Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Compilazione firmware Marlin ender 3v2 per estrusore Hemera
Truck64 ha risposto a ReserB nella discussione Software di slicing, firmware e GCode
Scusa la domanda ma l'Hemera è un estrusore diretto come ce ne sono tanti altri. Si differenzia dal bowden originale della Ender per step/mm e forse per senso di rotazione, entrambe modifiche che volendo non richiedono il cambio di firmware. C'è qualche altra ragione che ti ha spinto all'impresa? Comunque specifica quale sono i problemi che vediamo come risolvere. -
Retrazione in avvio
Truck64 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
si Se accendi la stampante con il filamento già caricato fino al nozle, o riparti dopo una stampa con autohome non vedi differenze. Cambia solo se hai mosso l'estrusore prima dello start. Sicome di base il firmware interpreta le quote di G1 come assolute (c'è anche modi di impostare E come sempre incrementale ma secondo me da più problemi che altro) l'estrusore andrà avanti solo se è in posizione <15mm, altrimenti ritrae. Il linguaggio Gcode non è molto complesso ma ha le sue regole di sintassi e di ordine dei comandi. Se non ci lavori o non l'hai fatto a scuola ci vuole un po a impararlo. -
Retrazione in avvio
Truck64 ha risposto a maggiolo72 nella discussione Problemi generici o di qualità di stampa
Il primo comando E0 non ha senso. Il reset della posizione dell'estrusione è G92 E0. Cos' come è scritto se prima di partire hai fato andare avanti l'estrusore di 30mm o più è normale che al secondo e/o quarto movimento muova dalla parte sbagliata. Rivedi lo start-gcode. -
Allora io la prova la farei proprio. Con quella puleggia hai 0,16mm di spostamento per passo motote ma ho data un occhiata ad alcuni tutorial e forse è una risoluzione un tantino bassa, dipende dal punto del laser. Al limite credo si possa contare sul mezzo passo, quindi 0,08mm tra le righe può andare comunque.
-
Quell'effetto chiaro/scuro ciclico potrebbe essere causato da minime differenze nella distanza tra le linee in Y. La cosa potrebbe essre imputata ad un difeto meccanico, tipo puleggia eccentrica del motore, o anche dal fatto che la posizione del motore intermedia tra un passo e l'altro non è sempre ripetibile. Una prova veloce sarebbe fare le line ad una distanza Y pari ad una numero intero di passi del motore. Quindi ipotizzando di usare la classica puleggia da 20 denti al netto dello stiro della cinghia fare una distanza tra le righe di 0,2 o multipli. Ora però mi sovviene che la tua laser è CoreXY, quindi probabilmente sto scrivendo ca...ate.
-
vorrei sbagliarmi ma quel'effetto li potrebbe anche essere un problema di posizione in Y del laser. Hai provato a dagli una risoluzione che sia un multiplo esatto di quella meccanica?
-
Purtroppo si può procedere solo per esclusione, ma come ti ripeto l'elettronica per scarsa che sia è l'ultima della lista per probabilità. Gli sforzi mecanici che puoi percepire muovendo a mano la cinemantica dell'estrusore montata sono di un ordine di grandeza superiore a quelli che possono causare problemi, in più muovere i motori collegati all'elettronica può danneggiarla. Se la stampante l'avessi sotto mano prima cosa smonterei i motori di X e Y, farei le pulizie, lubrificazioni e verifiche di tutti i componenti, poi procederei alla calibrazione di tutto, ma comprendo che può essere un approccio impegnativo. D'altro canto l'elettronica che monti non ha drive separabili, è una 8bit con ATmega1284P e quindi ha poco senso cercare di farci aggiornamenti. Puoi provare a verificare la Vref (non so come su quella scheda) che magari i potenziometri si sono ossidati ma l'unico altro intervento sensato e la sostituzione di tutto. Prima di procedere penso sia doveroso essere certi che non ci sia un problema meccanico.
-
Lascia stare il firmware, la perdita di passi è un problema prima meccanico, poi elettronico. Comincia a revisionare i carrelli, le ruote, le cinghie e soprattutto le pulegge delle cinghie. Poi si vede se e come verificare il funzionamento di motori stepper e scheda di controllo. Intendi che è un po che è ferma? Quanto?
-
Marlin incorpora la lettura del sensore come "impulsi di movimento" da qualche anno. Oltre ai normali settaggi va abiltata la definizione #ifdef FILAMENT_RUNOUT_DISTANCE_MM // Enable this option to use an encoder disc that toggles the runout pin // as the filament moves. (Be sure to set FILAMENT_RUNOUT_DISTANCE_MM // large enough to avoid false positives.) #define FILAMENT_MOTION_SENSOR #endif Non l'ho ancora provato ma un buon esempio di implementazione la puoi trovare in questa discussione:
-
Purtroppo no.. @john meglio che rivedi il montaggio delle cinghie. Sui rami dove scorre Y devono essere parallele e sicuramente NON devono torcersi.

-
Cubo calibrazione assi x/y stretto al centro e gonfio ai lati
Truck64 ha risposto a antonio82ba nella discussione Flying Bear
A me questa cosa quì lo faceva il PLA Geetech con riempimenti fitti causa temperatura di estrusione troppo alta. Abbassato temperatura e velocità dell'infiill e si è sistemato. PLA/PETG Sunlu mai successo. Penso dipenda da quanto tira il materiale raffreddandosi. Alcuni sono peggio di altri -
errore lpc176x
Truck64 ha risposto a zis2104 nella discussione Software di slicing, firmware e GCode
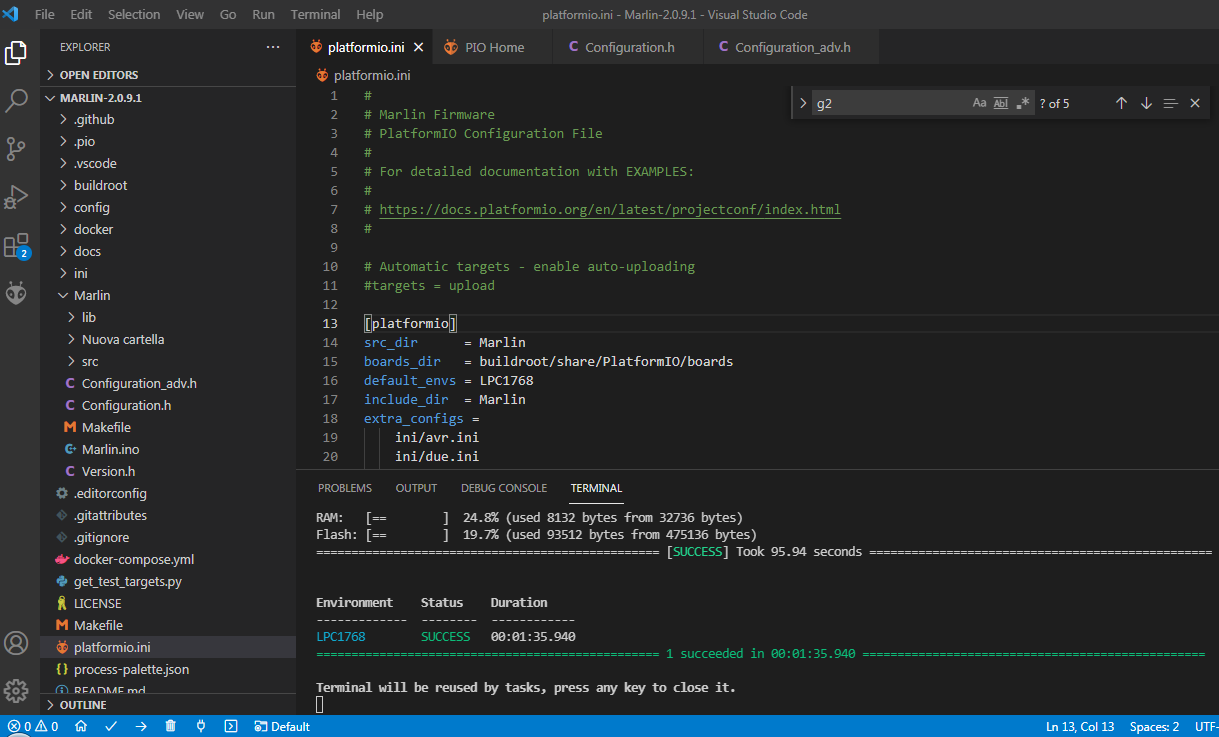
Guarda cosa hai scritto: LPC1768 e LCP1768 non è la stessa cosa -
errore lpc176x
Truck64 ha risposto a zis2104 nella discussione Software di slicing, firmware e GCode
Non sempre. Va messo il nome nella sezione [env:... dei file ini indicati sotto extra_configs = che corrisponde alla scheda, e spesso la denominazione corrisponde al processore. -
errore lpc176x
Truck64 ha risposto a zis2104 nella discussione Software di slicing, firmware e GCode
Veramennte con i file di configurazione di esempio della SBASE compila regolare: Difficile darti una risposta se non ci dai più informazioni.
-
errore lpc176x
Truck64 ha risposto a zis2104 nella discussione Software di slicing, firmware e GCode
Hai scelto un opzione sconosciuta al compilatore, per il resto sei troppo vago. Comincia a scrivere per quale stampante/scheda e cosa hai messo in default_envs = e #define MOTHERBOARD -
Dopo aver cambiato la tensione alle cinghie andrebbero anche allentate e poi tirate le viti che fissano la traversa di X ai carrelli di Y, giusto per far assestare le ruote che altrimenti si possono rovinare. Magari lo sai ma meglio puntualizzare anche l'ovvio.
-
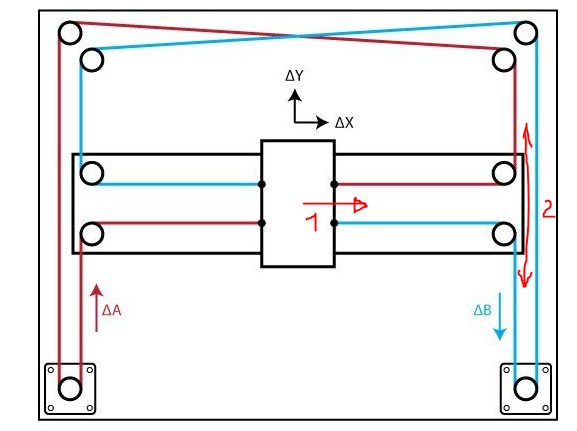
Dalla tensione delle cingie. Tiri più quella di un motore o dell'altro per raddrizzare il portale. Poi ovviamente la struttura non deve deformarsi e le vie di scorrimento di Y devono essere parallele, ma la perpendicolarità degli assi di una CoreXY dipende da come sono tirate le cinghie dentate.
-
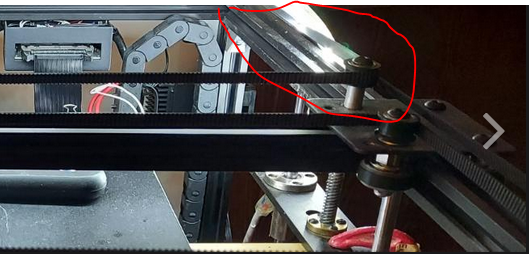
Non parlo di giochi. Intendo che se muovi X (1) i carrelli che scorrono lungo Y (2) non devono andare ne aventi ne indietro. Il fenomeno si evidenzia soprattutto all'inversione del moto ed è causato dalla resistenza alla rotazione di una o più pulegge. Proprio quelle sui carrelli sono le più critiche.
-
Salvo un malfunzionemento interno dei drive, visto che i parametri dei TMC sono passati da Marlin il cambio drive vuol dire poco. Magari sei semplicemente troppo vicino al limite meccanico della tua macchina e ogni tanto il motore semplicemente non ce la fa a partire. Giusto per fare una prova abbassa jerk e accellerazione di Z (o i limiti della Junction Deviation) e vedi se il problema permane.
-
Compilazione Marlin 2.0.9.1 su platformio su Creality 4.2.7 e altre schede
Truck64 ha risposto a l0v3byte nella discussione Software di slicing, firmware e GCode
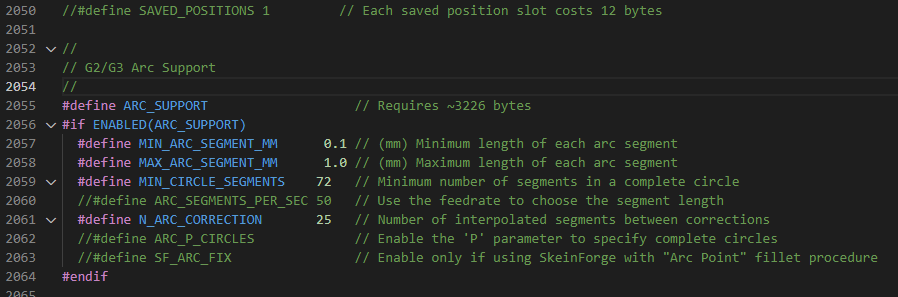
Vero ma forse non basta. Dall'ultima volta che ho compilato Marlin deve essere cambiata la gestione dei precorsi curvilinei. Se inaftti prima la sezione corrispondente era questa: ora è richiesta anche la variabile #define MM_PER_ARC_SEGMENT 1.0 senza la quale la compilazione non va a buon fine. Ho dato un occiata veloce ad alcuni dei file di configurazione negli esempi, tipo quelli della Ender 3, e la sezione indicata manca di questo valore, che è invecie presente nei file che scarichi con il firmware. Visto che gli errori di compilazione sono in genere indicati e ben documentati forse sarebbe il caso che @l0v3byte ci mostri anche il report di compilazione con i vari errori.
-
Dipende quanto sia piccolo il cilindro. Ci possono essere altri fattori che introducono degli errori dimensionali, specie nelle superfici curve. Uno tra tutti la segmentazione introdotta esportando in .stl. A naso ti direi di usare almeno un oggetto campione di 50mm di diametro. Non trovo la XSA2-E in rete. Se la tua è la X5SA-2E, cioè una CoreXY, viste le prime immagini che hai postato verificherei soprattutto che tutte le pulegge di rinvio delle cinghie ruotino senza sforzo, specie quelle sui carrelli di Y. Una verifica veloce: porta l'estrusore in centro al piatto, muovi X a destra di 50mm F1500 poi torna in centro. Se durante il movimento noti che i carrelli di Y si muovono avanti/indietro in maniera sigificativa (più di qualche centesimo) hai sicuramente un problema di pulegge.
-
Scaricare o non scaricare... questo il dilemma.
Truck64 ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Anche il mio è bowden, e non stacco il tubo dall'estrusore da più o meno 18 mesi, ne vedo il motivo per farlo. -
Sto impazzendo con la modellazione di una parte di un pezzo
Truck64 ha risposto a Drvo nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Mai trovato un programma che lo molli per qulche mese e poi lo riprendi come niente fosse. Il discorso è che se come me stampi solo roba che ti progetti da solo il cad non lo molli mai per più di mezza giornata. -
Sto impazzendo con la modellazione di una parte di un pezzo
Truck64 ha risposto a Drvo nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Il giorno dopo che l'ho istallato mi è arrivata la notifica che non si sarebbe più potuto esportare in .step. So che ora è nuovamente possibile ma oramai Fusion mi è andato di traverso. Uso FreeCad dalla versione 0.16 e ci ho sempre fatto tutto quello che mi serviva dal singolo pezzettino al modello completo di macchine tipo la mia stampante 3D. Come funzionamento è un po "originale" ma non per questo è meno usufruibile di altri, specie su PC non proprio freschi. E continua ad essere sviluppato. -
Scaricare o non scaricare... questo il dilemma.
Truck64 ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Personalmente no: pochi secondi per infilarlo sotto la ruota godronata dello spingifilo, un G1 E770 F2000 e arriva da solo fino all'hotend, max 10..15mm di spurgo e avvio la stampa. Fine stampa la macchina chiude con una ritrazione di 50mm quindi se devo stampare nuovamente porto a vanti di quel tanto e riprendo, altrimenti ritrazione di 700mm e tolgo la bobina. Mai avuto problemi di umidità o di materiale degradato. Nemmeno intasamenti del nozle che cambio solo quando il foro si rovina. Francamente non vedo il motivo per lasciare la ruzzola in macchina, se non per pigrizia. max un paio di cm di filamento per stampa, non mi sembra molto.