FoNzY
-
Numero contenuti
6.717 -
Iscritto
-
Ultima visita
-
Giorni Vinti
484















Obiettivi di FoNzY
")
Grand Master (14/14)
-
 Rare
Rare
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
Badge recenti
5,6k
Reputazione Forum
73
Risposte alla community
-

Thermal Runaway system stopped!: Heater_ID: Bed - Artillery Genius
FoNzY ha risposto a ValerioBI nella discussione Hardware e componenti
non il file il problema ma il piano della stampante, per qualche ragione non sale di temperatura come la stampante si aspetta e quindi va in errore... Prova a fare un pid autotune del bed...- 4 risposte
-
- 2
-

-
- artillery genius
- thermal runaway system stopped
- (and 1 più)
-
di queste conosco bene solo la k1c. praticamente costa la meta' della x1c ed è tanta roba per il prezzo, sicuramente è la contendente al titolo di regina con la x1c e potresti farci un pensiero concreto. se vuoi risparmiare è sicuramente la migliore alternativa, se il budget non è un problema vai all-in con la x1c
-
non so' quanto possa essere utile il libro, 26 euro non son pochi ma sicuramente male non ti fa'... è sicuramente la regina incontrastata delle stampanti hobbystiche, se il budget copre l'acquisto vai di bambulab senza pensarci troppo. Non sono fan di prusa ma anche per chi lo è ammetterebbe che la x1c è sicuramente piu' completa. con la x1c il software da imprare è il cad, la parte della stampa è praticamente perfetta di suo, con altre stampanti gli sclier di 3ze parti richiedono una conoscenza dello slicer almeno discreta ma con bambulab questa conoscenza non serve, è praticamente una stampante plug&play
-
e non puoi usare gli stessi parametri? per poi modificare dove serve?
-
difficile trovare il profilo di un altro che funziona per te. io partirei dallo stesso profilo dello 0,4, non credo che dovrai modificare piu' di tanto il profilo.
-
Non capisco perchè...
FoNzY ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
ma tu lo sai che son talmente rimbabito che credevo di avertelo scritto in privato il messaggio sopra... -
Il motore passo-passo è intermittente e irregolare.
FoNzY ha risposto a Katrina nella discussione Incisione e taglio laser
hai un driver da 400 euro oppure ho fatto casino io con il nome? se hai il driver della gecko, come mai hai scelto questo driver? cosa vuoi realizzare?...è solo per capire meglio la tua situazione che al momento mi lascia perplesso... si ferma o si spegne? se si spegne non gli dai abbastanza potenza...se si ferma è un altro discorso...il link non funziona.ha un encoder? è uno stepper o un servo? quanti volt gli dai? quanti watt ha l'alimentatore? è questa la parte che mi lascia perplesso...140 pollici è una velocita' di spostamento lineare e non direttamente legata ai giri motore... se imposto male mach3 posso vedere a schermo che il mio asse si sta muovendo a velocita' di diverse centinaia di km\h quando in realta' il mio motore fa nemmeno 1 giro al minuto... spiega meglio la situazione perche' cosi' l'unica cosa che posso dirti è che hai le idee confuse(senza offesa) c'è qualcosa di "fuori posto" in questa storia hai un qualche problema nella configurazione di base ma non so cosa... -
Non capisco perchè...
FoNzY ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
è proprio il tipo di font ad avere i buchi...il mio consiglio è di semplificare (purtroppo a mano) le lettere in modo da mantenere la forma ma lisciare i bordi ad un numero sensato di segmenti\polilinee. ho creato un stl dal disegno originale che non ha errori ma secondo me non si stampera' bene a causa degli infiniti segmenti dei bordi... ho anche creato un secondo file stl semplificato, la qualita' è piu' bassa ed i segmenti ancora troppi ma forse si stampa meglio nel mondo reale... **************** il link è a wetransfer per il file non ridotto. Borgosalus ridotto.stl -
Non capisco perchè...
FoNzY ha risposto a Al3x nella discussione Problemi generici o di qualità di stampa
a questo stl manca una o piu' facce, c'è un "qualcosa" probabilmente una linea a X centimetri del corpo principale creata per sbaglio durante la fase di realizzazione che fa casino nel file...senza file posso solo fare supposizioni, se carichi il file te lo sistemo e ti evidenzio i problemi -
💡 Acquistare filamento 3D su misura? Ho creato un sito per questo
FoNzY ha risposto a Personal Filaments nella discussione Nuove idee e progetti
Potresti inserire a catalogo filamenti tecnici dal costo importante per una bobina e venderli al grammo per far risparmiare in quanto comunque difficilmente serve una bobina intera -
Settaggi stampa Anycubic m5s
FoNzY ha risposto a Luca980 nella discussione Problemi generici o di qualità di stampa
esposizione troppo bassa se non hai un qualche tipo di problema meccanico molto bassi nei tempi di esposizione ma comunque sensati, non conosco questa resina potrebbero anche essere giusti per questo tipo di resina...come ti ho detto nel dubbio aumenta i tempi -
Settaggi stampa Anycubic m5s
FoNzY ha risposto a Luca980 nella discussione Problemi generici o di qualità di stampa
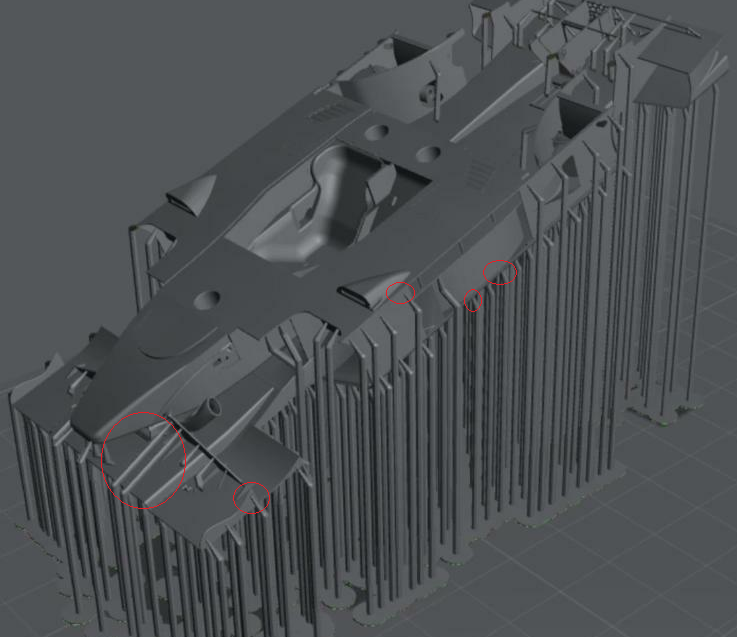
partiamo dalle poche certezze che ho..i supporti sono troppo lunghi, perche' sei cosi alto rispetto alla base? c'è una parte sotto che non vedo oppure tra l'oggetto e la base ci sono svariati centimetri inutili di supporti? devi metterla piu' bassa possibile in modo da evitare flessioni nei supporti, risparmi tempo, resina e la rendi piu' facile da stampare. la posizione dei supporti è molto alla carlona, sono quelli automatici ma non capisco perche' dopo tanti anni continuano a non risolvere il problema. i supporti cerchiati ma anche molti altri, non supportano un fico secco e fanno solo casino. per quanto riguarda i parametri a me sembrano nella parte "bassa" della fascia di esposizione sensata ma essendo una resina rapida forse sono giusti, mai avuto il dispiacere di provare una di queste resine per fortuna...un consiglio che è sempre valido è aumentare i tempi di esposizione, un 0,5 sec all volta e 2 sec alla volta per i layer di base detto tutto quanto questo è comunque un mezzo incubo di oggetto da stampare...considererei la possibilita' di tagliarlo a meta' e stampare due parti in verticale con molti pochi supporti.
-
sabbiaura ... ma dove? qualche service?
FoNzY ha risposto a luca63 nella discussione Problemi generici o di qualità di stampa
io parlavo di metalli, i trattamenti superficiali si fanno su i metalli, al pla (ma in generale ad ogni plastica) non puoi fargli niente...puoi levigare a mano usando carta vetra ma oltre a sputare l'anima concludi molto poco... il trattamento per la plastica (non il pla comunque) è il vapor smoothing che migliora l'estetica ma peggiora di brutto la precisione...tanto per evitare altri fraintendimenti, un forno per lo smoothing economico è su i 7k e funziona praticamente solo con abs,asa e nylon loro ti stanno chiedendo una stampa in dmls, il che spiega la richiesta della sabbiatura, non centra niente con la fdm...sono due universi completamente agli antipodi...la fdm è una stampante da 1k che puoi usare anche a casa, la dmls costa 800k è grande come un furgone e richiede una azienda alle spalle... questi sono pezzi stampati in dmls in alsi10\316l sabbiati,levigati e pronti per la vendita, quello che vedi in foto sono circa 700 euro di valore alla vendita stampati con una dmls.
-
sabbiaura ... ma dove? qualche service?
FoNzY ha risposto a luca63 nella discussione Problemi generici o di qualità di stampa
tutti i service professionali offrono il servizio di sabbiatura ma dobbiamo capire di che materiale parliamo. la sls viene sabbiata per rimozione della polvere in eccesso ma non è un trattamento superficiale perche' le plastiche son troppo morbide per essere sabbiate, ne consegue che anche la fdm non puo' essere sabbiata...piu' che altro rischi di smontarla la stampa in fdm se la sabbi... i metalli vengono sempre sabbiati per migliorare la finitura estetica e se non richiesto diversamente viene sempre fatto. la resina anche puo' essere sabbiata ma è un servizio a richiesta, richiede sabbiatrici speciali per resine, molto delicate... questo è tutto un altro discorso, bisognerebbe capire cosa intendono, ripassare alla fresa un pezzo stampato è molto poco comune e tremendamente costoso, di solito si puliscono a mano le superfici con il flex e nel 99,9% dei casi basta e avanza perche' la stampa 3d non è meccanica di precisione spiega meglio di cosa parliamo.... -
elegoo mars 4 DLP e problemi di stampa
FoNzY ha risposto a Aleduca nella discussione Problemi generici o di qualità di stampa
non è che cambiano da soli...che parametri usi? che oggetto vuoi stampare? sei sicuro sia posizionato bene?