Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Aggiornamento Fw Geeetech i3 pro b
Truck64 ha risposto a Ale93_ nella discussione La mia prima stampante 3D
Ok. Ora se riesci a collegare Repetier alla stampante facciamo prima, altrimenti si fa da pannello. Muovi X e Y con i comandi di jog (le frecce o il pomello a fianco del display) e dicci la quota quando il nozle sopra al sul bordo sinistro del piatto, sopra al bordo destro, su quello davanti e su quello dietro. -
Aggiornamento Fw Geeetech i3 pro b
Truck64 ha risposto a Ale93_ nella discussione La mia prima stampante 3D
No, non è possibile. Sicuramente c'è qualcosa di sbagliato nelle impostazioni della stampane e degli slicer. Ma non roba da stregoni, le stampanti in fin dei conti sono macchine a controllo numerico quindi con un po di calma e logica ci si arriva senza sforzo. In ogni caso se intendi l'Xmin nel fimware quella è la quota minima raggiungibile dall'asse una volta azzerato, e non ha nulla a che fare con la centratura del pezzo sul piatto. Giusto per sapere quale è la quota X e Y appena hai finito l'Autohome? -
Flying bear ghost 5, secondo voi hotend da cambiare?
Truck64 ha risposto a Glitch nella discussione Problemi generici o di qualità di stampa
Scusa ma un minimo di informazione: a 80° il PLA si ammobodisce tipo Camembert. La camera calda è utile per altri tipi di filamento, ma per il PLA è meglio che trovi il modo di rafferddarla... -
Dimensioni in stampa falsate.
Truck64 ha risposto a thedragonflyer nella discussione Problemi generici o di qualità di stampa
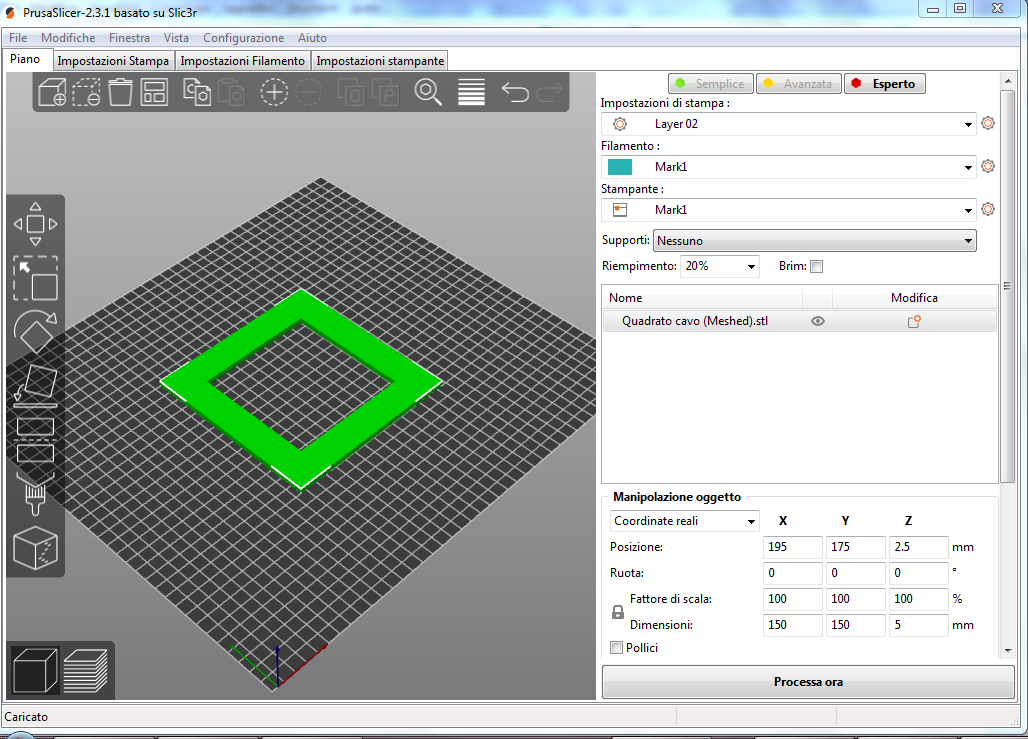
Se vuoi ma anche se lo fai senza riempimento ne faccia superiore e con 2 perimetri è uguale. E bastano 5mm di altezza, che come verifica dimensionale è più che sufficente. Se hai voglia di sbatterti puoi stampare quello che ho allegato, che ha un buco da 100x100 in mezzo cos'ì verifichi sia le dimensioni estrene, sia quelle interne Quadrato cavo (Meshed).stl
-
Estrusione ad inizio stampa.
Truck64 ha risposto a thedragonflyer nella discussione Problemi generici o di qualità di stampa
Gli estrusori da quel punto di vista sono tutti uguali a parte questo, quindi lascia perdere. Non capisco cosa ci sia di difficile nello staccare il filamento colato con una pinzetta prima di avviare la stampa (tra l'altro non hai detto quale stampante hai). Comunque se le soluzioni "caserecce" non ti piacciono puoi optare per aggiungere una vaschetta di spurgo con relativo "labbro", tipo questa. Poi se vuoi soluzioni più complesse c'è l'imbarazzo della scelta in rete: https://youtu.be/ZE_bcvk7nH4 https://hackaday.com/2021/05/18/toolchanging-printers-get-a-nozzle-hanky-like-no-other/ Quello l'ho messo anch'io, ma di 50mm in modo che quando trovo la macchina che ha finito, normalmente fredda, non mi serve scaldarla per tirare via il filamento e riporlo nella busta con i sali. Basta aggiungere un: G91 G1 E-9 F2000 G90 Prima dell' M104 S0 che spegne l'estrusore. Però è meglio se posti l'end-gcode che hai ora che ci si da un occhiata prima di fare malanni. -
Dimensioni in stampa falsate.
Truck64 ha risposto a thedragonflyer nella discussione Problemi generici o di qualità di stampa
Come ti hanno detto è un problema comune, ma può dipendere anche da come generi l'stl. Siccome è fatto di facce piane i fori più sono piccoli più tende a stringerli. 2 decimi sul diametro dei fori è una cosa normale, una passata con una punta è hai risolto. Rigurdo all'oggetto di calibrazione dimensionale mi associo all'ottimo suggerimento di @muffo e @Bananafell3r : se usi un cubo stampato come campione almeno che sia il 50..60% della corsa totale degli assi. -
Cosa ne fate della vecchia stampante?
Truck64 ha risposto a Tanbruk nella discussione La mia prima stampante 3D
In realtà per la sula struttura è una delle poche stampanti che si adatta a molti ruoli, anche a incidere circuiti stampati: https://www.youtube.com/watch?v=MIwz5nM_NlU -
Flusso canalizzatore (hotend multicolore)
Truck64 ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
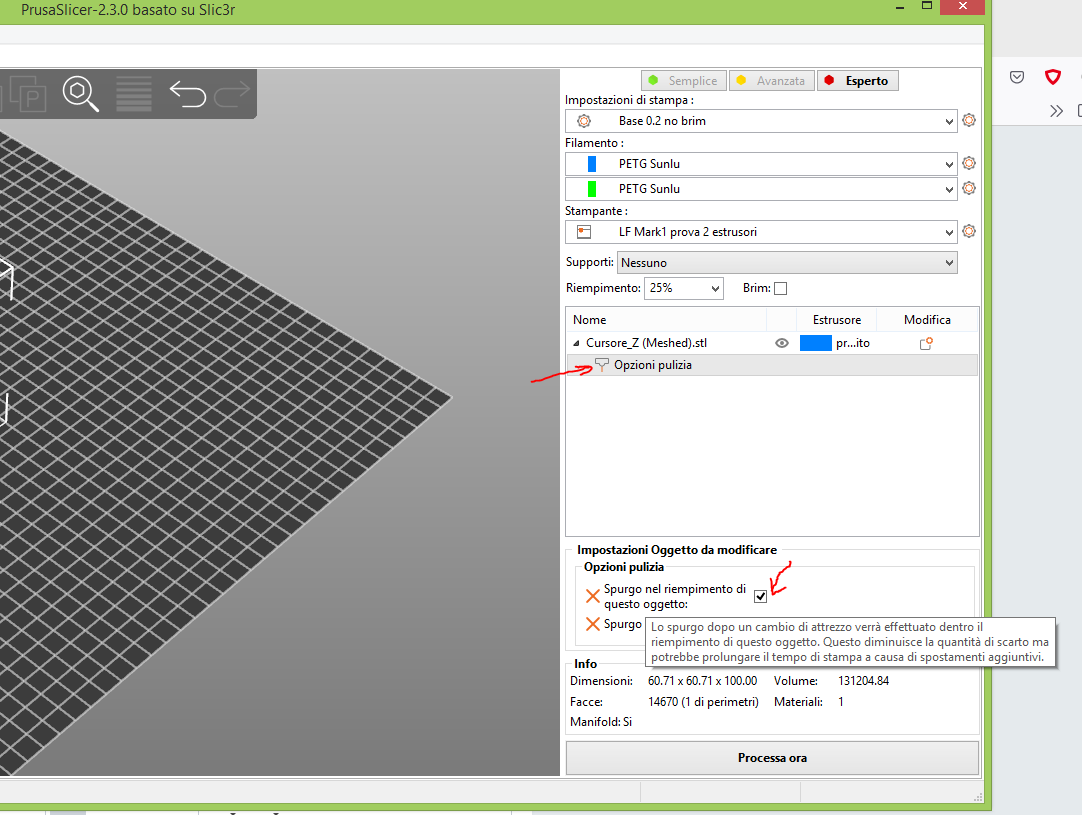
Mai usata, quindi non ti sodire come si comporta, ma l'opzione è questa: Vedi le note sul sito Prusa, cerca Wipe to infill. Secondo me però, visto che hai spazio attorno al piatto, ti converrebbe agguingere un raccoglitore per lo spurgo da fare in aria libera, qualcosa tipo questo. Poi dipende quanto multicolore fai, nel senso che che già se stampi 3..4 di quei pupazzetti in una volta la quantità di filemnto buttato in rapporto al peso degli oggetti si riduce drasticamente, quindi non ha senso fare modifiche.
-
Problemi di stampa anycubic 4max pro
Truck64 ha risposto a deddy nella discussione Problemi generici o di qualità di stampa
OK, comunque quel nozle mezzo fuori dal blocco di ricaldamento non va certo bene. E se non sbaglio il blocco di riscaldamento tocca anche sul corpo alettato, cosa che potrebbe speigare la perdita di calore. Dai una letta a questa guida del buon @Killrob e sistema quel nozle, magari si mette apposto anche la temperatura. -
Problemi di stampa anycubic 4max pro
Truck64 ha risposto a deddy nella discussione Problemi generici o di qualità di stampa
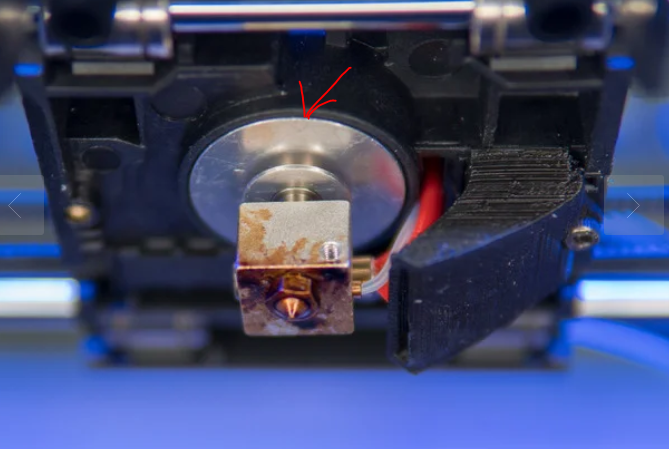
Per curiosità ho ravanato un po in rete a capire come è fatta la tua stampate. Da quello che ho capito la ventola che hai indicato nella foto sopra è quella che raffredda la gola e dovrebbe partire a bomba senza interferire con l'hotend. Il discorso è che nella parte inferiore le alette devono far tenuta sulla plastica in modo che l'aria sfoghi di lato e non verso il basso. Secondo mè sul bordo dove ho indicato hai uno spazio. Puoi postare una foto della tua stampante?
-
Vite con passo americano.
Truck64 ha risposto a thedragonflyer nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Scusa ma 7/8 di pollice sono 22,225mm, quindi è ovvio che diventa più grande anche se di poco. Dai un occiata a questa tabella, poi se dici che fusion sbaglia a crere il modello puoi sempre estrudere un triangolo lungo un percorso a spirale, con le dimensioni che vuoi tu e sottrarlo al tuo cilindro. -
Geeetech Prusa i3 Pro B problema estrusore e piatto
Truck64 ha risposto a Ale93_ nella discussione La mia prima stampante 3D
si, senza offesa. A macchina accesa l'extra peso è inifluente, a motori spenti bilanciare il peso con una molla sarebbe un impresa impossibile. Avrebbe più senso mettere un contrappeso. Fossi in te ci piazzerei un paio di pulegge in cima alle viti per sincronizzale con una cinghia, ma anche questo non è un intervento semplice. Fai prima quando hai livellato a farti dei segni sul telaio e sui giunti dei motori in modo da mettere gli assi in fase prima di fare home. -
Heat Set Inserts e stampante a resina UV.
Truck64 ha risposto a Federico Massimi nella discussione Problemi generici o di qualità di stampa
Ho provato qualcuno di quelli del link di @Federico Massimi nel PLA e non mi convincono. Mi sono arrivati questi e li provo nel PETG questo w.e. Magari @muffo ci può raccontare la sua esperenza visto che i pezzi della V0 si montano con quegli inserti. -
Heat Set Inserts e stampante a resina UV.
Truck64 ha risposto a Federico Massimi nella discussione Problemi generici o di qualità di stampa
Fermo restando che sono d'accordo con te sul fermare la stampa per inserire dei dadi, mi pare che il link iniziale tratti proprio dell'inserimento a cado delle sedi filettate a fine stampa FDM. Su quanto poi tengano a strappo parliamone.... C'è da dire che predisporre la sede per un dado in fase di disegno può essere problematico, predisporre il foro per questi inserti è molto più facile. Riguardo a fissarli nella resina non mi pare possa funzionare con il saldatore, ma non ho mai provato quindi non so. -
Ciao @tropi77, non è una domanda stupida, anche se è ricorrente. Quello che manca al solito sone le informazioni riguardo al tuo caso, perchè ognuno quì ha macchine, filamento, slicer e impostazioni di stamapa diverse, quindi per risponderti ci serve sapere su che cosa lavori tu. Comunque immagino tu usi Cura come slicer. Se è così una delle differenze sostanziali tra le impostazioni di stampa base è altezza layer e velocità di stampa e andando più piano è possibile che un eccesso di flusso o una ritrazione non correttamente regolata renda più evidente quell'effetto. Comuque prima di tutto facci sapere con cosa stampi, e un immagine del problema è sempre d'aiuto.
-
firmware upgrade Ghost 5 si blocca (RISOLTO)
Truck64 ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
Mi sembrava di averlo visto "sul tubo", e infatti.. giusto 2 anni fa. Bella realizzazione. -
Problemi ender3
Truck64 ha risposto a AirsoftAngelo82 nella discussione Problemi generici o di qualità di stampa
Casuale vuol dire che ti ritrovi dei bozzi ovunque. Sconsigliato. Di solito si fa mettere su di uno spigolo, che si vede meno e al limite si sistema con due colpi di lima. Io conocso bene solo PrusaSlic3r, Cura lo sto imparando ma vedo che la maggior parte della gente quì lo usa. Quindi non ti saprei consigliare, se ti serve il supporto del Forum contina con Cura. -
Problemi ender3
Truck64 ha risposto a AirsoftAngelo82 nella discussione Problemi generici o di qualità di stampa
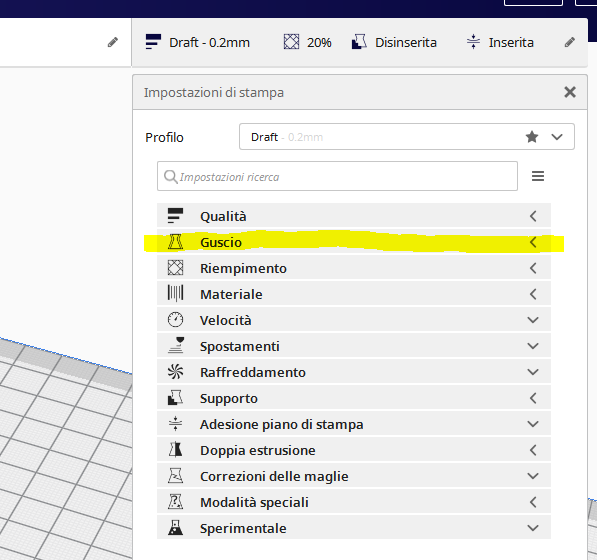
Cura non lo conosco ancora ma come minimo dovresti verfificare nella sezione Guscio delle impostazioni cosa hai nei parametri di cucitura
-
Problemi ender3
Truck64 ha risposto a AirsoftAngelo82 nella discussione Problemi generici o di qualità di stampa
Sembra la "cucitura", cioè il punto dove l'estrusore finisce il perimetro esterno. Non si pùò evitare, ma si può minimizzare e/o nascondere. Che slicer usi? -
Stampare molti pezzi con Petg
Truck64 ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
Ci dovrebbe essere ma da quello che leggo non è la stessa per tutti e per tutte le macchine. Io mi sono fatto l'idea che per evitare "sbrodolamenti" o filature mi serviva qualcosa tipo il controllo piezzoelettrico sulle stampanti inkjet. Quindi ritrazione violenta (3,5mm a 50mm/s accellerazione 1500 o oltre) e passaggio rapido da un pezzo all'altro (200mm/s, accellerazione 3000, niente Z-hop). Unito alle strategie di trasferimento dello slicer, temperatura hotend tenuta bassa e gola allmetal con poco gioco sul filamento io i fili li trovo raramente nei fori più piccoli dei pezzi, quasi mai tra un pezzo e l'altro. Ne ho stampati ieri 12 in una volta, rettangoli circa 15x20mm + 4 molle a spirale. Solo un paio di fili tra le spirali delle molle. Per i grumi qualcosa c'è ancora, ci sto lavorando. Probabilmente dovrei cambiare tipo di nozle quello che ho trascina un po il materiale. Poi vuol dire tanto il filamento. Per esempio con il Pla Geetech faceva peggio che con il Petg Sunlu o Azurefilm. -
Attenzione non ti ho detto che non funziona. E' solo che l'accoppiamento primario (motore/primo ingranaggio) e anche l'allinemento degli alberi delle due ruote godronate deve rasentare la perfezione per evitare di disperdere la poca coppia del motore. Perchè magari lo monti e gira bene a vuoto, ma come carichi la leva si inkioda tutto. Varrebbe la pena forse far stampare quella parte SLS e magari fargli dare una retificata alle sedi dei cuscinetti e al centraggio del motore con una CNC (sto pensando anch'io ad alta voce). non è che ci siano grandi possibilità viste le dimensioni. Il consiglio di @Eddy72 è sicuramenta da seguire per spuntare un po più di coppia anche se casomai perdi in risoluzione, non certo in velocità. Ci sono progetti di mini estrusori a vite senza fine che forse sono più flessibili e montano minimotori, ma non ne ho ancora visto uno funzionare. Non so, le macchine estreme creano grossi grattacapi anche se sono piccole. Sto pensando anch'io a un direct leggero ma quasi sicuramente prendo un Orbiter fatto e finito. Per lo meno il kit del riduttore. Tutta roba probabilmente troppo pesante per una V0.
-
I "pancake" nascono per applicazioni critiche dal punto di vista ingombri, ma data la dimensione della flangia (Nema 17) quello che riduci in lunghezza del corpo motore lo perdi in coppia. Il problema è che a quel livello di miniaturizzazione basta veramente poco per mangiarsi tutta la coppia del motore in resistenze tra ingranaggi e allineamenti degli alberi approssimativi. Concordo, ma visto che hai già fatto i pezzi una prova puoi anche farla. Ti vada male l'estrusore lo usi comunque anche bowden, il motore ci fai un fermacarte...
-
Riscaldamento del piatto lento..
Truck64 ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Non "alimentatore" ma trasformatore: Giusto per gradire, qualcosa come questo, o almeno come questo. Se ti interessa un progetto vetusto ma comunque interessante leggiti questo post.
-
Riscaldamento del piatto lento..
Truck64 ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Trasformatore. C'è ancora una quantità di circuiti in industra che lavorano con i buoni vecchi 24Vac. Ma in questo ambito sarebbe quasi ridicolo, tanto più che un 500VA è grande quasi come una stampante e pesa 3 volte tanto. Comunque ditemi pure che sono un po "bacchettone", ma un piatto a 230V è un ipotesi da prendere in considerazione SOLO se si sa esattamente cosa si fa. Mantenere la tensione dei cavi allegramente distribuiti su queste macchine amatoriali sotto i 50V è una regola di buon senso anche se vuol dire sezioni maggiori e connettori più impegnativi. -
CURA: pause at height
Truck64 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
G4 è il comando di pausa, dovresi avere di seguito un Pxx o un Sxx altrimenti non dovrebbe andare. In ogni caso P o S sono la lunghezza della pausa ripettivamnete in millisecondi o in secondi Battuto sul filo di lana....