Salvogi
-
Numero contenuti
1.418 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
1 Seguace

Visite recenti




Obiettivi di Salvogi
")





-
Altezza della stampa errata su Longer LK4 PRO
Salvogi ha risposto a carloa nella discussione Problemi generici o di qualità di stampa
Ti conveniva aprire un post apposito. Per esperienza personale gli intasamenti possono dipendere dalla ventola che non raffredda più bene dopo tot ore di lavoro come già suggerito da @EugenioCap, visto il prezzo irrisorio delle ventole ti conviene provare a cambiarla. Anche il nozzle potrebbe causare intasamento però la sostituzione prevede una procedura ben precisa, la sostituzione è facile ma se non utilizzi la procedura corretta rischi che la plastica fusa ti esce dalla filettatura della gola o del nozzle quindi io non l'avrei consigliato di fare a chi è alle prime armi e si ritrova a fronteggiare problemi di intasamento. -
Altezza della stampa errata su Longer LK4 PRO
Salvogi ha risposto a carloa nella discussione Problemi generici o di qualità di stampa
Non è che il piatto è troppo schiacciato contro il nozzle e lo tiene tappato per i primi 6 layer? Fai l'homing prima di calibrare il piatto? Prova a vedere questo video. Ti conviene caricare su YouTube e condividere qui sul forum un video di quello che succede da quando avvii la stampa a quando la stampante completa la stampa del primo layer del cubo. -
Domanda su Fusion 360
Salvogi ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Se parti da uno .step ottieni solidi e geometrie molto più pulite. Avendo il .step, dovresti cercare di partire da quello piuttosto che da .stl. Comunque, se proprio il .step no va, puoi provare a vedere se ci sono errori nel .stl. Ad esempio, se carichi il .stl su 3D Builder di Windows, ti dice se ci sono errori ed eventualmente te li corregge. -
Se invertendo i cavi si muove il motore inverso, allora c'è un'interruzione sullo sdoppiatore o nel cavo che porta al motore che non gira. Dovresti verificare con un tester o cambiare cavo e sdoppiatore.
-
Molte schede hanno i connettori per gli endstop con 3 pin (GND, segnale, +5V), il +5V serve per alimentare gli endstop che richiedono alimentazione (es. quelli con il LED o quelli ottici) mentre non dovrebbero essere utilizzati per collegare i microswitch normali. Il collegamento corretto, dipende anche da come è configurato Marlin, ovvero se hai attivato via software i pullup. Attenzione che se sbagli qualcosa (anche la configurazione errata tra hardware e software) potresti danneggiare la scheda madre. Se la stampante si spegne quando tocca l'endstop potresti avere collegato il microswitch tra +5V e GND e quindi provocare un cortocircuito che spegne anche la scheda madre. Normalmente i microswitch vanno collegati tra segnale e GND perché su Marlin sono attivati i pullup che indicano alla CPU di attivare una resistenza (interna alla stessa CPU) tra +5V e segnale. Inoltre i microswitch hanno 3 contatti, se tu hai microswitch normali, ovviamente devi collegare solo 2 fili scegliendo sul microswitch i contatti di tipo NO (normalmente aperti) o NC (normalmente chiusi) per come hai configurato Marlin. Di default Marlin usa NC perché è più sicuro (nel caso si interrompe il filo la scheda pensa che l'endstop sia premuto). Qui https://www.stampa3d-forum.it/forums/topic/11489-anycubic-i3-mega-problema-con-bltouch-error-probin-failed/?do=findComment&comment=88014&_rid=8243 ci dovrebbe essere il collegamento corretto.
-
curiosità tecnologia autolivellamento
Salvogi ha risposto a lever63 nella discussione Hardware e componenti
Dovrebbero essere sensori di prossimità induttivi o capacitativi. Mi sembra che quelli induttivi sono più precisi ma funzionano solo con piatti di metallo mentre quelli capacitativi funzionano con tutti i materiali. -
Carta del docente
Salvogi ha risposto a nicolaBia nella discussione Servizi di stampa 3D/ Negozi / E-commerce
Su Amazon puoi comprare solo le stampanti 3D vendute da Amazon e che hanno il bollino blu "Carta del docente" e c'è poca scelta. Puoi provare a cercare su Google "stampante 3d" "carta del docente" - Cerca con Google e trovi dei siti dove c'è più scelta. Il sito https://3digital.tech/ ha anche un'ampia scelta. Appena ne individui una che ti piace, ti consiglio chiedere un parere sul forum perché ci sono prodotti buoni e ciofeche. -
Grazie, dal video ho capito il formato del file, ora devo capire se riesco a stampare perché la stampante ha anche un problema di autolivellamento.
-
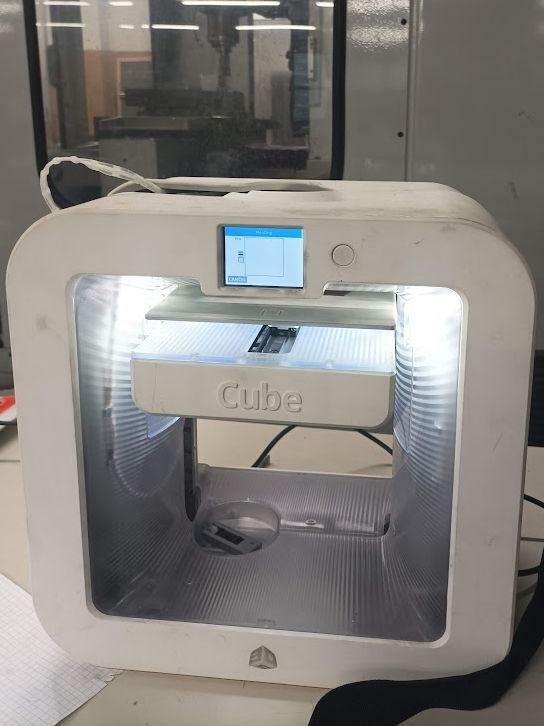
Ciao, sono alle prese con una 3D Systems Cube 3, probabilmente nel 2015 era una stampante all'avanguardia ma attualmente mi sembra una stampante obsoleta. Purtroppo per un progetto in corso sono costretto ad utilizzare questa e senza potergli apportare modifiche. Ho i seguenti problemi. Non so che formato supporta, ho provato a mettere dei file .gcode nella chiavetta e la stampante non me li legge, in realtà non legge neanche le sottocartelle, forse richiede file con estensione diversa o non riesce a leggere il filesystem della chiavetta o la stampa avviene solo via WiFi. Riesco a collegare la stampante al WiFi ma se provo ad accedere via browser mi compare una schermata che probabilmente è quella del chip WiFi della stampante, probabilmente serve un software apposito. Qualcuno mi sa indicare qual è il formato dei file supportati da questa stampante ed eventualmente se devo utilizzare uno slicer in particolare?

-
Anet a8 custom infernale
Salvogi ha risposto a mcmady nella discussione Problemi generici o di qualità di stampa
Manda una foto dell'estrusore per capire meglio la tua configurazione. Il raffreddamento dell'hotend è fondamentale ed alcune ventole mandano poca aria -
Non la conosco ma dalle informazioni disponibili su internet sembra una buona stampante, Creality è una buona marca, utilizza guide con le barre rettificate (che secondo me sono un po' migliori delle guide con le rotelle), ha una configurazione corexy ed un estrusore diretto dual gear con ruote grandi e riduttore. Ha molte soluzioni innovative (Lidar e firmware proprietario) quindi non saprei dirti per l'affidabilità, in ogni caso puoi contare sull'assistenza Creality che sembra essere una ditta seria. Le caratteristiche per poter stampare bene sembra averle ma penso che se vuoi una stampa fatta bene non puoi andare a 600 mm/s ma dovrai selezionare velocità ben più basse.
-
Cicatrici
Salvogi ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
Prova con uno Zhop che su PrusaSlicer trovi come Impostazione stampante -> Estrusore 1 -> Solleva Z mentre in Cura trovi come Settings -> Travel -> Zhop Però a me lo slicer non fa i traveling sopra i top layer quindi in automaticamente mi lascia la stampa pulita -
Raspi e schermo BTT Pi TFT50 v2.1 - Wifi e touch disabilitati
Salvogi ha risposto a dnasini nella discussione Hardware e componenti
Prova a guardare questo post che un utente ha avuto il tuo stesso problema 😂 -
Difetto in stampe a resina
Salvogi ha risposto a Sefiroths nella discussione Problemi generici o di qualità di stampa
Scusa ma ho visto solo ora, i supporti sembrano Ok, puoi provare a rinforzarli un po'. -
Io ho utilizzate queste https://it.aliexpress.com/item/32680917734.html, nel mio caso le ho montate sottosopra così occupano uno spessore di 0,2mm e il nozzle riesce a passarci sopra senza fare danno in caso di distrazioni. Comunque, per capire, quale è il modello esatto della tua stampante o che tipo di piatto hai? Ci sono anche altri modelli come queste https://it.aliexpress.com/item/1005004922767326.html basta cercare "clip letto 3D" Devi solo stare attento che le clip non vadano a danneggiare l'elemento riscaldante.