Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Vale la pena sottituire una stampante?
Truck64 ha risposto a Lorenz_Keel nella discussione Nuove idee e progetti
é sempre un aggregato di legni teneri. Ottimo ma sensibile al calore. Si quello. Una volta il rivestimento era di bachelite, ultimamente con la mania che è venuta a tutti della formaldeide non co con cosa li faciano, ma sono comuque meno sensibili a calore e fiamma del compensato. -
Vale la pena sottituire una stampante?
Truck64 ha risposto a Lorenz_Keel nella discussione Nuove idee e progetti
Per la protezione da innesco si, insultati pure. Non evita la trasmissione del calore quindi è inutile. Chiariamo il concetto: un pannello di truciolare, magari nobilitato, ha pochissime possibilità di prendere fuoco anche se a contatto diretto con la fiamma di una impianto elettrico da stampante che si incendia (posto che tutti i componenti e i cavi dovrebbero essere in materiale autoestinguente, quindi anche l'ipotesi della fiamma è remota). Sicuramente ne ha meno di tutti quegli stupendi box in PLA così di moda in rete. Se invecie si usa legno di abete, o anche solo multistrato di pioppo... Il policarbonato è un altra alternativa, da quel che vedo i pannelli che trovi in rete sono tutti di tipo autoestinguente. Ma costa sempre molto. -
Vale la pena sottituire una stampante?
Truck64 ha risposto a Lorenz_Keel nella discussione Nuove idee e progetti
Anche se non sono del tutto contrario all'uso del legno (pannelli in aggregato, mai a fibra intera) per la costruzione di una macchina ad uso amatoriale di sicuro è da evitare per il vano tecnico della parte elettrica, per bene che sia fatto il cablaggio e per buoni che siano i componenti. Se non trovi nessuno che ti può fornire/tagliare i pannelli in metallo puoi sempre arrangiarti con lastre di alluminio che trovi comodamente anche su ebay e sono comode da tagliare/sagomare. Meglio sarebbe bachelite che è anche un isolante elettrico e costa meno ma che è decisamente più difficile da lavorare. Ovvio che a occhio ti costerà comunque di più che farti tagliare i pezzi in lamiera.. -
Piatto si alza dopo il primo strato
Truck64 ha risposto a Bryan nella discussione Software di slicing, firmware e GCode
Intendi che hai il display tft al posto di quello simil "reprap full graphic". Ero convinto che anche su quel display ci fosse una schermata che indica in tempo reale le quote degli assi. Comunque non trovo nulla di strano nel gcode Riga 29= Z0.3 per lo skirt e il primo layer, riga 1289= Z0.5 per il secondo layer, 2248= Z0.7 per il terzo layer e via discorrendo. Non ho visto ne comandi per livellamento ne altro di anormale quindi dubito che il tuo problema derivi dallo slicer. Sicuro che se comandi da pannello Z in positivo il piatto scenda?
-
Piatto si alza dopo il primo strato
Truck64 ha risposto a Bryan nella discussione Software di slicing, firmware e GCode
Già questa è un anomalia. In genere la quota Z del primo layer corrisponde allo spessore del primo layer, al secondo la somma del primo + altezza layer (il primo può essere di spessore differente) ecc... 2,7mm è parecchio anomalo. Del file che mietti sulla SD. Anche su Cura ci dovrebbere essere un modo per esportarlo sul Desktop del PC. Se fai un oggetto piccolo puoi allegarlo anche tutto. Come esempio sotto ho messo i primi 3 layer di un cubo. xyzCalibration_cube.gcode -
Piatto si alza dopo il primo strato
Truck64 ha risposto a Bryan nella discussione Software di slicing, firmware e GCode
Scusa @Bryan ma sei partticolarmente criptico. Come al solito: che stampante, che slicer, quale materiale? hai fatto modifiche alla macchina? Cercando di leggere tra le righe mi sembra di capire che hai una stampante con il piano che si muove in verticale. Le misure 2.7mm e 1mm solo la quota di Z letta dal display? Visto che ci sei posta i primi 2..3 layer di un programma come esempio, magari è più semplice da capire. -
sostituzione noozle bruciato
Truck64 ha risposto a minocchio nella discussione Problemi generici o di qualità di stampa
Sono dell'idea che in preparazione alla stampa vanno usate le stesse temperature della stampa, almeno se c'è un problema te ne accorgi prima di partire. 5..10° più della temperatura corretta di estrusione può servire sul primo layer con qualche tipo di filamento per migliorare l'adesione al piano, sempre che non dia "piede" ad altri problemi. 20° è decisamente tanto. -
ABS & HIPS ...da sciogliere
Truck64 ha risposto a luca63 nella discussione La mia prima stampante 3D
Premetto che non ci ho ancora provato, ma potresti fare anche solo la superficie di interfaccia con il solubile come spigato in questa pagina Funzione che ha anche Cura (Support interface extruder) e Simplify3D -
Marblemachine
Truck64 ha risposto a giacomo1 nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Complimenti, bel lavoro. Riesci a postare un video del funzionamento? -
Difficile da dire se la ventola sia o meno adeguata in mancanza di altri dati tipo potenza o l/min. E anche con quei dati sarebbe comunque un casino. Mi puzza invecie il PETG estruso a 200°... non è che hai il termistore montato male o configurato sbagliato? Puoi provare a misurare la temperatura reale dell'hotend?
-
Filamento non esce dopo ore di stampa, stampa interrotta
Truck64 ha risposto a StenoX nella discussione Flying Bear
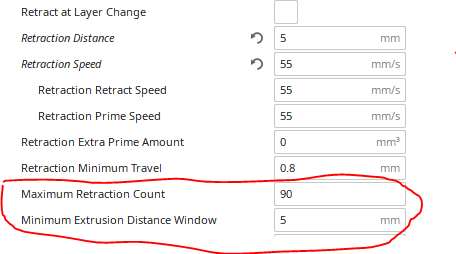
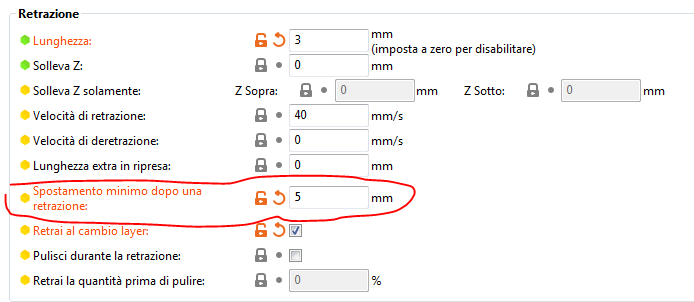
La ritrazione è infida. Serve ma va controllata bene e il comportamento varia in funzione delle gole degli estrusori e del filamento. Per esperienza va limitata al minimo la lunghezza di retrazione, cercando di evitare che la parte quasi-fusa del filamento entri troppo nella zona fredda della gola. Invecie io punto molto sull'accellerazione del motore dello spingifilo per interrompere il flusso ed evitare stringing. Poi negli slicer ci sono metodi diversi per limitare la frequenza delle ritrazioni: in Cura se non sbaglio si può impostare un massimo di ritrazioni ogni tot di filamento Io uso PrusaSlicer e li si da un minimo percorso di estrusione tra una ritrazione e l'altra.
-
Filamento non esce dopo ore di stampa, stampa interrotta
Truck64 ha risposto a StenoX nella discussione Flying Bear
Ciao @StenoX. Quoto tutto quanto detto da @Alessandro Tassinari, ma aggiungerei che l'intasamento dell estrusore può essere causato da ritrazioni troppo frequenti e/o lunghe. Visto che il pezzo è probabilmente piccolo può essere il motivo per cui uno viene fatto e una serie no. -
Se non appaiono è perchè non è correttamente configurato. Questo spiega anche perchè non funziona la taratura. Il report dei parametri (vedi M503) non è modificabile a piacimento. Dipende da come è stato configurato il fimware. Prova a controllare nuovamente la voce #define PIDTEMPBED e le righe seguenti
-
RISOLTO Dubbio su gioco eccentrici piano
Truck64 ha risposto a Teius92 nella discussione Hardware e componenti
Se è già ovalizzata la devi sostituire, ma siccome la plastica delle ruote si usura facilmente bisogna valutare di volta in volta il grado di ovalizzazione per capire se la cosa va fatta subito o tra un po di tempo. Visto che come dici non ti da problemi concordo con @mcmady di lasciarla al suo posto ma mi procurerei comunque subito un po di pezzi di ricambio, e prenderei l'abitudine di verificarne regolarmente pulizia e stato di usura. -
RISOLTO Dubbio su gioco eccentrici piano
Truck64 ha risposto a Teius92 nella discussione Hardware e componenti
Intendiamoci se le ruote ballano nel profilo è una cosa, che la struttura possa flettere quando la solleciti a mano a quel modo è anche normale. Come è comprensibile che si rompa o che vada fuori l'allineamento del piatto se forzi per staccare un pezzo stampato. -
Consiglio driver tcm2225 su arduino shield v3
Truck64 ha risposto a l0v3byte nella discussione Hardware e componenti
Scusa se mi intrometto ma è solo per puntualizzare che lavorare sul microstepping non è come cambiare la risoluzione fisica del motore o della vite. Puoi contare forse sul fatto che un motore passo-passo tenga la posizione di 1/2 passo, anche 1/4 ma tanto oltre non c'è da farci affidamento, specie se l'asse che deve muovere va sotto sforzo. Insomma, stiamo pur sempre parlando di un polo magnetico in bilico tra i due elettromagneti.... Ti suggerisco di pensare più all'1/8 che tanto il drive con l'interpolazione interna si arrangia ad evitare vibrazioni, e almeno fai respirare l'arduino. E credimi che anche tenere 5micro, alias mezzo centesimo, di risoluzione per una fresa a livello amatoriale è tanta roba. -
RISOLTO Dubbio su gioco eccentrici piano
Truck64 ha risposto a Teius92 nella discussione Hardware e componenti
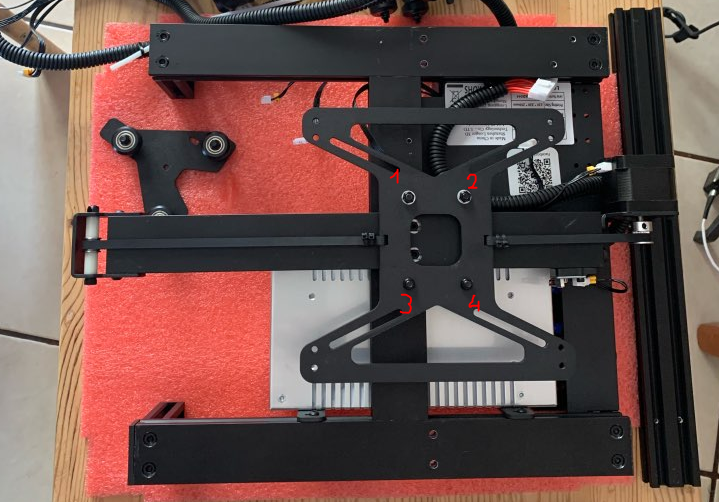
Quella è una foto che ho trovato in rete. Ci sono stampanti anche con 3 ruote in fila per parte lungo Y (che è una boiata dal punto di vista di progettazione) ma non mi sembra il tuo caso. Meglio che posti un immagine della tua, anche per competezza del forum. Si. Non è una regolazione banale, va fatta con pazienza che anche se le ruote sono strette troppo sui profili si fa danno. -
RISOLTO Dubbio su gioco eccentrici piano
Truck64 ha risposto a Teius92 nella discussione Hardware e componenti
Meglio perchè ho dato un occhiata in rete alle foto della stampante e come la maggior parte di quelle che le assomigliano dovrebbe avere solo 4 ruote per l'asse Y di cui solo la 1 e la 2 regolabili.
-
RISOLTO Dubbio su gioco eccentrici piano
Truck64 ha risposto a Teius92 nella discussione Hardware e componenti
Se stai parlando di V-Slot ovviamente il carrello va vincolato un tutte le direzioni. Non è solo una questionei peso sbilanciato, il problema ti sporrebbe soprattutto durante l'accellerazione dell'asse Y, specie se il modello è alto. Ps. E' vero che siamo dotati di immaginazione ma una foto del particolare o almeno indicare di quale stampante si parla non guasterebbe. -
Ecco appunto: mi risutava che una volta configurato marlin come scara gli assi non potessi muoverli come giunti singoli ma solo in combinazione lungo X o Y, esattamente come per la cinematica Delta o CoreXY. Cavolo mi fai venir voglia di fare l'eseprimento, non ne avessi già abbastanza in cantiere! 🤪
-
In realtà la trasformata inversa è molto meno onerosa a livello matematico di quella per le Delta, che girano discretamente anche con 8bit. Probabile che ci siano ancora bug da sistemare visto che non mi sembra così tanto usato.
-
Complimenti, soprattutto per perseveranza e intraprendenza. Unica cosa che non ho capito: usi sempre il convertitore in Phiton o dopo tutti gli affinamenti sei riuscito a far girare Marlin come dovrebbe?
-
sostituzione noozle bruciato
Truck64 ha risposto a minocchio nella discussione Problemi generici o di qualità di stampa
Prima di tutto non tutti i sensori delle stampanti amatoriali rispondono allo stesso modo. Quindi a parte l'indicazione del produttore del filamento è sempre necessrio fare una verifica di quale sia la temperatura corretta sulla propria stampante per lavorare con un dato filamento. Quindi la temperatura giusta la ottieni dopo aver fatto prove tipo la temptower. Personalmente non mi costa nessuno sforzo riporre il filamento nel contenitore con i sali quando non penso di usare la macchina il giorno dopo, e almeno non mi devo preoccupare tanto dell'umidità. Comunque nell'endgcode ho una ritrazione di 50mm che mi libera il filamento dalla meltzone ad ogni fine stampa, evitando rigonfiamentoi e rogne varie. Vedi tu. -
In genere tutti quelli che contengono particelle di altri componenti, tipo filamento wood, filamento caricato in carbonio ecc. Proprio la presenza di corpuscoli inglobati nella plastica fanno effetto carta vetrata, quindi il bronzo di cui sono fatti gli ugelli si consuma molto più velocemente. Per quel tipo di filamento si suggerisce di usare ugelli in acciaio, o al limite in rubino.... L'MK6 manca anche a me. MK8 è il tipo di estrusore della CR10 o della Ender 3, se non sbaglio. Questo: Immagino che l'altro che hai sentito sia il V6 che è questo: Di tipi di estrusori ce ne sono un infinità, quindi è importente sapere quale è quello della propria stampante per eventualmente recuperare i pezzi compatibili.
-
LONGER LK4 PRO Problemi di stampa
Truck64 ha risposto a Gianluca2021 nella discussione Problemi generici o di qualità di stampa
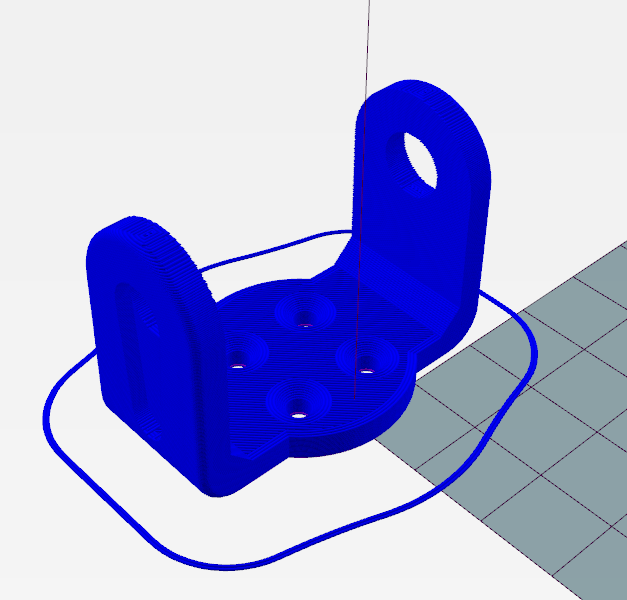
Se intendi che tutti quei filamenti non ci dovrebbero essere è tutta roba che il nozle si porta dietro passando da una parte all'altra del modello. Come dice @Killrob la retrazione è da controllare, vedi quì. Aggiungerei però che devi prima verificare di avere la temperatura giusta, che se è troppo alta ti amplifica il problema. Come sempre per tutti quelli che chiedono aiuto sarebbe utile specificare almeno che cosa stampi (PLA, PETG, ecc.).