l'endstop dell'asse Z -
Problema ABL su Biqu B1
paolopa ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve vi espongo il problema che riscontro. Ho compilato l'ultimo Marlin per la mia Biqu B1 e ho impostato ABL co Bltouch su 9 punti. Ora riscontro che i primi 3 punti sono praticamente all'inizio dep piatto di stampa, mentre i successivi (punto dal 4 al 6) non sono perfettamente al centro, e tantomeno gli altri non sono alla fine del piatto di stampa ma molto prima. Controllando il file Configuration.h trovo questo: Sembra che il piatto di stampa venga configurato sulla grandezza X200 e Y200, in realtà è 235x235. Sono questi i valori che poi vengono presi in oggetto per fare ABL? Non riesco a capire. Vi allego anche il file configuration.h Configuration.h -
errore GCODE inizio su Ideamaker
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Errore mio, non avevo tolto la spunta su inserisci riscaldamento automatico sul gcode, grazie. -
errore GCODE inizio su Ideamaker
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
in realtà scritto cosi parte il riscaldamento del piatto a 60° e il nozzle a 195°(che è la temperatura di stampa) insieme e immediatamente -
errore GCODE inizio su Ideamaker
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Grazie della risposta, di default sto usando questo Gcode che potrebbe andarmi anche bene: ma avendo anche inpostato prima di riscaldare il piano di riscaldamento, il nozzle inizia a scaldarlo quando parte l'ABL Probing portandolo alla temperatura di stampa, il risultato è che mi viene sporcato dal materiale che fuoriesce dal nozzle il piatto di stampa oramai caldo. Il Gcode sopra si potrebbe modificare facendo partire insieme al riscaldamento del piatto un riscaldamento del nozzle di 150 gradi poi far partire l'ABL e finito questo far finire il riscaldamento del nozzle con la temperatura impostata di stampa? -
errore GCODE inizio su Ideamaker
paolopa ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve volevo provare ideamaker per la mia stampanta Biqu B1 (sto usando Cura in questo momento). Riscontro un problema su cura uso questo Gcode iniziale: Ma quando lo inserisco su ideamaker mi ritrovo con una risposta di errore al momento di salvarlo che è questa: Non riesco a capire e risolvere il problema. -
Marlin 2.0.9 e homing con bltouch
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
mi sono spiegato male x e y hanno fatto scattare gli endstop meccanici e poi si sono posizionati non al centro del piatto per fare homing dell'asse z. Si le dimensioni del piatto sono giuste, l'errore potrebbe essere lo Z-probe? Leggendo la eeprom mi da risposta: M851 X12.00 Y-43.00 Z-1.50 I valori potrebbero essere questi sbagliati? Perchè in realtà per come è montato il mio bltouch X dovrebbe essere 0 dato che è perfettamente allineato al nozzle e non è spostato ne a desta o a sinistra. -
Marlin 2.0.9 e homing con bltouch
paolopa ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve a tutti ho compilato il Marlin 2.0.9 per la mia Biqu B1 con Bltouch, facendo questi passaggi: Ho scaricato il Marlin 2.0.9 e ho scaricato i config preparati per la versione 2.0.9, ho copiato i 2 file configuration nella cartella marlin sostituendo i 2 già esistenti. Avendo il bltouch e volendolo usare come endstop ho decommentato dentro il file configuration.h le linee: - USE_PROBE_FOR_Z_HOMING - Z_SAFE_HOMING Successivamente ho compilato il tutto con Visual Studio Code, ottenendo il file firmware.bin da caricare cariato il tutto e controllato che gli assi si muovono nella direzione giusta, ho effettuato l'homing. Asse x e assa y hamnno eseguito l'homing la Z ha estratto il pistoncino del bltouc e si è preparata per fare l'homing, ma lo ha eseguito non al cento del piatto, o meglio considerando che il piatto è da 23,5cm x 23,5cm ha eseguito l'homing su x 9cm e y 13. quì mi sono fermato non andando avanti con le operazioni di ABL. La mia domanda è come posso correggere questo errore e dove lo devo correggere? Grazie -
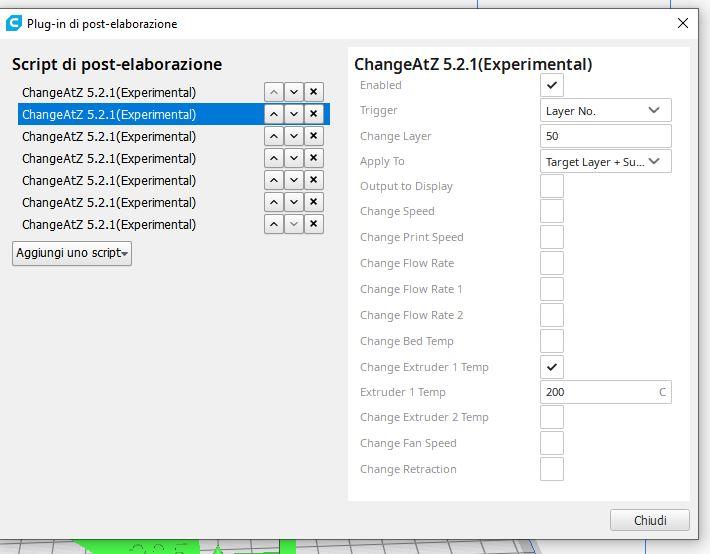
Temp Tower con cura non si settano le temperature
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
ora ho provato a settare i punti a layer e stasera farò la prova ( come da immagine )
-
Temp Tower con cura non si settano le temperature
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
ma te imposti a scendere o salire le temperature? -
Temp Tower con cura non si settano le temperature
paolopa ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Ho fatto così: Inseriti tutti i valori poi ho tolto la spunta su tutti i valori di temperatura e ho premuto chiudi. Ho premuto vicino a sezionamento il simbolino martello e chiave inglese per riaprire il menù di cambio gcode. Ho reinserito la spunta su tutti i valori che mi si sono ripresentati. Ho fatto chiudi e ho sezionato nuovamente. Risultato stesso problema.