Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

3d touch trianglelab così scarso?
Truck64 ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
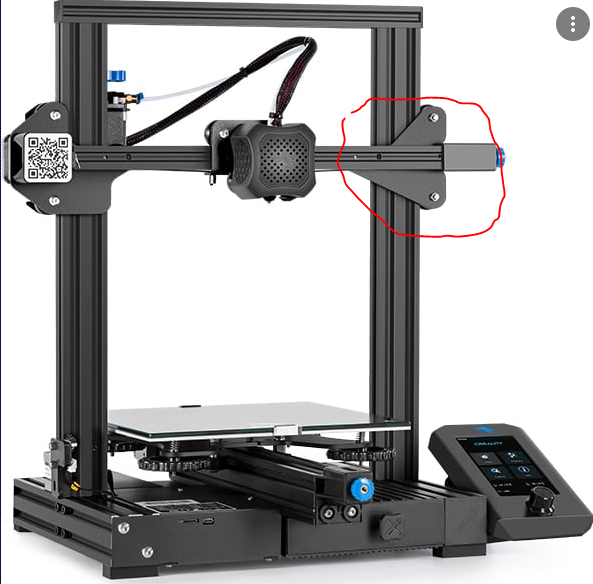
Anche con un comparatore meccanico hai almeno 10mm di corsa utile. Lo metti a zero sotto al carrello di destra, poi scendi di 5mm col motore e 5 devi leggere sul comparatore, poi sali di 5mm e devi tornare a 0. Il gioco meccanico è indefinito. Visto che fai diversi movimenti su e giù per misurare non puoi contare che la gravità lo compensi sempre in una direzione, specie se stiamo parlando di pochi decimi. -
Compilare firmware per Ender 3 Pro con Bigtreetech skr mini e3 v1.2
Truck64 ha risposto a Valex nella discussione Software di slicing, firmware e GCode
Ci potresti arrivare cercando i riferimenti del tuo processore (STM32F103RCT6), ma fai prima a vedere cosa usa BTT nella sua versione di firmware in chiaro: https://github.com/bigtreetech/BIGTREETECH-SKR-mini-E3/tree/master/firmware/V1.2/Marlin-2.0.7.2-SKR-mini-E3-V1.2 [platformio] src_dir = Marlin boards_dir = buildroot/share/PlatformIO/boards default_envs = STM32F103RC_btt include_dir = Marlin La lista delle default_envs raramente appare, non mi chiedere perchè. -
come si capisce se una cartuccia di riscaldamento è 12v o 24v?
Truck64 ha risposto a kevin341 nella discussione Hardware e componenti
Si, ma a differenza di un "normale" NTC da 100k quel sensore nel campo 0..250° sfrutta solo la metà del campo di misura, quindi teoricamente è meno preciso nella zona di utilizzo di PLA e PETG. Ovvio che se tu stampi prevalentemete polimeri con temperature maggiori può essere una schelta obbligata ma resta il fatto che il circuito di eccitazione del sensore (una resistennza da 4,7k collegata a +Vcc che è sempre più spesso 3,3V) non è propriamente tra i più indicati. Bella mossa. No, non conosco quel componente nello specifico ma mediamente possono gestire correnti abbastanza alte, quindi non penso si sia danneggiato. -
come si capisce se una cartuccia di riscaldamento è 12v o 24v?
Truck64 ha risposto a kevin341 nella discussione Hardware e componenti
Ok, è un sensore particolarmente impreciso sotto i 150° e sopra i 400°: https://github.com/Klipper3d/klipper/issues/3182#issuecomment-674998225. Magari è più sensibile di altri nella zona di temperatura 200..300° ma ha anche una resistenza più alta in quella zona, quindi correnti minori, quindi resta più sensibile ai disturbi elettrici. Francamente non mi convince. E comunque se il pid l'hai fatto attorno ai 200° non ho capito come ci sei arrivato a 350°. Oviamente avrai ricompilato il firmware per usare il sensore tipo 66, giusto? Io sarei più preoccupato per gli 8A transitati dal mosfet della scheda in luogo dei classici 3,4A per un 40W 12V o 1,7A per 40W 24V. Comunque si è presa 4 volte la potenza per cui è progettata, meglio cambiarla. -
3d touch trianglelab così scarso?
Truck64 ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
Non metto in dubbio, ma quando hai il motore Z fermo in coppia quanto riesci a muovere su e giù il carrello di destra? Se il movimento è percepibile, ovviamente applicando pochi etti di sforzo mica saltandoci sopra, è probabile che i pochi decimi di incertezza nelle misure sia causato da questo. Una prova meno soggettiva si potrebbe fare con un comparatore, muovendo su e giù l'asse Z e misurando se il lato destro si muove alla stessa maniera, ma cominciamo con le cose semplici.
-
come si capisce se una cartuccia di riscaldamento è 12v o 24v?
Truck64 ha risposto a kevin341 nella discussione Hardware e componenti
Non puoi fare la regolazione del PID tanto vicina al limite di temperatura massima perchè è evidente che duante le oscillazioni attorno al setpoint ti finira in sovratemperatura. Tra l'altro che termistore è per lavorare a 350°? I riscaldatori per da 50W si trovano abbastanza facilmente da quando hanno inventato gli hotend ad alto flusso. Li trovi della Slice Engineering, Bondtech, e oramai un po ovunque. Francamente mi sembrawa un esagerazione il 40W per fondere un "capello di palstica".... -
Ventola di raffreddamento
Truck64 ha risposto a Pimpinet nella discussione Problemi generici o di qualità di stampa
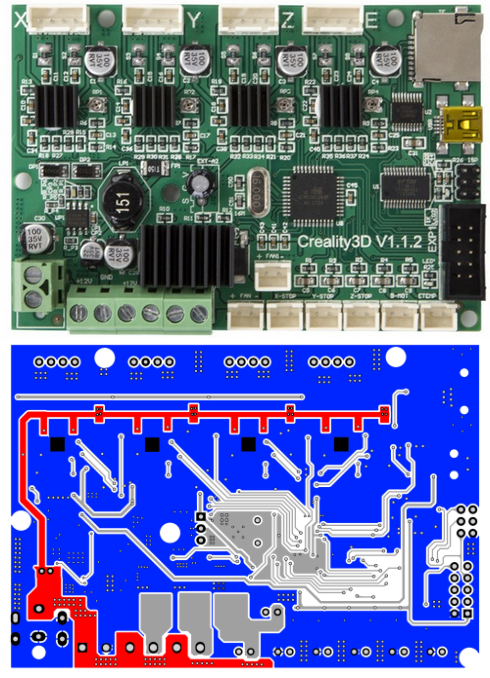
Modello base QUALE? Sono 4 tipi di Ender 3, con elettronica display, motori e che so altro differenti. Se non trovi il modello scritto da qualche parte posta un afoto. Difficile a dirsi. Se la scheda è quella il morsetti di ingresso dell'alimentazione sono collegati a quelli sempre acceso senza altri componenti in mezzo (sotto ho evidenziato le piste + rosso e - blu), trovi il PCB descritto qui Quindi potrebbe essere un danno al morsetto stesso, o a qualche pista, ma sono improbabili entrambe le ipotesi. Se misuri la tensione sulle viti del morsetto vedi che siano serrate. A questo punto però non capisco come fa a darti corto circuito se colleghi il ventilatore all'alimentatore, e non darti lo stesso problema quando è colegata sui suoi morsetti sempre acceso. Posta un foto dei cablaggi please.
-
Ventola di raffreddamento
Truck64 ha risposto a Pimpinet nella discussione Problemi generici o di qualità di stampa
Ok, ma per quanto ho letto della Ender 3, non soltanto in questa discussione, la ventilazione dell'hotend non è controllata. Parte all'accensione della macchina e si ferma allo spegnimento. In pratica è il morsetto viene direttamente dall'alimentatore. Non capisco cosa c'entra il riscaldamento. Hai fatto qialche modifica alla macchina? Tra l'altro a parte esserti collegato a una discussione vecchia di anni non hai ancora confermato se stiamo effettivamente parlando di una Ender 3, ne quale modello sia visto che ci sono almeno 4 modelli a catalogo (S1, V2, Pro e S1 Pro, magari ne dimentico qualcuno), e che l'unico riferimento all'eletronica di questa discussione è ad una scheda che va a 12V. -
Ventola di raffreddamento
Truck64 ha risposto a Pimpinet nella discussione Problemi generici o di qualità di stampa
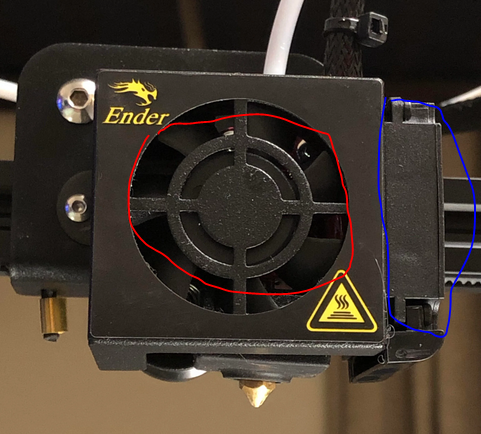
Se dall'elettronica senza carico esce la tensione che ci si aspetta e con il carco cala paurosamente, se provando a collegare la ventola all'alimentatore ti si spegne la macchina, mi pare evidente che il problema sia la ventola o il suo cablaggio. Ma la machina la hai sotto mano tu, cosa vuoi che ti diciamo se continui a darci le stesse informazioni. Tra l'altro non mi è chiaro: la ventola frontale (in rosso) gira a velocità fissa e non è controllata dallo slicer. Quella laterale (in blu) è quella che comandi da pannello. Sicuro che il tuo problema sia su quella frontale?
-
3d touch trianglelab così scarso?
Truck64 ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
Tutto può essere ma una cosa del genere non l'ho mai sentita. E se fosse un problema di asse Z, o meglio di regolazione delle ruote sulla carrello di sinistra? In fin dei conti la bontà delle misurazioni fatte dal sensore dipende direttamente dalla precisione e ripetibilità dell'asse verticale. -
Ventola di raffreddamento
Truck64 ha risposto a Pimpinet nella discussione Problemi generici o di qualità di stampa
Il componente fallato lo trovi anche nelle produzioni più blasonate. Visto che sai misurare una tensione prova anche a vedere quanta corrente ci passa. Se superi i 150mA (3,5W) la ventola ha sicuramente un problema. -
domanda per i professionisti della stampa 3D
Truck64 ha risposto a Killrob nella discussione Notizie sulla stampa 3D
Ma sentitito niente del genere. E se è vero che in un negozio nella mia zona c'è una Velleman K8200 in vetrina da qualche anno, le stampanti in genere, che siano 3D o a getto di inchiostro sono casomai esposte all'interno di un negozio, non in vetrina con il rischio che si rovinino. Piuttosto in un negozio non si può, o non si potrebbe, esporre nulla che non sia marcato CE. Quindi puoi trovare macchine tipo Prusa o Ulimaker, giocattoli che non sono ne economici ne di facile vendita. Un negoziante casoma te la ordina, sicuramente non la tiene per esporla con il rischio di tenersela li pechè nel frattempo è diventata obsoleta. -
PRONTERFACE
Truck64 ha risposto a stebiker nella discussione Problemi generici o di qualità di stampa
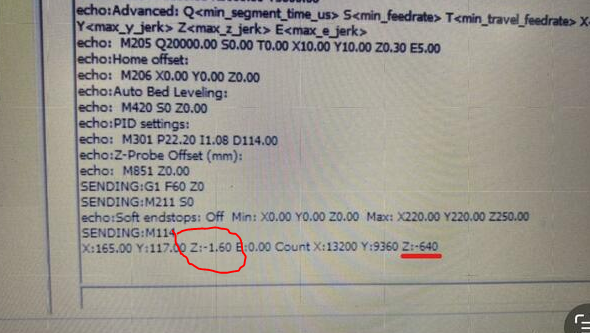
Non c'è nulla da risolvere. L'output di M114 da effettivamente la quota che vedi anche a pannello (-1.60) e che è quella attuale della macchina: Il valore che hai sottolineato è un informazione di debug, mi pare il numero di impulsi generati per ogli asse a partire dall'accensione della macchina.
-
Problema ugello stampante 3d
Truck64 ha risposto a Frafazio nella discussione Problemi generici o di qualità di stampa
Un paio di immagini del problema magri sarebbero state più chiare, ma da quello che dici non si tratta di stringing: ma di cattiva adesione al piatto. La Hornet per quanto ho letto ha un vetro ricoperto da un materiale di adesione, incollato al riscaldatore in metallo (piatto bicomponente, pessima scelta). Se stampi senza adesivo (lacca, dimafix colla, ecc..) va curata la pulizia del piatto, il livellamento, che può cambiare tra una stampa e l'altra a causa delle sollecitazioni per staccare il pezzo precedente, ed è molto importante la velocità del primo strato che non deve essere eccessiva. Nello specifico del tuo piatto non ti so aiutare, sappi però che toccando la superfice con le mani puoi compromettere l'adesione ma anche pulendolo con sostanze troppo aggressive. Riguardo alla teperatura del piatto quoto @Killrob perchè una temperatura eccesiva fa male al PLA che in genere si ammorbidisce già attorno agli 80°. E verifica quale velocità usi per il primo strato, tipo 40mm/s dovrebbero garantire una buona adesione. Poi con l'esperienza imparerai a trovare il limite.
-
Problema ugello stampante 3d
Truck64 ha risposto a Frafazio nella discussione Problemi generici o di qualità di stampa
Se scaldi il filamento è naurale che coli, gravità e pressione sono forze che si applicano anche alle stampanti 3D. Un poco di percolato durante il riscaldamento succede a tutti. Quello che devi trovare è il giusto compromesso tra temperatura e ritrazione, soprattutto visto che la hornet ha l'estrusore bowden. E comunque a inizio stampa l'ugello o lo pulisci a mano (pinzetta) o devi avere un sistema per togliere quello che cola al primo riscaldamento, tipo una strisciata a lato al piatto come fanno molti utenti o lo skirt nel profilo di stampa. Domande di rito: che filamento stampi? A che temperatura? Hai configurato la ritrazione? Ma soprattutto le hai fatte le calibrazioni/verifiche dopo aver montato la stampante? -
Domanda da perfetto ignorante di elettronica
Truck64 ha risposto a Killrob nella discussione Hardware e componenti
Se il corto è solo tra i fili del termistore è improbabile. Vuol dire mettere a GND il terminale dell'ingresso analogico ma tanto l'alimentazione del circuito passa da una resistenza da 4,7k quindi poca corrente ci passa e al DAC lo 0V non fa sicuramente dispiacre. Diverso è se il corto lo ha fatto a massa (parte metallica dell'hotend) che spesso è flottante quindi potenzialmente ha qualsiasi tensione rispetto al GND della scheda. Ho già visto però casi in cui vanno a contatto i fili del termistore con quelli della cartuccia riscaldante, e in questo caso si che puoi buttare tutto. -
CAMBIO SCHEDA MADRE GENIUS MA NON VA PIU NULLA
Truck64 ha risposto a Peppone nella discussione Hardware e componenti
Può essere tranquillamente che il fimware non parta o che si sia corrotto durante il trasporto, ammesso che ci sia mai stato. O se ti è andata male che ti si sia fulminato qualcosa a causa di scariche statiche, o che ci sia qualche connessione sbagliata, o ecc. ecc. Fai una cosa: prova a vedere se riesci a collegarla ad un PC e vedi se ti risponde. Altrimenti senti chi ti ha venduto la scheda. mi hai battuto sul filo di lana.... -
Problema strano con schermo LCD su Ramps 1.4
Truck64 ha risposto a enrikez nella discussione Software di slicing, firmware e GCode
L'ho solo visto nella documentazione, qundi prendi la cosa con il beneficio de dubbio: prima cosa devi dirgli che hai il driver per Z2: Configuration.h riga 869 decommenta #define Z2_DRIVER_TYPE A4988 Poi gli devi dire che i motori di Z sono 2: Configuration_adv.h riga 750 imposta il valore a 2 #define NUM_Z_STEPPER_DRIVERS 2 Ora la parte che è meno chiara: il livellamento automatico della barra di X (se stiamo parlando di macchine tipo Prusa i3), lo si ottiene o azzerando su due finecorsa, uno per vite/motore, o con un tastatore. Per la prima ipotesi dovresti attivare il multi finecorsa: Configuration_adv.h riga 758, decommenta #define Z_MULTI_ENDSTOPS Sotto vedi che usa il connettore XMAX, quindi il secondo finecorsa va cablato li e penso che vada attivato il sensore: Configuration.h riga 786, decommenta: #define USE_XMAX_PLUG A questo punto con M666 imposti l'offset tra il motore di Z e quello Z2. La macchina va a cercare entrambi i finecorsa poi si sincronizza. Se invecie vuoi usare il tastatore va per prima cosa configurato quello... Poi va detto alla macchina che deve usarlo per l'allineamento: Configuration_adv.h riga 931: decommenta #define Z_STEPPER_AUTO_ALIGN e sotto trovi le posizioni X,Y di tasteggio. Io comuque preferisco la soluzione "ignorante": motore unico, un paio di pulegge e una cignia chiusa di opportune dimensioni. Mi evito tutti i problemi di disallineamento sia da macchina accesa, sia da spenta e anche la Mega ringrazzia perchè con lo scherzo del doppio drive Z arrivi a saturare la memoria del processore.. -
Filamento PLA si rompe a macchina ferma.
Truck64 ha risposto a Chico nella discussione Problemi generici o di qualità di stampa
Il sottovuoto serve a poco, al massimo ti puo indicare che il sacchetto non è chiuso bene per stoccaggi lunghi. L'importante sono i sali igroscopici. Poi quì sul sito troverai sicuramente gente che ti dice che la bobina la tiene sempre in macchina e problemi zero. Dipende molto dall'ambiente in cui hai la stampante e in quanto tempo la consumi. Io nel dubbio per pause più lunghe di una giornata ripongo nel contenitore coi sali, tanto nel tempo che si scalda il piatto riesco tranquillamente a ricaricare la bobina. -
Problemi con i sensori di prossimità
Truck64 ha risposto a Doctor nella discussione Hardware e componenti
Prima di dare comandi alla macchina è meglio che verifichi lo stato dei sensori. Colleghi la stampante al PC e mandi un M119. Dovresti vedere una cosa così: > M119 Reporting endstop status x_min: open y_min: open z_min: open z_probe: open Poi attivi il sensore e vedi se cambia stato. -
problema estrusore per blocco stampante.
Truck64 ha risposto a maddog2501 nella discussione Anycubic
Per come la racconti sembra un corto circuito sulla cartuccia riscaldante dell'hotend. Hai la possibiltà di verificare con un multimetro? -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Sono contento che hai risolto. -
temperatura piatto vari layer
Truck64 ha risposto a Francesco_3d nella discussione Problemi generici o di qualità di stampa
{material_bed_temperature_layer_0} è un codice interno di Cura. Visto che non viene convertito è possibile che il firmware faccia confusione, quindi prima cosa sostituisci nello startgcode la parte tra graffe con [bed0_temperature]. O togli tutta la riga, che tanto è inutile. Poi datti una letta a questa discussione, dovrebbe chiarirti un po come si preparano startgcode, endgcode ecc. in Simplify3D perchè ogni slicer ha i suoi codici e i suoi modi di procedere. Dopodichè se la cosa non si risolve penseremo al resto- 12 risposte
-
- 1
-

-
- temperatura
- piatto
- (and 1 più)
-
temperatura piatto vari layer
Truck64 ha risposto a Francesco_3d nella discussione Problemi generici o di qualità di stampa
Scusa ma questa istruzione cosa ci fa nel file su SD? Per caso la hai uguale nello star gcode? -
temperatura piatto vari layer
Truck64 ha risposto a Francesco_3d nella discussione Problemi generici o di qualità di stampa
Prima cosa per cominciare ad escludere qualcosa prendi un file generato dallo slicer, se lo hai ancora uno di quelli delle stampe fallite, e fai una ricerca per M140 e M190. Di seguito ci trovi un Snumero che è la temperatura impostata per il piatto. Dovresti trovarne una coppia a inizio file, un M140 S55 a inizio secondo layer poi niente fino a fine file. Se invecie trovi M140 S25 da qualche parte prima dell' ultimo layer sai per certo che il problema è lo slicer. Usi Simplify... Non è che stampi da pc o comunque collegato alla stampante?- 12 risposte
-
- 1
-
-
- temperatura
- piatto
- (and 1 più)