Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Velocità di stampa che si modifica da sola.....
Truck64 ha risposto a architect nella discussione Problemi generici o di qualità di stampa
Oltre all'interferenza tra i cavi ti consiglio di valutare anche eventuali disturbi generati nell'alimentatore. A volte capita che i condensatori elettrolitici che flitrano la corrente continua si deteriorino e lascino passare l'ondulazione del regolatore, ed e' una cosa che senza oscilloscopio è difficile da diagnosticare ma che tira matto i circuiti digitali. Provare con un alimentatore nuovo sarebbe la cosa migliore ma secondo me potresti provare a fare una stampa a vuoto (senza filamento) e con il piatto spento e vedere se ti fa ancora il difetto, tanto per escudere qualcosa. -
Anche a mè piace l'estetica e la progettazione di parecchie parti, in particolare l'estrusore, lo spingifilo e tutta la ventilazione. Non apprezzo invece la compicazione della meccanica dovuta al corexy mobile e il fatto che ti costringe a tenere i motori dentro ad un eventiale copertura.
-
Infatti ci speravo visto che sto tentando di tenere l'estrusore il più leggero possibile per spingere sulla velocità. Però il mio tubo è 750mm (meno non arriva a coprire tutto il piano) e lo stringing mi tira matto. Stavo pensano di attivare il pressure advance ma prima volevo cabiare la gola dell'estrusore che è un all-metal "economica" e a occhio gli servirebbe una lucidata.
-
Peccato, ottimo inizio comunque. Mi fai quasi venir voglia di montare un direct anche sulla mia.
-
Non ha tutta questa importanza, purchè rispetti la geometria degli assi. Per esempio sulla mia mi veniva comodo azzerare X e Y nell'angolo posteriore a destra quindi lavoro con tutto il piano cartesiano ruotato di 180°. L'importante è saperlo (io mo sono fatto due belle frecce sul piatto per ricordarmelo). Da quello che vedo però mi sa che lo spazio dietro al piatto è il posto giusto dove azzerare gli assi quindi sposterei il sensore su Y+. Ora che l'hai montata posso chiederti quanto flette il piano con pesi fuori asse?
-
Freecad spessore linea
Truck64 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Mi spiace, li vai oltre la mia esperienza di Freecad. In passato ho fatto modelli "curvi", tipo delle parti che abbracciassero un tubo a Y per le morse di un robot, ma altrimenti niente di più di qualche rulded surface estrusa. Per cose più "morbide" forse è meglio usare Blender o Sculpris. Ho sento parlare bene di Rhinoceros, ma quello essendo a pagamento non l'ho mai provato. -
Ottimo, sono curioso di vederla montata.
-
Freecad spessore linea
Truck64 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Infatti questo è il sistema più corretto se ti serve un profilo a sezione costante. E' un po più laborioso ma se ti serve il solido preciso fai così. -
Freecad spessore linea
Truck64 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
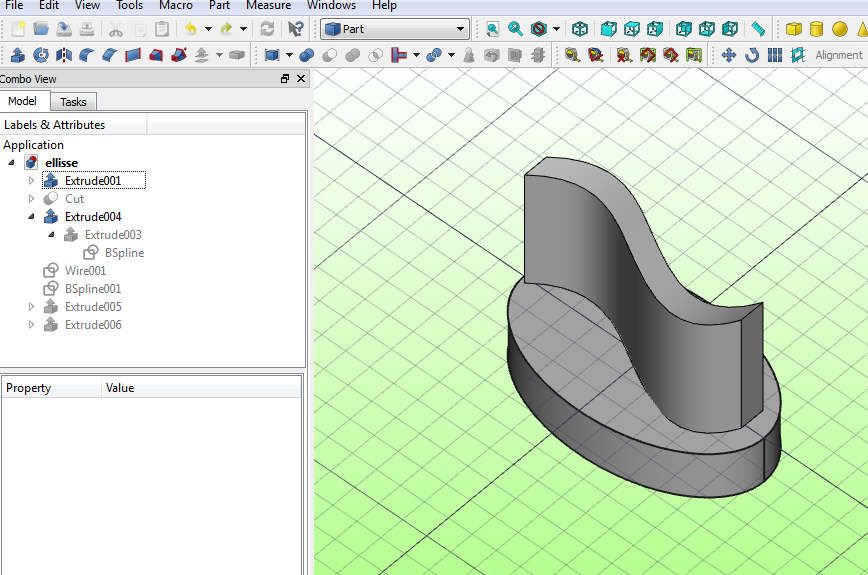
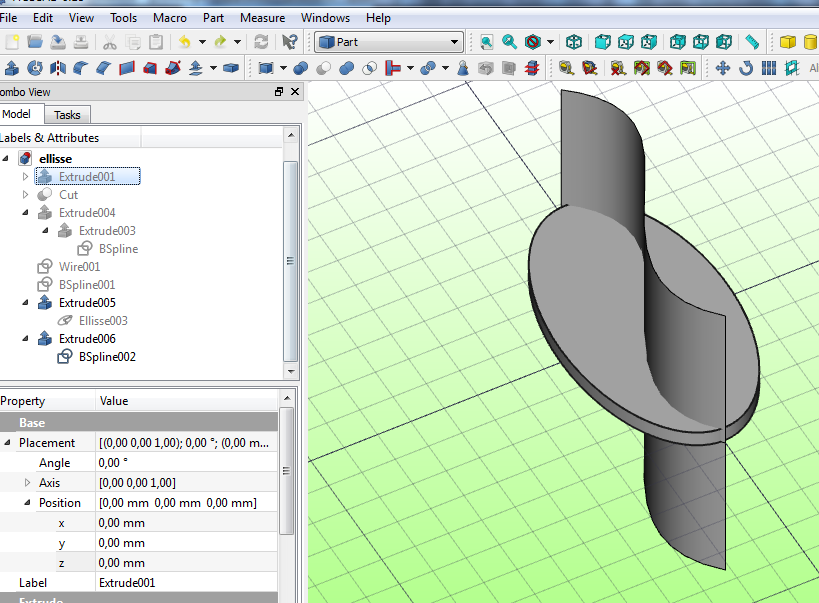
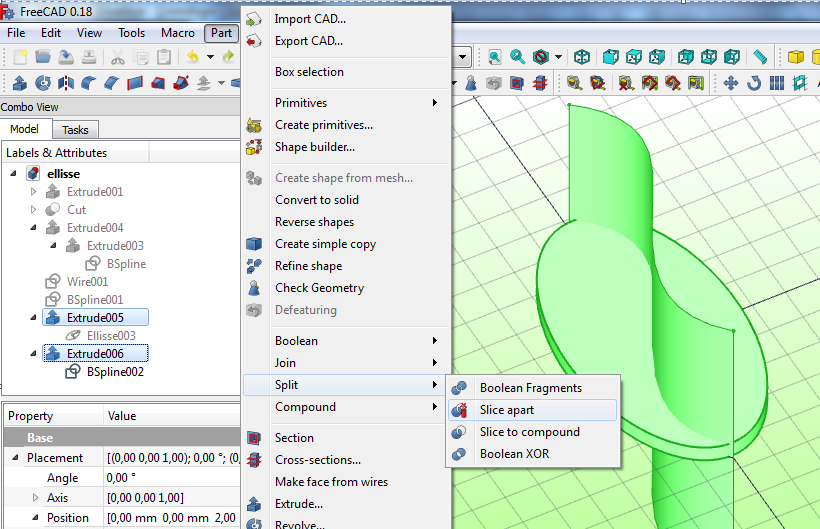
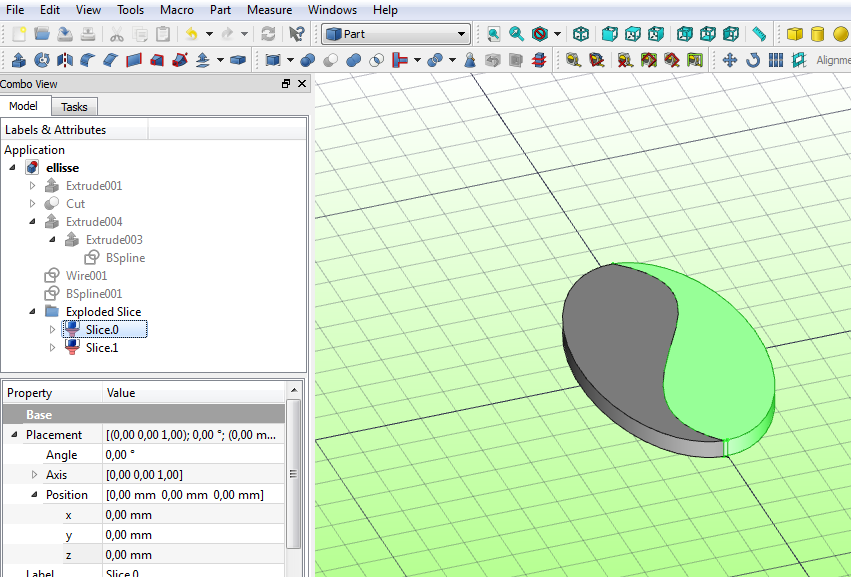
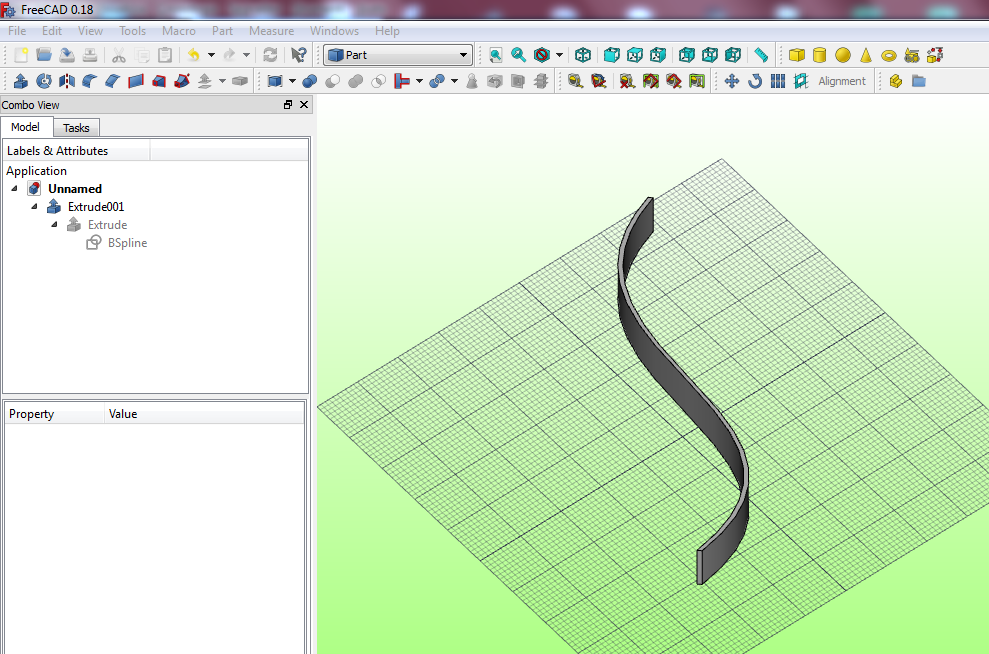
Riciao @Heda Non ho capito bene cosa vuoi fare con la linea inspessita e con le parti, quindi mi limito a descrivere i passaggi: - Per creare il solido della curva come detto in precedenza la estrudi prima in Z poi in Y. Nel tuo caso l'estrusione di Y la farei simmetrica. Funziona anche se la spline non ha tutti ipunti sullo stesso piano: Un mm di spessore mi sembra tanto viste le dimensioni del modello ma non sono affati miei. -Per dividere l'oggetto ho preso la curva, l'ho messa in piano e l'ho estrusa. Poi ho copiato l'oggetto che hai usato per fare la tasca. Ho stirato leggermente gli estremi della curva per creare un intersezione netta con l'ellisse (ho fatto 0,1mm in X, ma basterebbe anche meno. L'importatnte è che sporga dall'oggetto da tagliare), Ho selezionato i due solidi, prima l'ellisse poi la curva (l'ordine è importante) e ho usato la funzione "Slice apart" Ti risulta un oggetto composto da due parti separate. Ora puoi selezionare la singola parte, farne una copia rifinita e usarla per sommare o sottrarre volume al resto dell'oggetto. Spero di esserti stato utile. Allego il file ellisse.FCStd
-
Freecad spessore linea
Truck64 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Ciao Freecad non è il massimo per il convertire il disegno 2D in 3D ma nel tuo caso con due estrusioni si fa abbastanza in fretta: Una in Z, l'altra nel mio caso a metà tra X e Y (metti 1 e 1 nei coefficenti di direzione). Ovviamnete non è a spessore costante ma di più la funzione Extrude non riesce a fare. Ci sono molti modi di ottenere quello che vuoi, di solito se devo fare cose del genere parto dai solidi di base e unisco/sottraggo/interseco fino a raggiungere la forma voluta, o faccio uno sketch quando ho dimensioni precise. PS. Visto adesso il file. Lo apro e gli do un occhiata.
-
Problemi stampa oggetto circolare
Truck64 ha risposto a Capitantino nella discussione Problemi generici o di qualità di stampa
La calibrazione con il cubo è indicativa per oggetti della stessa dimensione del cubo. Se vuoi essere sicuro della calibrazione stampa un oggetto a base quadrata (bastano anche solo pochi mm di aletezza) di almeno 70mm di lato e verifica con quello che gli step di X e Y siano calibrati. Riguardo alle scritte sul bordo l'errore è abbastanza piccolo (1/70) da non dare deformazioni apprezzabili su particolari di quel tipo. -
DRV 8825 a 1/16 ed altri a 1/32
Truck64 ha risposto a Carlo50 nella discussione Hardware e componenti
Ciao @Carlo50 tutto è possibile nella vita ma per quanto ho visto fino ad ora da Pololu arrivano drive con integrato della Texas (https://www.ti.com/lit/ds/symlink/drv8825.pdf) e quelli sono sempre gli stessi con fino a 1/32 di passo. Piuttosto verificherei la saldatura degli header (piedini) o eventuali danni ai circuiti stampati del drive. Piuttosto sei sicuro che siano tutti DRV8825? Perchè con la stassa configurazione di jumper (tutti e tre chiusi) i DRV4988 vanno a 1/16, gli 8825 vano a 1/32 di passo. -
Che è più o meno quello che ho fatto io.
-
Se ti interessa io a casa ho questo da un paio di anni e non mi ci trovo male: https://www.amazon.it/METRICA-S-P-CALIBRO-DIGITALE/dp/B00ATJPGM4/ref=psdc_6574715031_t2_B00ATJPGVU. Qualche volta ho fatto confronti con i Mitutoyo che uso sul lavoro e non c'è gran differenza. Solo che io l'ho preso dal ferramenta di fiducia, pagato decisamente di più. Certe volte con gli acquisti online, specie di strumenti delicati, vale tanto anche trasporto e conservazione, per cui dipende dalla fortuna che hai.
-
settaggio zero macchina
Truck64 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
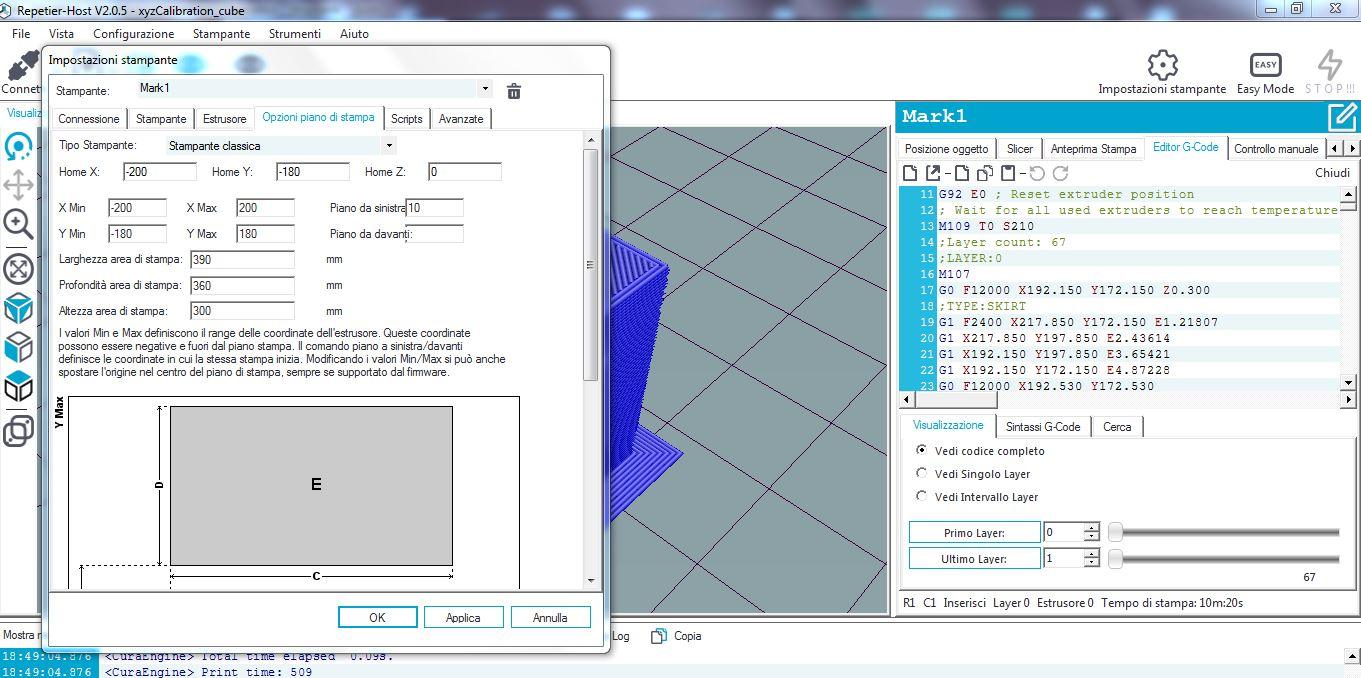
Ho provato a impostare i limiti di corsa negativi nello slicer che uso (Cura Engine) ma lui continua a generare il Gcode come come sempre... Magari se ci dici quale slicer usi ti sappiamo aiutare meglio. Ma ripeto: ti stai complicando la vita per niente
-
settaggio zero macchina
Truck64 ha risposto a Marco-67 nella discussione Problemi generici o di qualità di stampa
Me ne intendo ancora poco ma gli slicer comunemente ragionano con gli assi a 0 sui finecorsa di home e generano i comandi di movimento con quote positive. Che ci sia un modo per farlo è possibile ma secondo me ti stai facendo solo del male....🙄 Si puo sapere perchè vuoi XY0 a centro piano? -
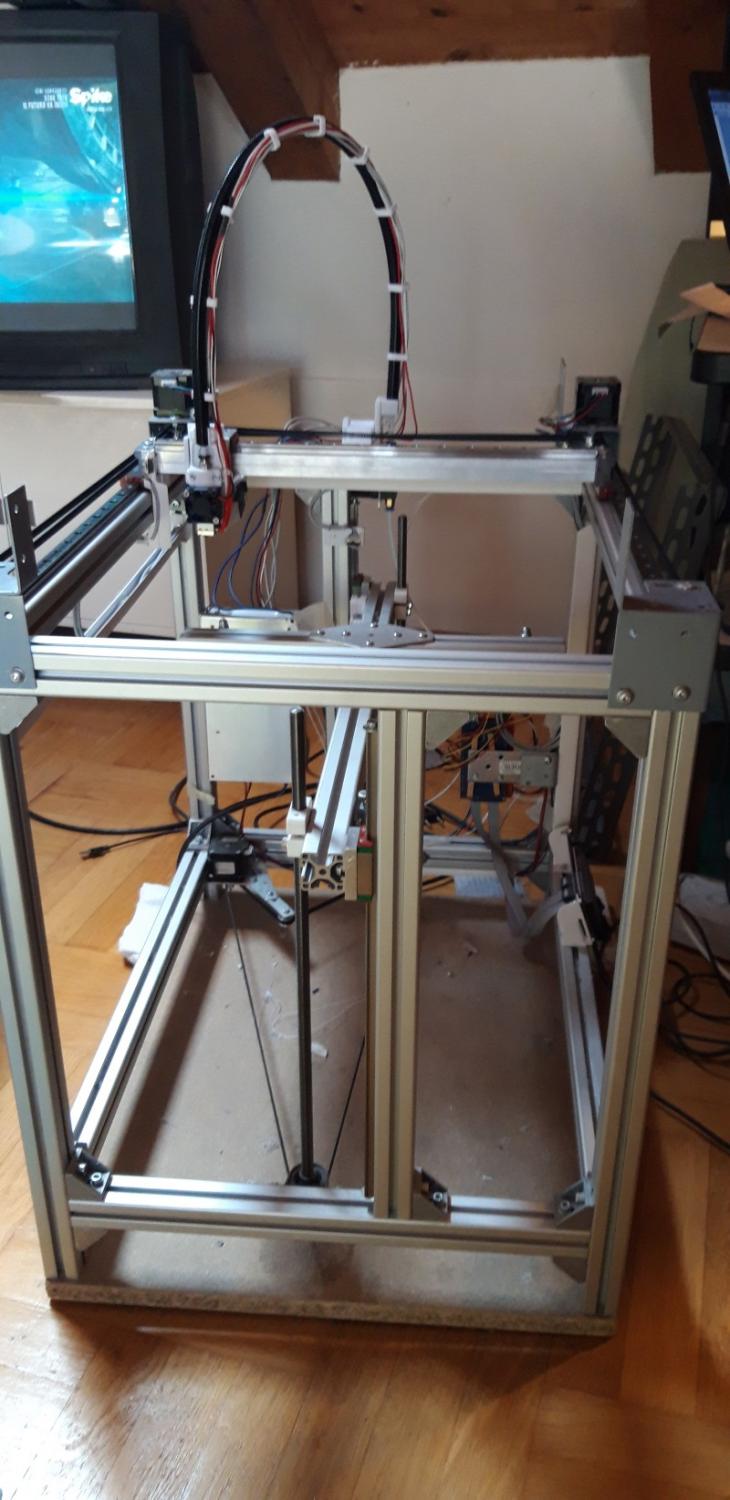
Si esistono progetti con piano di stampa "a sbalzo" che sono validi. Nel mio caso però con un piano di stampa di 5kg e minimo 350mm di sporgenza i carrelli avrebbero dovuto essere a 100mm di distanza (circa 200mm di rotaia persa). Inoltre facendo 2 conti al volo arrivavo al limite della portata del carrello se fossero stati Hwin, e come detto prima i miei sono cloni. Per non parlare dei rinforzi necessari da fare alla struttura per evitare che si pieghi... Non è una strada praticabile. Si, rimane il concetto che più la spinta delle viti resta sul baricentro del piatto meglio è. Ovviamente al netto del pezzo che stai stampando ma quello se è veramente sbilanciato puoi spostarlo sul piatto con una certa liberà. E comunque la maggior parte dei pezzi che ho visto stampare sono molto più leggeri di un piano riscaldato + verto quindi è quello che fa massa.
-
Si, flette proprio perchè tra vite e pattino ci sono 40mm. Lo sto ridisegnando per avere pattino e chioccioa sullo stesso asse. Se poi non bastasse mi invento qualcos'altro. L'elettronica è a 8bit e per ora non ho motivo di cambiarla. Per l'evoluzione pensavo a Duet ma anch'io ho adocchiato Klipper e a breve mi costruisco un sistema di test per provarlo.
-
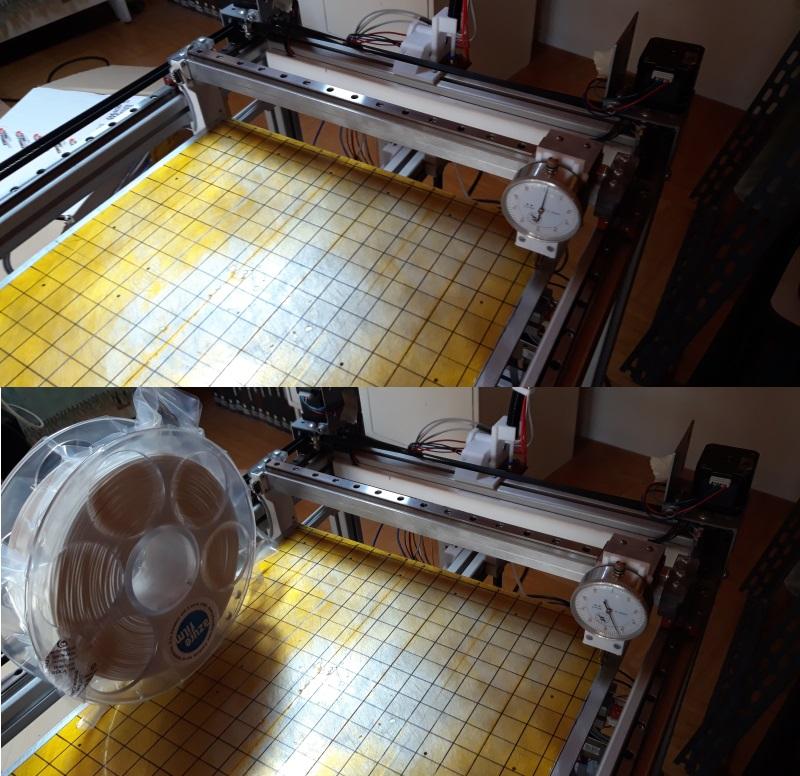
I supporti motore devono essere in metallo, visto che è l'unica parte che aiuta a smaltire il calore del motore. Ma ne esistono di varie forme e nel tuo caso si possono usare questi Piatto sopporto motore NEMA 17 opportunamente tagliati (io però me li costruirei direttamente come ho già fatto per esempio con un paio di staffe in acciaio zincato prese in un brico). Così li puoi fissare sotto al profilo di base e il supporto della guida non ti limita più. Non ho dati da fornirti per le prove che avevo fatto con le LM8UU, la macchina che sto usando ha la stessa configurazione per le viti ma uso delle slitte a ricircolo MGN12H (cloni ma di qualità accettabile). Con un carico di 1kg su un lato (160mm dal centro) il lato opposto si alza di 0,4mm, che è tanto ma è anche una sollecitazione estrema su un piatto che quasi il doppio di quello che hai tu. Confido che al netto della flessione della guida il meccanismo che hai disegnato sarà idoneo. Il sistema di collegamento con PCB dedicato è brillante come idea. Conosco Kicad ma non ho ancora trovato tempo per farci qualcosa di utile. Per quanto mi riguarda ho optato per un aggancio dell'estrusore a coda di rondine. Per il cambio estrusore stacco tutto, cavi compresi.
-
Buongiorno @Salvogi, prima di tutto complimenti per il progetto. Ho dato un occhiata all'stl ed è veramente ben curato. L'idea delle boccole è ottima, francamente è l'unica soluzione che ti avrei suggerito in alternativa alle 3 viti. Solo che così si perdono alcuni cm di Z. Ti suggerirei di cambiare la guida, e in quel caso prenderla anche di diametro maggiore, ma so che vuoi usare il materiale della prusa quindi va bene così. Se posso darti un consiglio sulla base dei test che ho fatto in passato dovresti ridurre al minimo la distanza tra vite e guida e invertirli su uno dei due lati in modo che la risultante della forza esperssa dalle viti passi dal baricentro del piatto. In questo modo eviti che durante i piccoli movimenti rapidi (Zhop, ABL ecc..) il piatto possa inclinarsi attorno a X. Per l'inclinazione dovuta al peso del pezzo o alla spinta del filameto invece c'è poco da fare oltre a irrigidire la struttura e le guide (o mettere più viti). Ma basta tenere i pezzi pesanti in centro al piatto e il problema si minimizza. Un altro suggerimento che ti voglio dare è collegare le viti con una cinghia, quindi usare un solo motore. So che sembra un lavoraccio ma in termini di ripetibilià e affidabilità del movimento di z è sicuramente meglio che avere 2 motori in parallelo sullo stesso drive specie se il carico diventa pesante. Se posso chiederti un paio di cose invecie: - dove le hai prese le viti passo 4 a 2 principi con antibacklash? - cos'è la scheda che hai sopra l'estrusore?
-
Per migliorare le prestazioni del piano serve a poco. Utilissimo per non scottarsi....🤪 specie in una stampante a piano mobile
-
Reverse Engineering - costo di stampa
Truck64 ha risposto a Mandellis nella discussione Materiali di stampa
Scusate, ma visto che è un oggetto da arredo, e comuque fatto sarebbe tutt'altro che leggero, pechè non farlo veramente in cemento: https://youtu.be/XgPJdpGV8mE Ho visto in passato anche cose simili fatte con la pasta di cellulosa, che sarebbe anche reciclabile, ma non trovo più i video. -
Con G28 i motori mi cercano gli endstop in posizione negativa
Truck64 ha risposto a Goku nella discussione Software di slicing, firmware e GCode
@Goku scusa ma la tua macchina è una cartesiana, una coreXY o una delta? -
Usare una cremagliera al posto delle cinghie?
Truck64 ha risposto a valfus nella discussione Hardware e componenti
Le cremagliere sono una valida alternativa alle viti a ricircolo per assi lunghi (>1,5m) ma richiedono massima rigidità meccanica e lavorazioni di precisione per funzionare bene. Quindi se non devi fare una macchina utensile te lo sconsiglio. Se le cinghie dentate non ti piacciono perchè sono elastiche puoi prendere in considerazione il sistema con cinghia contrapposta: https://www.youtube.com/watch?v=OdJoVh6DRPA https://www.youtube.com/watch?v=IjwD5smOt38 ma francamente, a meno che tu non voglia fare una stampante enorme e pesante (tipo estrudere case o scafi di motoscafi) ti consiglio di restare sulle cinghie dentate. Magari studiare bene l'applicazione e le caratteristiche della cinghia per evitare i classici errori che si fanno nei progetti copia-incolla. -
pareti x e y con trama laterale
Truck64 ha risposto a mga nella discussione Problemi generici o di qualità di stampa
Scusa, ABL = livellameno automatico del piatto di stampa. Ti dico che il file che hai postato è movimento a spirale perche ogni layer ha una variazione in Z. Per esempio il layer 8 è: ; layer 8, Z = 1.600 G92 E0.0000 G1 X97.055 Y125.000 Z1.450 E1.4196 F632 G1 X125.000 Y97.055 Z1.500 E2.8392 G1 X152.945 Y125.000 Z1.550 E4.2588 G1 X125.000 Y152.945 Z1.600 E5.6784 Come vedi Z inizia a 1.450 e finisce a 1.600. Con movimenti così piccoli se hai una resistenza anomala su Z è possibile che l'asse si muova a scatti (parliamo di pochi centesimi alla volta, difficile accorgersene a occhio) in corrispondenza del passo intero del motore. Quindi se per ipotesi tu avessi una cartesiana con le viti passo 8 e motori standard (200 passi/giro) avresti un sollevamento ogni 0,04mm di movimento in Z cioè quattro piccoli movimenti in quel tratto di XY invece che un movimento continuo. E questo movimento a scatti di Z lascia segni sulle pareti. Forse è un po troppo cervellotica come idea, ma fossi in te controllerei che il tuo Z si muova libero.