Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-
Buongiorno @Nicche05. Ho trovato molto poco sulla tua stampante, se ti può essere utile in questa pagina trovi diverse informazioni, sempre che siano attendibili, riguardo alla scheda. Personalmente però ti sconsiglio di apportare modifiche all'hardware originale quando non previsti da lcostruttore. Se proprio non resisti al prurito di modificare è meglio che ti costruisci una stampante da zero, con hardware e firmware più "standard".
-
Da una veloce ricerca penso che il problema sia che la stampante non usa Marlin, ma un firmware proprietario. La cosa è indicata tra l'altro nella nota descrittiva dell'esempio di Marlin 2.0.9, dove si dice che la stampante è analoga alla Anet ET4 (e che aggiornarla è un incubo). Quindi è probabile che il supporto ad M503 non sia presente, come nella sorella Anet per la quale è stato introdotto dal firmware 1.1.7. Però puoi comunque intervenire sul flusso regolando l'extrusion multiplier nel profilo di Cura, quindi puoi risolvere in qualche modo eseguendo tutti gli altri test per la regolazione del fluso senza mettere mano ai settaggi di firmware della stampante. E tieni presente che il cambio di pigmento nel PLA puo influire sulla temperatura di fusione quindi potresti essere semplicemente troppo freddo anche se è la stessa temperatura che con il bianco, per esempio, stampa bene. Ps. mi sono riletto la discussione, parli di "filamento SUNLU", ma è PLA o qualcos'altro?
-

Problema di stampa "valore T0 non esiste"
Truck64 ha risposto a PopiTech nella discussione Software di slicing, firmware e GCode
Già, molto curioso. Puoi postare il link ad un oggetto che ti si stampa bene? -
Hotend non arriva alla temperatura indicata
Truck64 ha risposto a Tanbruk nella discussione Hardware e componenti
La maggior parte degli utilizatori di stampanti 3D non ha mai verificato la corrispondenza tra temperatura indicata dalla macchina temperatura reale, ma permettimi di dire che anche il più quotato dei pirometri non è adatto a misurare la temperatura di un oggetto metallico piccolo e magari lucido, specie se ha una temperatura tanto diversa dagli oggetti che lo circondano. Se poi è "cinesissimo" come dici tu.... La verifica dell'hotend va fatta con sonda a contatto, preferibilmente con un sensore che si possa avvitare al blocchetto metallico. Detto questo la maggior parte dei termistori perde di precisione nella zona alta della curva e ci sono molti altri fattori che possono influire sulla misura (contatto tra termistore e heatblock, connettori, regolatore DC della scheda) e differenze anche di decine di gradi tra la misura letta e quella reale sono purtroppo molto comuni. Non devi far nulla a livello di firmware, a meno che tu non cambi il tipo di sensore, ma una verifica dello stato del sensore sull'hotend mi sembra d'obbligo. E ne prendernei un'altro anche solo da tenere come scorta, ma attenzione a che sia lo stesso tipo di sensore che monti ora. -
Anycubic Chiron rotta subito -_-
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
Mi permetto di darti un consiglio per esperienza personale: a quest'ora della notte evita di fare lavori tecnici, troppo facile far danni. Dormici su e fai tutto domani con calma.😉 -
Problema di stampa "valore T0 non esiste"
Truck64 ha risposto a PopiTech nella discussione Software di slicing, firmware e GCode
Relativamente al tuo problema hai verificato che il profilo in OctoPrint preveda lo stesso numero di estrusori del profilo di Cura? Ho letto sul forum di OctoPrint che il messagio può essere causato da una discrepanza in tal sendo e che può capitare che i settaggi multiestrusore in Octo si resettino da soli... -
Elegoo Mars stampa pezzi tagliati
Truck64 ha risposto a dadox nella discussione Problemi generici o di qualità di stampa
Ti quoto la soluzione per disspare il calore dei led, mai sottovalutarlo in un modello così. L'effetto visivo da illuminato è molto bello, complimenti. Attendiamo la prossima puntata. ☺️ -
Anycubic Chiron rotta subito -_-
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
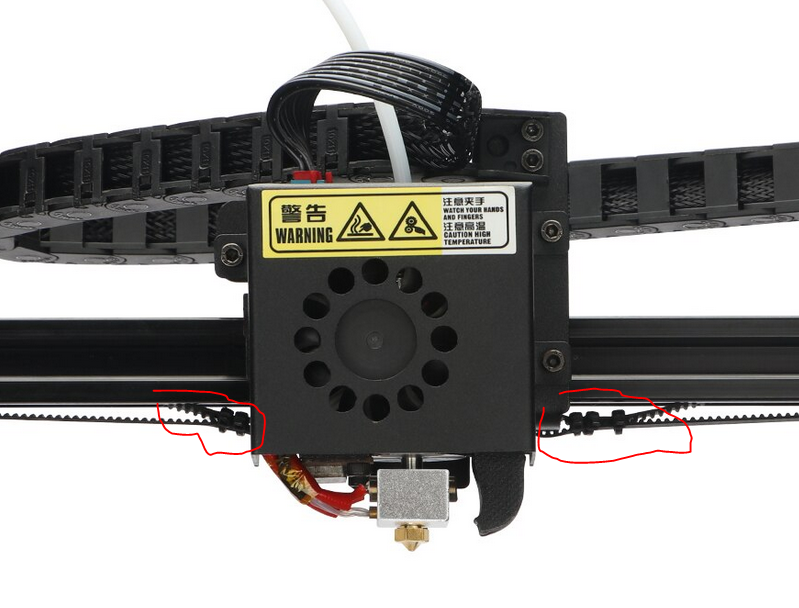
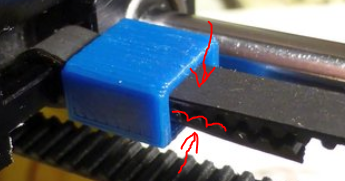
E' una domanda banale per chi lo sa fare, è giusto chiederlo per chi si approccia ora alle macchine automatiche, quindi non ti preoccupare. Comunque condivido il giudizio che la soluzione della Chiron è paricolarmente fatta male ma la maggior parte delle stampanti "economiche" sono fatte così: Se avessi un altra stampante a disposizione potresti stampare un semplice anello per chiudere il capo, tipo questo, o questo. In mancanza va benissimo un doppio giro di fil di ferro, anche preso da una clip. L'importante è che deve stringere i denti delle due facce l'uno contro l'altro, e non lateralmente: Comunque per quanto sia stata danneggiata è strano che si sia rotta. Verifica che il carrello dell'estrusore si muova liberamente e che la cinghia non si trascini contro qualche spigolo No, le cignie che trasformano il moto rotativo del motore in moto rettilineo terminano ai due lati del cursore.
-
PROBLEMI CON CREAZIONE FIRMWARE PER COREXY CON SKR 1.3
Truck64 ha risposto a Peppone nella discussione Software di slicing, firmware e GCode
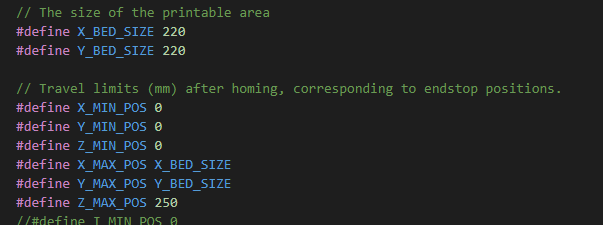
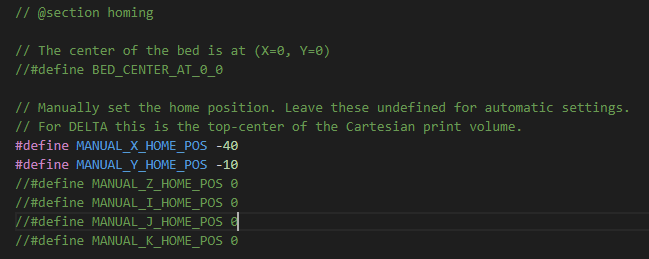
Prima di tutto BED_CENTER_AT_0_0 è una variabile bulenana (VERO, FALSO). Serve a eseguire alcune variazioni sui calcoli nel modulo Conditionals_post.h e se non sbaglio è interessante solo se per le cinematiche Delta altrimenti cambia poco. Se gli cambi nome il compilatore non la riconosce e non ci fa niente mentre per attribuire dei valori alle variabili li devi specficare dopo il nome della variabile con uno spazio e non è questo il caso. Mi sembra molto strano. Visti i tuoi settaggi la macchina dopo aver "clickato" il finecorsa, in X prende la quota -38, in Y -6 e fino a quel punto ti deve consentire di muoverti da pannello (sono sicuro per quelli LCD standard, sul TFT non ci metto le mani sul fuoco). Se a fine home l'asse segna 0 hai certamente un offset memorizzato in EEPROM. Dai un M503 e leggi i valori relativi a M206 -
PROBLEMI CON CREAZIONE FIRMWARE PER COREXY CON SKR 1.3
Truck64 ha risposto a Peppone nella discussione Software di slicing, firmware e GCode
Specialmente il secondo video mi da l'idea che la stampante "creda" di essere in centro piatto quando va a fare il tasteggio in Z. Potresti avere un problema di limiti assi, quota azzeramento e di offset, quest'ultimo mantenuto in EEPROM e che viene resettato solo esplicitamente. Tanto per cominciare dovresti provare a fare lo zero singolarmente per X e Y poi, sempre da pannello, verificare quale quota abbia l'asse a fine azzeramento, se da quella posizione lo puoi muovere in verso negativo (non dovresti poter farlo) e quanto puoi andare in positivo. Già che ci sei potresti postare i valori che hai inpostato per i limiti assi: e per l'home:
-
la stampante si "blocca" per qualche secondo...
Truck64 ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
Io darei an che un occhiata ai parametri di ritrazione, specialmente a velocità e accellerazione -
materiale supporto subwoofer da installare in auto
Truck64 ha risposto a Gianlux nella discussione Materiali di stampa
Tutti i filamenti sciogliendosi producono sostanze nocive, non è che PLA o PETG sono sicuri perchè non puzzano. Se hai un locale areato il pericolo è relativamente baso con tutti i filamenti, altrimenti stare vicino alla stampante che lavora è comunque potenzialmente pericoloso. Detto questo, e avendo fatto qualche impianto cattivo da giovane ti dico che sub e stampa 3D potrebero non andare molto d'accordo. Le vibrazioni continue è facile che inneschino una deleminazione catastrofica dei pezzi quindi occhio a come li progetti e li stampi. -
Livellamento stampante
Truck64 ha risposto a Nicche05 nella discussione Software di slicing, firmware e GCode
Ti manca perchè la tua stampante nasce con il sensore di livellamento, e avere entrambi può essere superfluo. Potrebbe essere che il sensore non funzioni, sia cablato male o più probabilmente che sia regolata la sensibilità troppo bassa. La tua stampante non la conosco ma se guardi questo video è abbastanza chiaro come va regolato il sensore, e immagino che ci siano delle istruzioni in merito. Un consiglio: prima di avviare la procedura sposta la testina in centro piatto, abbassa fino a sfiorare il piatto con il nozle (se non hai niente di meglio usa un foglio di carta per vedere il livello) e assicurati che la luce sul sensore si accenda, altrimenti è matematico che l'estrusore andrà ad impattare sul piatto nei movimenti in Z. e BUON NATALE. -
Stai parlando di ABL ed è una funzione che Marlin ha da molto tempo. Ci sono diverse varianti ma lo scopo è propio quello di campionare l'altezza del piatto e compensarne la planarita. Può essere fatto come funzione esterna alla stampa, memorizzandolo e salvando la mesh di compensazione, o all'inizio di ogni stampa. Da quello che so questa è la procedura di calibrazione del piatto per la Chiron. Non è altro che l'esecuzione di un G29. Con le dovute modifiche di firmware e l'istallazione di un sensore retrattile lo puoi far fare nello start-gcode di ogni stampa. Lo scoglio è solo conoscere bene l'hardware della macchina e le opportune modifiche da fare al firmware. E la Chiron non è tra le macchine più semplici da modificare.
-
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Truck64 ha risposto a l0v3byte nella discussione Nuove idee e progetti
Mi pare che esuli dalle regole del Forum fare attività di promozione personale o commerciale. Si ma praticamente compri il kit e lo riduci o ti fai tutti pezzi da zero? -
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Truck64 ha risposto a l0v3byte nella discussione Nuove idee e progetti
Alluminio da 6mm + struttura di 20x20 avvitata sotto. Una volta montato e fissato lo porto in reparto CNC e gli faccio dare una passata di fresa a tempo perso e con il benestare del Capo (sul lavoro facciamo macchine industriali). Poi lo passo comunque con la carta abrasiva prima di mettere su la superficie di adesione. -
decidere dove inserire i supporti
Truck64 ha risposto a Pinux nella discussione Software di slicing, firmware e GCode
Cura ha diversi tipi di modificatori da gestire in fase di preparazione. Uno è specifico per i supporti, dai una letta a questa pagina. -
No e per evitare il problema ho messo una guida rigida (tubo corrugato) solidale con l'attacco dell'estrusore per mantenre in linea il PTFE con la gola. Riguardo alla ritrazione se il filamento ti salisse fino al tubetto sarebbe decisemante un movimento esagerato. Io non vado mai oltre i 4mm di ritrazione perchè di più non serve e perchè altrimenti il materiale caldo che arriva oltre l'heat break intasa la gola. Quindi di come è tagliato il tubetto non è che mi importi molto.
-
Nel senso per esperienza è più probabile che un filamento si deformi permanentemente torcendolo piuttosto che coprimendolo, ed è quello che mi sembra di vedere dall'immagine. Poi tutto può essere. Comunque io ho una gola allmetal fin dall'inizio e cose così non mi sono mai successe. E' vero che normalmente fanno più resistenza di quelle con il PTFE fino al nozle, ma francamente mi sebra eccessivo. Tanto per chiedere: ora hai il tubo che entra pochi millimetri dopo il raccordo, non è che durante i movimenti ti si piega malamete? Perchè quello potrebbe spiegare di più comportamento che hai.
-
Dai riflessi dei segni lasciati dalla ruota godronata sembra che il filamento venga ritorto...
-
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
La speranza è l'ultima a morire, continuo a dirmelo anch'io ma quando arrivo a casa la sera di riaccendere il PC non ne ho proprio voglia... -
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
Si chiama stringing, difetto normale legato ai parametri di stampa, principalmente temperatura e ritrazione, e al tipo di materiale. Si può ridurre al minimo ma una ricetta univoca per eliminarlo non esiste. Non dovrebbe essere troppo grave con il PLA quindi non ci perderei il snno visto che sono filetti che vengono via anche solo con un colpo di unghia. Ci sono difetti di stampa che meritano molta più attezione. -
Area di stampa Ender 3 PRO e Cura
Truck64 ha risposto a Carsco nella discussione Hardware e componenti
Googolando mi sebra di aver capito che i limiti sono legati a un settaggio specifico di Cura legato al tipo di macchina. Potrei sbagliarmi ma da quanto letto indicando che la macchina è una Ender 3 Pro lo slicer si carica già dei valori di base e immagino che comprendano la zona di rispetto delle mollette. Prova a leggere qui o dare un occhiata a questo video. Se poi ci sia un modo più semplice di disattivare quaste impostazioni non te lo saprei dire. -
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
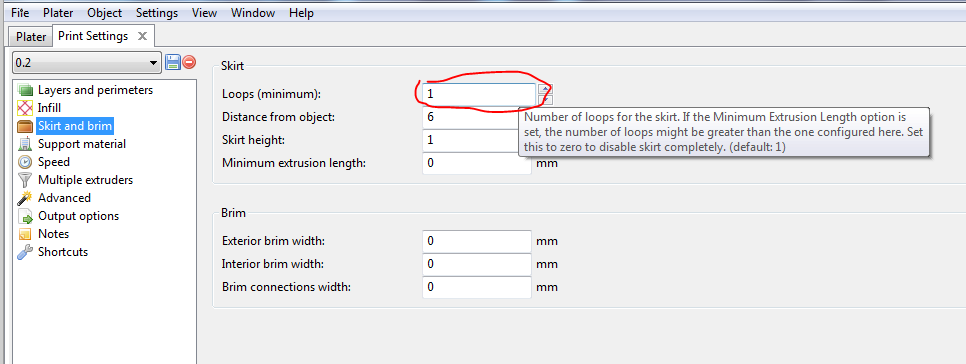
Si, è lo skirt, serve a preparare il nozle in pressione prima dell'inizio stampa: E' comodo farlo genereare in automatico allo slicer, ma spesso se non si attacca subito al piano può finire nell'area del modello e fare casini. Se lo vuoi disattivare metti anche il numero giri a 0. Può essere più utile fare una sola linea sul bordo esterno come fa Cura, ma a quel punto lo devi inserire fisso nello Start G-code.
-
Repetier Host - Cambiare temperatura durante la stampa e Brim sempre presente
Truck64 ha risposto a fablav nella discussione Problemi generici o di qualità di stampa
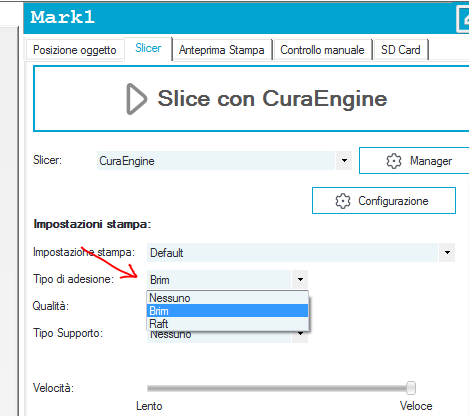
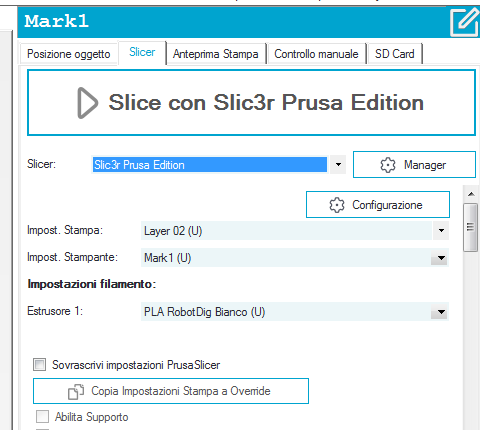
Questo. Ho provato con Slic3r), di cui non conosco i settaggi da impostare, ed in effetti non esce il brim, non capisco. Con Cura Engine Brim o Raft li imposti da profilo ma li attivi direttamente dal pannello di comando: Ho cominciato anch'io con Cura Engine ma mi sono rapidamente reso conto dei suoi limiti, così ho integrato PrusaSlicer e oramai Repetier lo uso solo con quel motore: Però lo uso esclusivamente perchè le stampe sotto all'ora di lavoro le lancio direttamente da PC. Se tu stampi solo da SD tanto vale che passi direttemente ad un altro slicer come suggerito da @Killrob. Attualmente una CoreXY che mi sono disegnato e costruito. Durante la pausa Natalizia dovrei accendere la seconda Si, l'ordine dei comandi è giusto. Francamente però 70° mi sembrano tanti per un PLA anche se plus, e comunque tutti gli slicer citati in precedenza ti permettono di impostare il cabio temperatura da profilo senza perdere tanto tempo o rischiare di menttere per sbaglio un carattere di troppo che ti incasina la stampa. Ti consiglio di investire un po di tempo a impararne un altro. Se decidi il forum è pieno di utenti Cura, metre per PrusaSlicer qualche dritta te la posso dare io.