Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Vuol dire solo che il firmware che hai istallato è quello per il CR Touch (e già le cose mi tornano di più). Il fatto che non ti andasse il BL collegato al pin 4 e 5 del connettore bianco è perchè Il BL touch per quanto ne so ha un sensore Hall internamente e elettricamente si comporta come un finecorsa meccanico. Ha quindi bisogno di attivare il pullup nel firmware per il suo segnale. Il CR invecie ha un sensore ottico, che ha un uscita attiva quindi nel firmware il pullup deve essere disattivato. Quindi il problema era semplicemente che il firmware che hai istallato era per CR, non per BL, non cambia il fato che il sensore è probabilmente funzionante e con il firmware compilato nel modo giusto lo potresti far andare. Comunque se hai la possibilità di tenertelo il CR fallo, tutto sommato è fatto meglio e la misura è più ripetibile anche se la differenza si apprezza solo nei test di laboratorio. Uno dei tanti articoli di comparazione: https://the3dprinterbee.com/bl-touch-vs-cr-touch/ -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Ieri sera ero troppo stanco per finire la ricerca, ma stamattina ho trovato una buona fonte per lo schema della 4.2.2 e della 4.2.7: https://github.com/Jyers/Marlin/discussions/814 Confermo che il pin di ingresso (marcato come OUT tanto per fare confusione) del connettore per il sensore di livellameno (PB1) non corrisponde a quello del connettore Z- (PA7), ma ora sono ancora più confuso perchè anche l'uscita di comando (IN, PB0) non corrisponde a quella che verrebbe fuori dall'uso dello schedino su connetore EXP1 (PC6) come si vede nel video. Quindi siamo da capo: non si sa come sia stato compilato il firmware. Resta valido il suggerimento di provare a mettere i due fili blu e verde su Zmin. Foto che ho trovato anch'io su Ali. E' un collegamento valido, dipende da come hai compilato il firmware. Lo hai scaricato da li? -
Ventola hot end non parte in fase di stampa
Truck64 ha risposto a Johnny96 nella discussione Problemi generici o di qualità di stampa
che, come per gli estrusori, interpreto come numero ordinele della ventola di raffreddamento, non come quntità di ventole. Nella traduzione in italiano c'è un plurale di troppo. Ma probabile che io soffra della stessa sindrome di quelli che hanno scritto l'interfaccia. -
Ventola hot end non parte in fase di stampa
Truck64 ha risposto a Johnny96 nella discussione Problemi generici o di qualità di stampa
Uno dei tanti motivi per cui i programmi li tengo sempre in inglese. Classico esempio di errore da traduttore automatico. Per fortuna ci sono i forum! -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Non penso che ci sia differenza. Penso invecie che ci sia un problema di cablaggi e connettori: ol sensore di cui hai scritto sembra essere quello che trovi sul sito Creality: https://creality3d.shop/products/creality3d-bl-touch-auto-bed-leveling-sensor-for-cr-10-ender-3-ender-3-pro?lang=it. Il video è piuttosto vecchio, non è certo riferito alla tua scheda madre ma come vedi il sensore è cablato sul connettore Zmin, e sospetto che il firmware che trovi precompilato sia fatto per quel cablaggio. Anche perchè se vai a vedere il sensore versione ultima: https://creality3d.shop/collections/auto-bed-leveling/products/creality3d-32-bit-bl-touch-auto-bed-leveling-sensor-for-ender-3-ender-3-pro-ender-5-ender-5-pro trovi il video con la tua scheda (o la 4.2.2) che pur avendo il connettore dedicato vengono cablati ancora con lo schedino sul connettore del display e sul connettore di Z-, non su quello a 5 pin dove lo hai cablato tu. Il pin 5 del connettore bianco potrebbe anche non essere lo stesso ingresso di Zmin, anzi non avrebbe senso lo fosse, quindi proverei a spostare i fili blu e verde sul connettore Z-. Le foto sono scure ma il cablaggio sembra giusto (pin 5 sensore > bianco > blu > pin 5 connettore scheda). Comunque ho letto di connessioni crimpate a rovescio, quindi tutto può essere. Prova a darti una letta anche a questo link e a quelli collegati: https://www.reddit.com/r/ender5/comments/l4rx60/ender_5_pro_and_bltouch_using_the_custom_port_on/ -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Anche questo non l'avevo capito. Giustamente a differenza di molti altri casi quì staimo parlando di un aggiornamento previsto dal costruttore. Perchè sta eseguindo la seconda fase dell'azzeramento avendo trovato il sensore occupato sale fino a liberarlo, ma dopo un po si ferma (dovrebbe andare in errore ma non lo fa). Ma hai un BL Touch o il sensore da livellamento della Creality? E il firmware che hai scaricato è quello per il BL Touch generico (hai fatto questa procedura di istallazione) o è quello per il sensore da collegare al connettore bianco in fondo alla scheda: Sarò tonto ma scorrendo la lista dei firmware disponibili non mi è mica chiaro quale sia il file giusto per questo caso. Contino a preferire l'autocompilazione. -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
Chiedo scusa per lo sfogo, non era mia intenzione offendere ne urtare la sensibilità altrui. So che spesso mi scappano dei commenti un po taglienti. Cerco di limitarmi ma non sempre ci riesco. Detto questo da collega a collega (io mi occupo di programmare maccinari industriali, PLC, CNC, HMI e qunto ci gira attorno) si, penso seriamente che se perndi una macchina progettata e realizzata da altri la dovresti usare senza modifiche. Andare a metterci mano seguendo un tutorial visto in rete vuol dire il più delle volte non colprendere quello che si sta facendo e mancare degli strumenti per capire i propri errori qualora se ne faccia. Prima cosa il selftest del bltouch vuol dire solo che hai cablato la parte di comando al posto giusto (connettore a 3 fili) non che il segnale del tocco (connetore a 2 fili) sia ricevuto correttamente. Poi ti ripeto. G92 non ha nulla a che fare con la regolazione degli offset. Quelli casomai li devi impostare tramite M206 ma nel tuo caso specifico va regolata l'offset tra tastatore e nozle, che si fa con M851. Ma prima di tutto questo devi riuscire a tastare il piano nella direzione giusta. Se con G28 non ti va a sentire il piano di stampa non puoi nemmeno cominciare a regolare la macchina. Non so quale sia il tuo problema, ci sono molte combinazioni possibili, ma il comportamento è quello di quando Marlin sente il finecorsa premuto quando in realtà non lo è. Verifica di aver decommentato #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN, poi dagli un M117 e vedi lo stato dei sensori. Poi se vuoi posta i file di configurazione che gli si da un occhiata E' il bello e il bruto dell'Open Source. Per trovare le informazioni bisogna smazzarsi la rete e riuscire a scremare le informazioni buone dalle fesserie. Ma visto che stiamo parlando di un passatempo tutto sommato la cosa ha anche un senso. In ditta abbiamo una stampante che SLS, e per quella chi ce l'ha fornita ci ha anche fatto il corso e si occupa della manutenzione... ma stiamo parlando di altri buget. Pardon mi era sfuggita questa frase: hai il motore di Z che gira al contario -
Ender 3 - BL Touch setup
Truck64 ha risposto a voidbrain nella discussione Problemi generici o di qualità di stampa
M00 non salva nulla, il salvataggio è M500. G92 cambia temporaneamente la quota dell'asse, ma non è persistente. Nessuna delle due azioni ha senso rispetto ad un problema del tastatore. Per prima cosa devi specificare se il BL Touch l'hai istallato al posto del finecorsa Z- o in aggiunta. Il comportamento che descrivi è quello del sensore in sostituzione del finecorsa di Z- ma il fatto che salga indica che il segnale non ariva o è in logica negata (a meno che nell'aggiornamento non si sia invertito Z). Poi cosa vuol dire "scatta il bl touch". Qualcosa di più descrittivo tipo il touch si accende o la punta del touch scende/sale sarebbe più chiaro. Aggiungi magari un paio di foto del'istallazione, dei cablaggi e magari anche i file config di Marlin, che di spazio per sbagliare a fare questo tipo di aggiornamento ce n'è tanto. Ma visti tutti i post recenti, sempre inerenti il medesimo argomento non è ancora abbastanza chiaro che per modificare una stampante serve un minimo di preparazione? Nel dubbio non è meglio tenersela comè originale? -
Perdita passi durante il bed levelling
Truck64 ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Ho sempre il dubbio che i collegamenti esterni inseribili nel testo di questo forum siano abbastanza visibili (nel messaggio precedente basta che clicchi su "link"). L'informazione viene da un altro forum: https://reprap.org/forum/read.php?424,885320 Magari in centro, ma dubito che sui lati fletta essendo poggiato alla struttura. -
Perdita passi durante il bed levelling
Truck64 ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Non è un errore di configurazione, penso sia un difetto di Marlin, in particolare del motion planner. Ho letto di un altro caso analogo al tuo (tasteggio con sensore piezzo sull'hotend) in cui il problema si è risolto dando un minimo in più di elasticità alla meccanica montando il piatto su gommini. Ti lascio link se vuoi dargli una letta. -
FB Ghost 5 - Stampe circolari non corrette
Truck64 ha risposto a roby3d76 nella discussione Flying Bear
Ti manca la regolazione del flusso. Senza quella magari hai una larghezza delle pareti diversa da quanto impostato nello slicer e basta poco per mandarti fuori le dimensioni del "cubetto". -
Problemi di estrusione a inizio stampa
Truck64 ha risposto a Jocman nella discussione Problemi generici o di qualità di stampa
Magari prima usavi l'estrusore in posizionamento relativo. Marlin può gestire gli assi in assoluto ma mantenere E in posizionamento relativo, vedi M82 e M83. E' una voce nella configurazione macchina presente in Slic3r, PrusaSlicer, Cura, e penso anche tutti gli altri. -
SuperSlicer supporti manuali
Truck64 ha risposto a Wolf12 nella discussione Software di slicing, firmware e GCode
Questo lo puoi fare anche con PrusaSlicer. Concordo in pieno. -
Stiamo sempre parlando di elettrodomestici da produzione di massa. Ti capitasse di rompere un pezzo di una stampante a getto di inchiostro pensi di trovare il ricambio? Al massimo te la sostituiscono se è in garanzia, gli costa meno di gestire il magazzino ricambi per tutti i pezzi. Già che qualcuno lo facciano per i piani di stampa mi stupisce...
-
SuperSlicer supporti manuali
Truck64 ha risposto a Wolf12 nella discussione Software di slicing, firmware e GCode
Come detto sopra SuperSlicer è derivato da PrusaSlicer. Vedi il video di Help3D per le nuove funzioni ma nulla di eclatante sul fronte supporti. -
SuperSlicer supporti manuali
Truck64 ha risposto a Wolf12 nella discussione Software di slicing, firmware e GCode
E' fuori da un po ma poco conosciuto. Git Si ma @Wolf12 penso si riferisca a qualcosa tipo supporti ad albero tipo MeshMixer, o Cura. Per la descrizione delle novità di PrusaSlicer vedi Piraz. -
SuperSlicer supporti manuali
Truck64 ha risposto a Wolf12 nella discussione Software di slicing, firmware e GCode
Riguardo ai supporti non hanno ancora aggiornato alle modifiche introdotte in PrusaSlicer 2.4, ma lo faranno a breve. Ci sono dei miglioramenti ma non una vera e propria "generazione manuale" dei supporti. -
Magari il fornitore ti manda il pezzo nuovo ma ne dubito e può essere che sia fatto anche peggio. Stiamo parlando di una lamiera forata e piegata in una macchina tutto sommato economica. Fossi in te verificherei se ci siano bave di lavorazione nella zona di fissaggio delle boccole. Controlla anche eventuali eccedenze di colore. Se questo non risolve puoi ancora aggiungere degli spessori sul di un lato della flangia delle boccole per perfezionare l' allineamento. E la misura falla con qualcosa di più rigido di un metro avvolgibile.
-
Problema con stampa multicolore
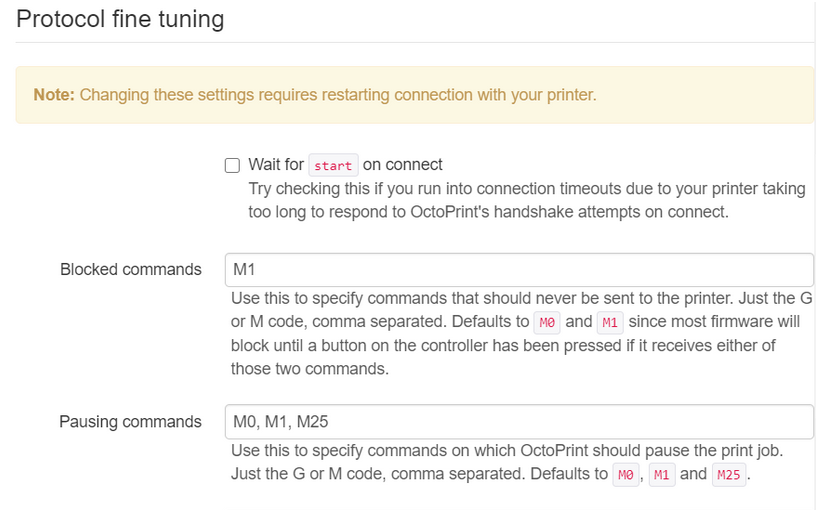
Truck64 ha risposto a Fra_matte nella discussione Problemi generici o di qualità di stampa
Con Octoprint aggiungi un ulteriore livello di complicazione, perchè fa da filtro per alcune funzioni. Non lo conosco bene ma da qualche parte dovresti trovare questa schermata: I comandi M0, M1 fanno eseguire lo script di pausa di Octoprint e di base non vengono inviati alla stampante.
- 12 risposte
-
- 2
-

-

-
- ender 3
- multicolore
- (and 7 più)
-
Problema con stampa multicolore
Truck64 ha risposto a Fra_matte nella discussione Problemi generici o di qualità di stampa
Hai sicuramente sbagliato qualcosa perchè M0 da una stampante con LCD non puo essere ignorato. Sicuro che la tua sia PRO e non V2? -
Problema con stampa multicolore
Truck64 ha risposto a Fra_matte nella discussione Problemi generici o di qualità di stampa
Lo so che per i più smaliziati riflashare la stampante non sembra un gran che, personalmente è l'ultima cosa che suggerirei ad un neofita. Riguardo alla modifica del gcode è una cosa che si fa fare allo slicer proprio per evitare errori. Mi sembra di capire che usi Cura, quindi dovresti poter istallare il plugin Change Filement at Z che permette di fare pausa usando M25 in alternativa a M600. Se usi PrusaSlicer c'è una sezione apposta nei Gcode denominata "Filament change" che contiene M600 ma può essere modificata inserendo il codice adatto alla tua stampante. E' strano però: da quanto letto in giro la Ender 3 il supporto a M600 lo dovrebbe avere.- 12 risposte
-
- 2
-
-
- ender 3
- multicolore
- (and 7 più)
-
Problema con stampa multicolore
Truck64 ha risposto a Fra_matte nella discussione Problemi generici o di qualità di stampa
Il cambio filamento si fa anche senza M600, programmando opportunamente i gcode ci cambio estrusore nello slicer. L'utilità di M600 è legata sopparttutto alle situazioni non programmate, tipo intervento del sensore di fine-filamento.- 12 risposte
-
- 3
-
-
- ender 3
- multicolore
- (and 7 più)
-
Restituzione Ender 3 V2
Truck64 ha risposto a pasetta nella discussione Problemi generici o di qualità di stampa
Parafrasando un commento già fatto oggi @mcmady : hai preso una stampante che molti utenti quì usano con soddisfazione. Se la tua ha un problema vuol dire solo che era difettata, non che ne devi perforza prendere una diversa, magari meno conosciuta. Ma poi mi sembra strano tutto questa differenza sul piatto. Vedo che ti sei appena iscritto quindi prova a postare qualche informazione in più, magari qualche immagine fatta bene, che è possibile si trovi una soluzione. -
Problemi di estrusione a inizio stampa
Truck64 ha risposto a Jocman nella discussione Problemi generici o di qualità di stampa
E' quello il problema più grosso: ogni slicer ha le proprie direttive, il proprio modo di generare il codice quindi lo start gcode fatto per Cura non sempre è utilizzabile in Ideamaker o PrusaSlicer o ecc.. Per quello la risposta più veloce è attivare lo skirt. -
Problemi di leveling sulla Chiron
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
Se non viene fuori tirandolo "delicatamente" probabile che il danno sia serio. Magari si può aprire, ma non è detto che si possa richiudere e comunque non ci sarebbe da fidarsi. Meglio cabiarlo. Sul sito Anycubic risulta esaurito, magari lo trovi da qualche altra parte, prima di tutto proverei a vedere nello store dove hai comprato la stamante.