Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-
Ogni volta che metti mano a sensori e riscaldatori puoi modificare le caratteristiche di trasferimento termico tra caruccia, heatblock e termistore, quindi un PID è la prima cosa da fare. Visto che il problema ti è saltato fuori dopo un periodo di inattività se ti senti sicuro di non fare danni io darei anche un occhiata al foro dove è inserita la resistenza di riscaldamento: se non è stata montata con della pasta termoconduttiva potrebbe essersi formato dell'ossido che rende difficoltoso il trasferimento del calore.
-

Geeetech Prusa i3 Pro b - Blocco stampa
Truck64 ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Non so se l'elettronica che usi ti permetta di alimentare separatamente il piatto ma se così fosse ti consiglio di tenere il 20A solo per il piatto e per la luce, e aggiungere un secondo alimentatore (180...200W se non sbaglio normalmente bastano) per estrusore, motori e controllo. La maggior parte delle stampanti hobbistiche (non sono solo cinesi...) sono revisioni con materiali economici di modelli che già non brillavano in qualità. Comprensibile che siano fatte tirando al limite per ridurre il prezzo, ed è il motivo per cui ho deciso fin da subito di costruirmene una a modo mio. Se hai il piatto riscaldato 15A è decisamente poco. Se stampi PLA potresti provare a non scaldare il piatto e abbondare con colla o lacca, giusto per vedere se il problema rimane o no. Io sono andato avanti un paio di mesi a stampare sul piano di alluminio freddo e l'unico problema era che a fine stampa il pezzo non si staccava più. -
Strana differenza fra un PLA e l'altro
Truck64 ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Quasi vero. Ti sottopongo una riflessione che ho compreso durante la taratura della mia stampante: con puleggia da 20 denti e motore da 1.8° ho impostato 80 passi per mm ma sui 300mm di percorso mi trovavo sempre fuori di qualche decimo, apparentemente in modo casuale. Dopo 3 frustranti serate di prove e analisi mi sono reso conto che il problema erano le cinghie, che si allungavano più o meno in funzione della tensione che gli davo. Quindi ad ogni giro di motore muovevo 20 denti della cinghia, ma non erano necessariamente 40mm di movimento esatti.... Tutto questo per dirti che le differenze, benchè minime, ci possono essere tra una macchina e l'altra in funzione anche della tensione delle cinghie, e che verifiche ed eventuali tarature vanno fatte proprio per quello. -
Geeetech Prusa i3 Pro b - Blocco stampa
Truck64 ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
Ciao @Marco-67, io uso un isolatore usb per proteggere il PC, non penso che esistano filtri antidisturbo validi. Riguardo al tuo problema ho l'idea che il blocco della stampante nel tuo caso possa essere causato da una fluttuazione dell'alimentatore. Piuttosto che un UPS ti consiglierei di separare l'alimentazione di elettronica e motori da quella del piatto, verificare messa e terra e schermatura dei componenti e comunque riguardo agli alimentatori considero sempre una corrente maggiorata del 70..100% rispetto a quella che serve, o al limite aggiungo un paio di condensatori lato bassa tensione per fare un po da "polmone". -
Strana differenza fra un PLA e l'altro
Truck64 ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Ciao @Carsco, per quanto ho notato ogni volta che cambio materiale qualche adattamento va fatto, basta una leggera differenza di viscosità o diametro dei filamenti e ci si trova differenze in dimensionali anche importanti. Per abitudine il pezzo di prova lo faccio comunque con il materiale definitivo, se mi va bene non butto via niente, se va male riprovo. -
Nuova stampante con Marlin v1.0, inizio così o faccio l'upgrade?
Truck64 ha risposto a 6dp nella discussione Software di slicing, firmware e GCode
Ciao @6dp, scusami ma visto che di recente la richiesta è stata posta da molti altri voglio porti la domanda cruciale: perchè pensi di dover aggiornare il firmware della tun stampante se non sei sicuro che la nuova versione migliorni il funzionamento della macchina in modo significativo. Se non sei già esperto in questo tipo di interventi ci sono più probabilità che la cosa non vada a buon fine piuttosto che il contrario. Visto che è la tua prima esperienza ti consiglio di cominciare con la macchina standard e con le pratiche base (verifiche, eventuali tarature, uso dei materiali e dei software) poi casomai trovassi dei limiti o difetti puoi pensare a modifiche sia hardware che software e su quello possiamo darti sicuramente una mano. -
BUONA FINE E MIGLIOR PRINCIPIO...
Truck64 ha risposto a Killrob nella discussione La mia prima stampante 3D
Buona Fine Anno a tutti, che Quello che verrà possa essere più sereno 🍾 🎆 -
Alimentatore portatile con batteria Parkside
Truck64 ha risposto a Carsco nella discussione Nuove idee e progetti
Ottima idea e mirabile realizzazione. Un paio di curiosità: - il regolatore l'hai preso in kit o lo hai progettato tu? - quella è una Fiesta serie 3? -
rumore del cold-end
Truck64 ha risposto a Paoloj nella discussione Problemi generici o di qualità di stampa
Per il nozle mi becchi male, nel senso che fino ad ora mi è successo una sola volta di dover metterci mano e dopo un paio di tentativi di pulizia e relative scottature l'ho cambiato e morta li. Del resto un paio di nozle di ricambio vale sempre la pena averli e per quanto mi riguarda ho pezzi di scorta per fare altre 2 stampanti. Datti una letta alle note del buon @Killrob: conoscere la nostra stampante, l'unico consiglio che mi sento di darti è togliere l'hotend dalla macchina prima di cominciare a svitare parti come il nozle per evitare di danneggiare la meccanica degli assi sforzando con le chiavi inglesi. Va da se quindi che ti sconsiglio di intervenire sul nozle se non è indispensabile, prima fai tutte le altre prove. -
rumore del cold-end
Truck64 ha risposto a Paoloj nella discussione Problemi generici o di qualità di stampa
Basta poco per intasare l'hotend, anche il giorno setsso in cui lo hai istallato da nuovo. A volte capita passando da un materiale all'altro. Per il flusso vedi quì: come calibrare il flusso Riguardo alla ritrazione io ho un bowden allmetal e se vado sopra a 4mm mi si blocca tutto, che sia pla o petg. So che la norma dice che il bowden richiede più ritrazione ma questa è la mia esperienza, vedi tu.
-
rumore del cold-end
Truck64 ha risposto a Paoloj nella discussione Problemi generici o di qualità di stampa
Ciao @Paoloj, quella si chiama perdita di passi. Capita quando lo sforzo per spingere il filo supera la capacità del motore. Può essere che sei troppo alto di flusso, troppo basso di temperatura, troppo basso di altezza layer o hai uno di questi problemi: - ritrazione eccessiva o troppo frequente (dovresti trovare un rigonfiamento del filamento quando lo estrai dall'estrusore) - nozle o gola dell'hotend intasati - tubo bowden deformato, sporco, o qualsiasi caso non faccia scorre il filo - corrente motore bassa inoltre c'è una serie di guasti meccanici/elettronici, ma prima di tutto valuterei se le condizioni di estrusione sono idonee. Come sei messo a test di flusso? -
flying bear ghost 5
Truck64 ha risposto a Samuele.Z. nella discussione Problemi generici o di qualità di stampa
Oltre a tutto quanto detto se non sbaglio la stampante è bowden, quindi la difficoltà di alimentazione potrebbe essere causata anche dalla resistenza di scorrimento nel tubo bowden (pieghe, scarsa qualità). Prova a verificare anche quello, e magari posta un'immagine di estrusore, tubo e spingifilo. Potrebbe fare maggior chiarezza. -
GeeeTech A20 - Imperfezioni (notevoli) nelle sporgenze
Truck64 ha risposto a Matteo Galli nella discussione Problemi generici o di qualità di stampa
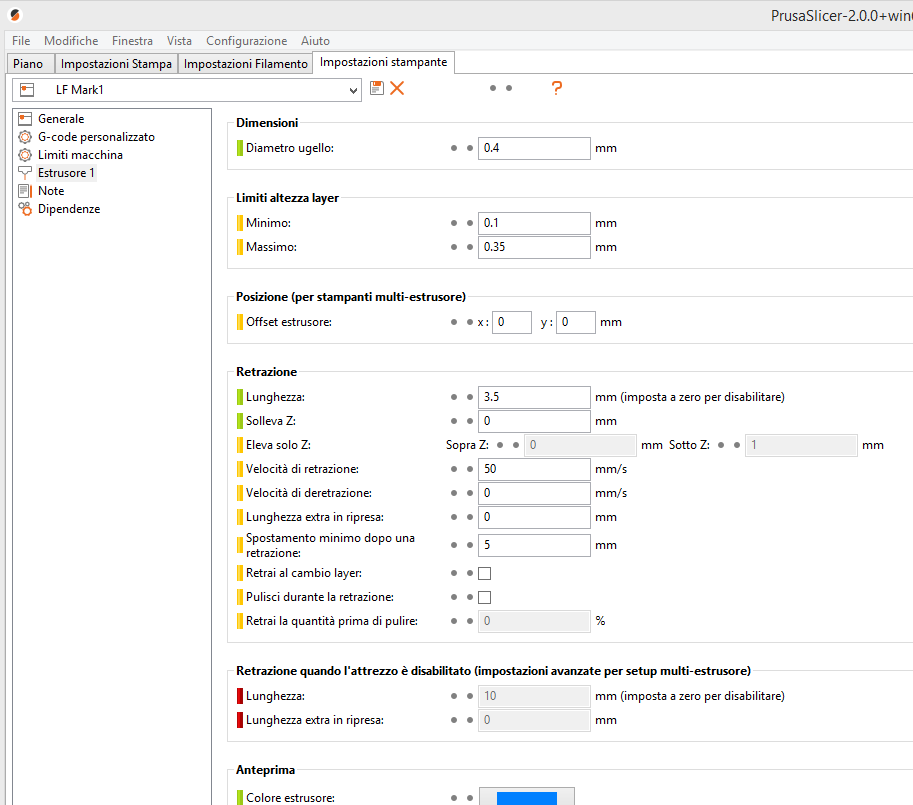
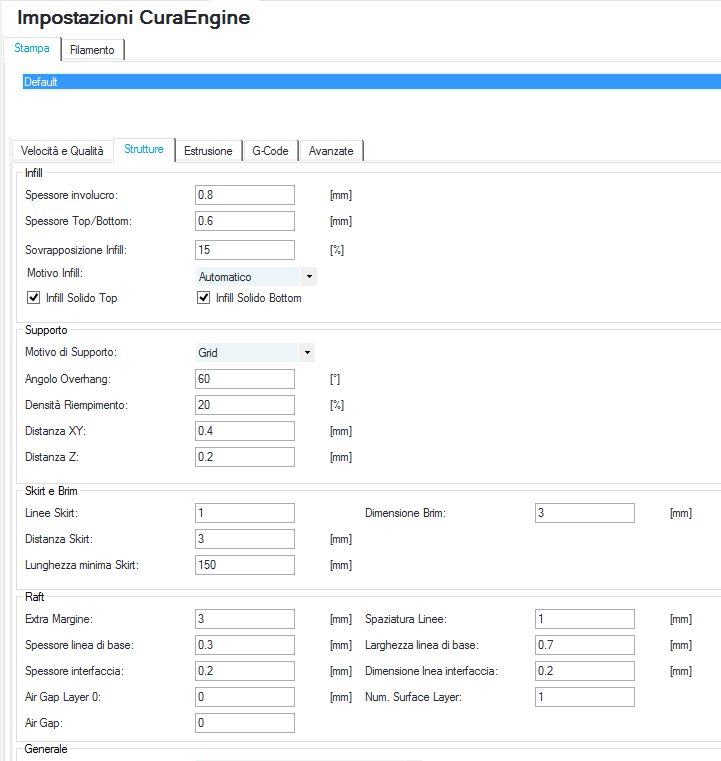
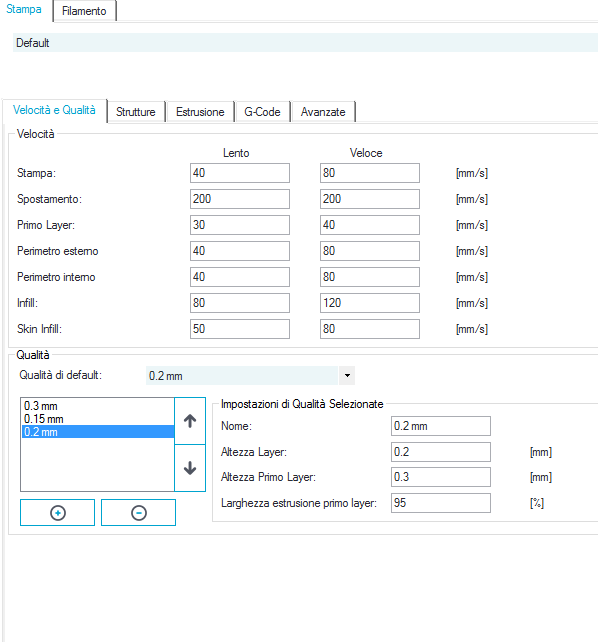
@Matteo Galli su due piedi vedo solo due cose strane: altezza layer 0,1 con flusso non perfettamente calibrato è critico. Hai fatto prove con altezza 0,2? 2,4mm cioè 24 strati di top/bottom layer pieni potrebbe essere un problema se fai pezzi piccoli pechè potrebbe far collassare il materiale per eccesso di calore. Fai una prova con 1mm o meno. Prima di passare a PrusaSlicer 2.x io il PLA stampavo così:
-
GeeeTech A20 - Imperfezioni (notevoli) nelle sporgenze
Truck64 ha risposto a Matteo Galli nella discussione Problemi generici o di qualità di stampa
Ciao @Matteo Galli, oltre a tutto quello che ti è stato suggerito, che quoto in blocco, quanti profili esterni hai impostato? Se puoi carica anche il contenuto della tab Stampa. -
Cambio firmware...riparto da zero?
Truck64 ha risposto a nervine nella discussione Software di slicing, firmware e GCode
Se parli di Marlin non sempre, ma ci sono delle versioni che richiedono il reset della EEPROM, in quel caso perdi tutto, quindi sempre meglio (ma non solo in caso di cambio firmware) avere salvato l'output di M503. -
Buon Natale a Tutti 🎄. Che l'anno prossimo porti più serenità.
-
Ho visto alcuni progetti che puntano in alto con la temperatura, e in quel caso le cinghie erano isolate dalla camera di stampa: Questa è una custom, se siete interessati e masticate tedesco trovate le informazioni qui Nitro´s PPSU hochtemp drucker. Ne ho visto un modello industriale con lo stesso principio ma non ricordo come si chiama.
-
La stampante si riavvia alla prima accensione (problema o non problema?)
Truck64 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ciao @Meldro, prova ad accenderla senza Raspberry collegato. Non so che elettonica monti ma la maggior parte delle schede con programmazione via USB quando si attiva la connessione ricevono un reset. Vedrai che succede quando il raspberry ha finito di bootare. -
Pezzi il più robusti possibili
Truck64 ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Ciao @Goku , è quasi un quesitone esistenziale perchè i fattori che determinano la robustezza sono tanti, ma soprattutto è importante scegliere il materiale, l'orientamento di stampa del pezzo e la forma. In generale la stampa dovrebbe non essere ne troppo fredda ne troppo magra, altrimenti l'adesione tra i layer va a farsi benedire. Poi nessuno può darti una risposta univoca, si può aumentare i perimetri, inspessire l'infill, usare ugelli più larghi o più fini. Io per esempio ho stampato diversi pezzi meccanici per prototipazione con ugello 0,4mm e altezza layer 0,3 e tutto sommato mi andava bene. Poi ho cambiato marca di PLA e con gli stessi parametri ottengo pezzi molto meno consistenti. Ora ho cominciato a fare esperienza con il PETG che è più resiliente (!.!.!) del PLA, quindi non si spezza come un grissino ma si piega prima di spezzarsi. Altri materiali li proverò quando ho tempo. Ti consiglio di porre il quesito magari specificando cosa vuoi stampare e che resistenza vuoi ottenere. Nel frattempo, se non li hai già visti, ti consiglio un paio di link: https://help3d.it/costruire-oggetti-resistenti-stampati-in-3d-anisotropia/ Comparing PLA, PETG & ASA (ABS) -
Autospengimento e/o Controllo Remoto
Truck64 ha risposto a TeusTheMage nella discussione Hardware e componenti
L'ho già detto più di una volta, ognuno è libero di farsi male come vuole. La norma CE, visto che nel 99% dei casi è un autocertificazione per le stampanti che arrivano in scatola di montaggio lte la raccomando. E io non parlo di caricabatterie in genereale, ma visto che lui ne ha usato solo il guscio, tu prova a fare quello che dici con i suoi.... -
Problema di stampa
Truck64 ha risposto a borwin63 nella discussione Problemi generici o di qualità di stampa
Intendevo che il bed è più alto. Stiamo dicendo la stessa cosa? -
Problema di stampa
Truck64 ha risposto a borwin63 nella discussione Problemi generici o di qualità di stampa
A occhio quel punto è più alto. Spessore del primo layer? -
Autospengimento e/o Controllo Remoto
Truck64 ha risposto a TeusTheMage nella discussione Hardware e componenti
Ciao @Whitedavil, dare per scontato che l'alimentatore della stampante ne abbia già uno è quantomeno ardimentoso, ma a me fanno più paura quei filetti che vengono da una presa per cellulari rimaneggiata attaccati ai pin di un relè piegati e scaldati molto. Se per caso si stacca qualcosa (e non palo di saldature fatte male) ora che interviene l'automatico dell'appartamento.... -
Autospengimento e/o Controllo Remoto
Truck64 ha risposto a TeusTheMage nella discussione Hardware e componenti
Magari anche un isolata alle saldature, qualcosa per evitare che se si tirano i cavi a resistere non sia solo i trefoli saldati, e se fai uno sforzo ci fai stare anche un fusibilino lato 220V, che i corti sulle prese sono veramente una brutta cosa. Poi non so che stampante sia la tua ma se hai il classico alimentatore boxato in metallo la terra è d'obbligo. -
Cura e il diametro del filamento
Truck64 ha risposto a Drvo nella discussione Software di slicing, firmware e GCode
Scusa, ho detto una fesseria: quel post è per il firmware della stampante, io invece dovevo cercare direttive da dare all'o slicer.... Va be, stiamo andando un po fuori tema. Comunque visto che siete in tanti a usare Cura se trovi il modo di fare la stessa cosa sarebbe importante. Stesso dicasi per gli altri slicer.