Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Vscode e platformio
Truck64 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Buono a sapersi, io però questa settimana avrò fatto una decina di compilazioni di Marlin con successo. VsCode e Platform IO istallati da circa 2 anni. C'è da dire che gli aggiornamenti li faccio fare solo se serve... -
2 differenze: - fine riga in formato standard (CRLF) e non Unix (LF) anche se Marlin dovrebbe accettare entrambi i formati; - l'ultimo comando manca il fine riga. Possibile che sia quello che impalla la macchina. Si lo so che sono tecnicismi ma da programmatore ti dico che in genere un un parser (la parte di firmware che divide il flusso dei comandi in istruzioni/rige singole) attende il codice di fine riga prima di eseguire l'analisi, se gli manca facile che stia li fino a che non gli arriva.
-
Non lo so. Prova a caricare qui il file. Nel frattempo prova a far eseguire quello che ho allegato. prova.gcod
-
Il comando è M503 C, ma devi aver attivato la relativa opzione in Configuration_adv.h: Tutto sommato mi sembra poco utile visto che o tramite terminale/slicer o tramite OctoPrint il collegamento seriale alla stampante lo devi avere, e a quel punto copi l'output di M503 dal terminale e lo salvi in un file di testo a futura memoria.

-
L'aggiornamento del firmware è l'ultima cosa a cui un neofita dovrebbe pensare. Tieni conto che basta una mossa sbagliata e la stampante la puoi praticamente buttare. Può andarti bene, capita, ma visto che la procedura non è la stessa per tutte le stampanti, che in rete trovi migliaia di file non necessariamente compatibili con la tua macchina, e che quasi sempre l'aggiornamento non del solo firmware non da vantaggi pratici te lo sconsiglio vivamente. Tantopiù che per il tuo problema basterebbe riuscire a comunicarci da terminale con un PC. Il reset della EEPROM su qualche stampante si trova nella stessa pagina del tasto "salva in EEPROM", non riesco a trovare un manuale della X2 che descriva le funzioni del TFT. Se intendi TextEdit, non crea file di testo semplici a meno che tu non glelo cheda esperssamente. https://support.lesley.edu/support/solutions/articles/4000111343-how-to-convert-a-document-into-plain-text-in-textedit-on-a-mac
-
L'indicazione dell'asse è a singola lettera. Z1 può essere inteso come quota (G1 Z1 F1200 muovi Z a quota 1mm a 20mm/s) o come parametro (M206 Z1 imposta l'offset di Z a 1mm). L'interprete dei comandi di Marlin non prevede l'indice per gli assi, anche gli estrusori multipli devono essere prima attivati, poi prendono i comandi con il solo prefisso E Non è normale avere le impostazioni di base nello startgcode, anche se non è formalmente sbagliato. Intendiamci: se ti sembrano giuste per la macchina e le stampe ti vengono bene lasciale pure, ma quelli che hai scritto sono valori molto diversi da quelli che trovi nel Configuration.h per la X2 inidicati da Artillery (https://github.com/artillery3d/sidewinder-x2-firmware/blob/main/Marlin/Configuration.h) Se cerchi la stringa #define DEFAULT_MAX_FEEDRATE da li in poi trovi quelli che dovrebbero essere i valori di fabbrica. Penso che puoi alzare la velocità massima di Z, per il resto devi provare perchè in fin dei conti ogni macchina fa storia a se. Strano. Sicuro che il file fosse semplice testo (ANSI) e non Unicode o simili? Mi è capitato di recente che certi editor salvino in formato UTF8, che a PC sembra uguale, ma contiene dei codici che alle CNC e alle stampanti vanno indigesti.
-
Corretto. Poi vedi se Z si muove più velocemente.
-
Si, hai ragione, discorso troppo tecnico per un neofitta. Un programma da mettere su SD è sostanziolmente un file di testo che contiene i comandi in Gcode. Lato stampante non mi pare ci siano nemmeno restrizioni sull'estensione del file, comunque se dopo che l'hai scritto come .txt lo rinomini .gcode male non fa. Riguardo ai comandi c'è molto da studiare, ma sarebbe importante farlo. Sul sito di Marlin trovi la lista dei comandi supportati dalle stampanti con quel firmware: https://marlinfw.org/docs/gcode/G000-G001.html. Tanto per farti un esempio se copi queste poche righe su di un file come detto poco sopra: G28 G90 G1 Z5 F1200 G1 X25 Y5 F3000 G1 Y25 G1 X5 G1 Y5 G1 X25 fai eseguire l'home alla stampante, poi il nozzle si porta a 5mm dal piano e si muove descrivendo un quadrato. I valori fissati nel firmware dovrebbero essere quelli con cui hai ricevuto la stampante, ma in passato ho letto più di un utente lamentarsi dopo un reset della EEPROM di comportamenti strani da parte della macchina. Segnarsi quelli che hai adesso è uno scrupolo che ritengo necessario. E mantenersi un backup aggiornato dei valori di EEPROM è una mia abitudine. La procedura è semplice se hai un collegamento al pc: dai il comando M503 da terminale e ti salvi i valori emessi dalla stampante. Da Marlin 2.0.9.3 c'è la possibilità di farli scrivere sull'SD dalla stampante stessa, ma non penso sia il tuo caso visto che sul sito Artillery è disponibile al massimo la 2.0.9.1. Per la comunicazione via USB con un Mac non ho ancora trovato informazioni esaurienti. Per ora penso ti convenga far eseguire il comando M203 Z50 da SD e vedere se si risolve. Poi se ci fosse qualche utente che conosce la procedura per Mac, soprattutto lato driver USB, gli lascio volentieri la parola.
-
Cura non ha quel "difetto" di sovrascrivere i settaggi di EEPROM. Fino ad ora è una cosa che ho trovato solo in PrusaSlicer. Ma i comandi potrebbero anche provenire da qualche startgcode fatto male o roba simile. Mi dispiace ma conosco solo Windows e un po Linux. Non ti so aiutare con un Mac, soprattutto sulla parte di riconoscimento della porta seriale emulata dalla USB. Quì trovi qualche indicazione, di tutorial ne trovi a montagne, tipo questo, ma sono tutti per Windows. Il reset ai valori di base del firmware si fa dando un M502 o dando il reset ai valori di fabbrica da pannello ma non è una buona idea farlo senza prima essersi salvato quello che c'è ora, cioè l'output di M503, e questo richiede prima di tutto di collegare la stampante al PC. Per fare pochi danni potresti scrivere un programma a mano sulla SD e farlo eseguire. Nel programma scrivi M203 Z50 Poi vedi se la Z si muove più velocemente e casomai salvi in EEPROM
-
E' possibile, nel senso che se per esempio hai usato PrusaSlicer, lui come impostazione di base invia i settaggi del profilo di stampa a inizio file. Ed ho notato per esempio che il profilo della X1 (la X2 non c'è ancora) riporta un maxfeedrate per Z di 15mm/s quando il valore di fabbrica stando al firmware non compilato della X2 è 50mm/s. Se poi hai salvato i dati in EEPROM dopo la stampa quelli diventano i tuoi parametri ad ogni accensione. Ora verificare se il tuo problema deriva da questo sarebbe semplice se riesci a collegare la stampante ad un PC e comunicarci con un terminale tipo Pronterface o Repetier, altrimenti la cosa potrebbe essere complicata. Tu come sei messo?
-
Questo l’ho fatto ma è cambiato nulla. Ciao, le ruote che fanno attrito è la prima cosa che ho pensato m esattamente cosa intendi con “agisci sugli eccentrici”? Cosa devo fare praticamente? Grazie! Un po di manutenzione va sempre bene, ma penso che la terza ruota dei carrelli di Z sulla Sidewinder X2 sia caricata a molla come per la Genius. Ma soprattutto visto che stiamo parlando di motori passo-passo, non di DC o BLDC, sotto sforzo casomai perdono passi, non rallentano. Se perde passi lo puoi verificare provando a fare una serie di movimenti e verificando se le posizioni sono ripetibili. Se le posizioni si ripetono e se il rallemtamento è reale e non una sensazione comincia a controllare le impostazioni degli assi (comincia con il valore di M203 max feedrate) e i profili di stampa del tuo slicer.
-
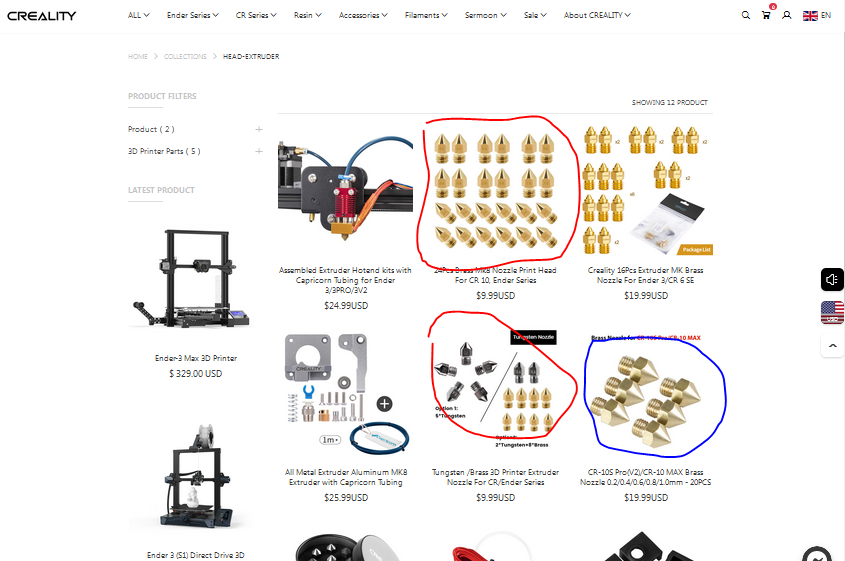
nozzle! Questo sconosciuto! Cosa scegliere?
Truck64 ha risposto a hiroshi976 nella discussione Hardware e componenti
Se vai sul sito Creality trovi entrambi i modelli: Sono nominalmente per stampanti/estrusori differenti, ciò non cambia che l'attacco sia quasi sempre un M6 (idem E3D, Micro Swiss, Bigtreetech, ecc...).
-
Modifica doppio estrusore anycubic prusa i3
Truck64 ha risposto a Alessandro998 nella discussione Software di slicing, firmware e GCode
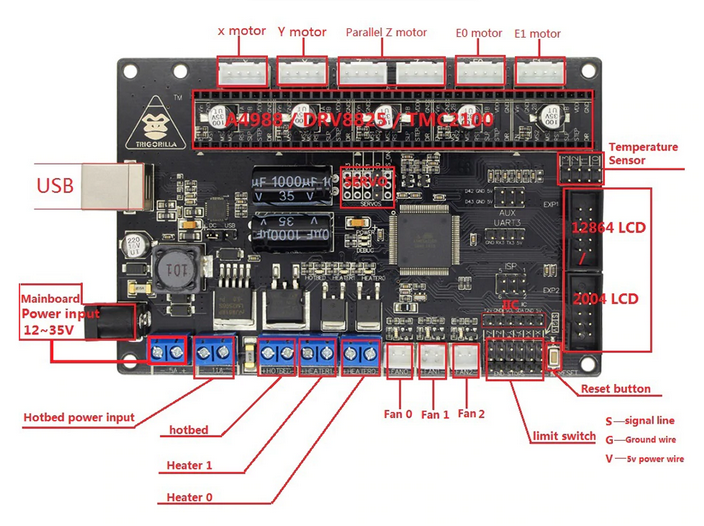
Come ti dicevo bisogna definre come viene riscaldato il secondo hotend. E' strano però, perchè dai file di esempio di Marlin 2.0.9.1 per Anycubic i3 la tua macchina ha una scheda Trigorilla, che è predisposta per 2 estrusori indipendenti: e infatti con quei file di configurazione modificati per 2 estrusori il firmware si compila perfettamente. Te li allego come esempio. I tuoi file config... li hai fatti tu o è roba scaricata dalla rete? Configuration.h Configuration_adv.h platformio.ini
-
Modifica doppio estrusore anycubic prusa i3
Truck64 ha risposto a Alessandro998 nella discussione Software di slicing, firmware e GCode
Prima cosa devi dire alla stampante quanti motori E hai: // This defines the number of extruders // :[0, 1, 2, 3, 4, 5, 6, 7, 8] #define EXTRUDERS 2 fatto questo con i valori di base il firmware si attiva già per riscaldatori e nozle indipendenti, che andranno configurti indicano dove è collegato il sensore di temperatura dell'estrusore n. e quale pin gestisce il riscaldamento. Se ti va bene nella definizione della tua scheda hai già pronta la configurazione dei pin per TEMP_1_PIN e HEATER_1_PIN. Se ti va male la cosa comincia a essere complicata, in quel caso serve sapere prima di tutto che scheda hai tu. Per quanto riguarda gli offset tra i due nozle meglio configurare il tutto nello slicer. Se i nozle sono fissi poi dovrai regolare molto bene le altezze relative e anche così prevedo grossi problemi. In genere si usa il nozle singolo o un sistema che alza quello non in uso per evitare che l'hotend non attivo "raspi" sul pezzo. Tanto per curiosità, quale hotend hai preso? e chi te lo ha fornito non da nessun indicazione (tutorial, istruzioni ecc.)? -
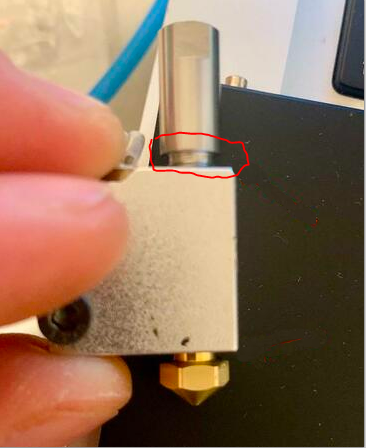
Problemi con Artillery Sidewinder X1 dopo cambio hotend
Truck64 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
Vale per tutti gli hotend: il restringimento della gola serve a isolare termicamente il blocco riscaldante dal resto dell'estrusore. Quindi la gola va inserita nel blocco riscaldante il minimo indispensabile, solo la parte filettata, fino a che non va in battuta sul nozle.
-
Veramente le regole ci sono e anche abbastanza restrittive. Se fai un giro in rete trovi un mucchio di informazioni, tipo questo articolo che cita diversi riferimenti normativi da seguire riguardo ai macchinari per alimenti e quali materiali possono o non possono entrare a contatto con il cibo. Sulle condizioni di produzione poi scommetto che USL e NAS avrebbero da dire la loro. Mi ripeto, se stiamo parlando di oggetti ad uso personale di chi li stampa amen. Ma se è una produzione per vendita ci scherzerei poco.
-
Scusa se insisto. Ci saranno pure i materiali stampabili, ma la meccanica di una stampante da hobbista non è adatta all'uso alimentare (lubrificanti nello spingifilo, tubi in teflon di dubbia provenienza, materiali con cui è fatto il fusore e in genre uno mucchio di anfratti nel percorso del filamento che sono difficili da igenizzare) di conseguenza non si può garantire la salubrità di quello che ne esce. Se uno ci gioca a casa propria va anche bene, ma mi pare ovvio che stiamo parlano di un ambito professionale e quindi le regole sono un tantino più complicate. Piuttosto quoto la nota di @eaman riguardo il trattamento finale dei manufatti con un coprente adatto all'uso alimentare, vernice o resina che sia, solo che anche in quel caso mi affiderei all'inidcazione di un professionista.
-
Non ci sono pocessi di fusione di materiali plastici adatti al contatto con alimenti a questo livello. Penso non ci siano nemmeno in ambito professionale, dove casomai si procede con stampa a iniezione. Al limite so ci sono kit per costruire strutture estrudendo paste di zucchero a freddo, o cioccolato.
-
Thermal Runaway - Suggerimenti?
Truck64 ha risposto a dnasini nella discussione Hardware e componenti
L'errore "Thermal Runaway" avviene quando non c'è una variazione significativa di temperatura in un determinato periodo (ci sono dei parametri nel firmware per impostare o modificare questo controllo ma non mi ricordo quali) mentre la difficoltà a ripristinare la temperatura, al netto di guasti del termistore e della cartuccia riscaldante, è sintomo del fatto che il PID non è impostato correttamente. Il fatto è che il PID si autotara nelle condizioni in cui lo fai, ma se poi metti/togli l'isolatore in silicone, o hai un flusso d'aria abbondante che interessa una parte dell'hotend che non è presente durante l'autotaratura mandi in crisi tutto il sistema che si trova ad operare in condizioni anche molto diverse da quelle per le quali è stata fatta la tartura. In sostanza quindi devi fare la taratura del PID con la copertura se poi decidi di usarla, e secondo me anche con la ventola in funzione. Riguardo a quest'ultima però io controllerei dove va il flusso d'aria, che dovrebbe essere indirizzato sul pezzo, non sull'hotend. -
Klipper su Ender 6
Truck64 ha risposto a thedragonflyer nella discussione Software di slicing, firmware e GCode
Stampare bene ad alta velocità ha poco a che fare con l'elettronica ma tanto con la meccanica della macchina. Se pensi di migliorare così tanto le prestazioni di una macchina che ha già un procesore veloce e dei buoni drive solo cambiando il controlore di movimento stai buttando tempo più che soldi. -
Mesh mixer
Truck64 ha risposto a Leonardo27 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Hai provato a sezionarlo direttamente nello slicer? E' una cosa abbastanza semplice in PrusaSlicer e mi pare anche in Cura. Poi, visto che lo hai già aperto con 3ds non è più semplice sezionare/modificare l'oggetto lì prima della conversione in .STL? -
Stampa difforme
Truck64 ha risposto a PopiTech nella discussione Problemi generici o di qualità di stampa
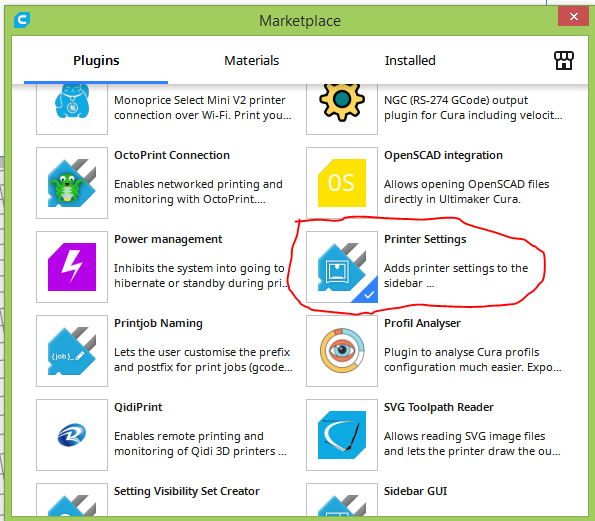
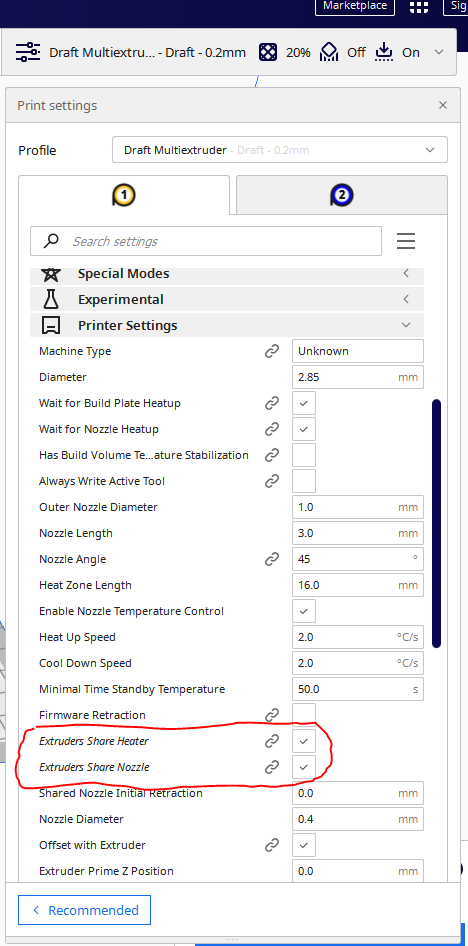
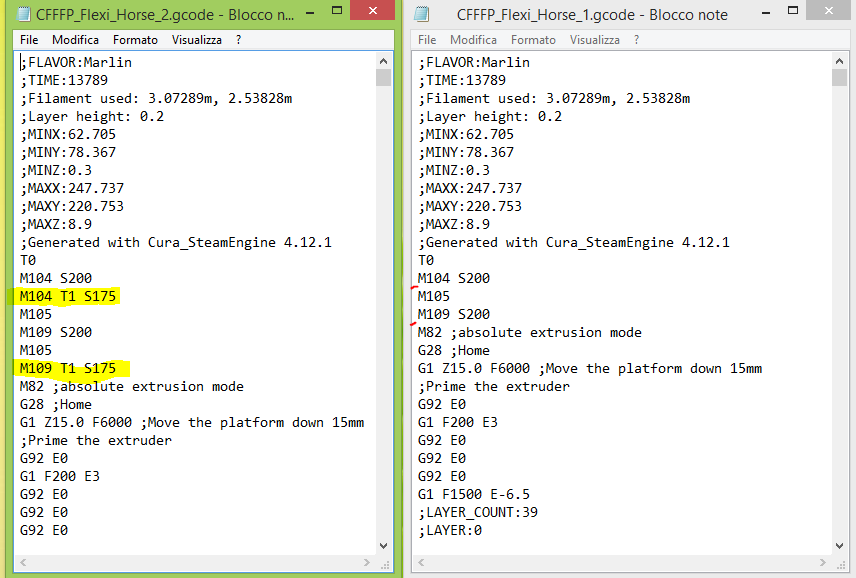
OK, ho fatto un po di compiti a casa (Cura 4.12.1 ma ho letto che è la stessa cosa su 4.13). La voce è sparita dai settaggi della macchina, ma si può ancora impostare nel profilo di stampa. Questi i passaggi: 1) istalla il plugin Printer settings 2) nel profilo di stampa espandi l'ultimo pannello (Printer settings) e spunta le due voci che indicano la presenza di un unico riscaldatore e di un unico ugello Fatto questo il codice viene generato senza i comandi per il secondo riscaldatore: a sinistra il codice pre modifica, a destra dopo. Nel codice a destra l'unico cambio di temperatura e il raffreddamento a fine file.
-
Cura, o non sono capace o non l'ho fa?
Truck64 ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
E se ti manca la rotella o il pulsante sulla rotella: - il pan (spostamento dx-sx-su-giu) si fa tenendo premuto Shift + tasto sx del mouse + muovi - l'orbita con tasto dx del mouse + muovi - lo zoom con tsati + e - -
Stampa difforme
Truck64 ha risposto a PopiTech nella discussione Problemi generici o di qualità di stampa
Anch'io, e non capisco la tendenza a fossilizzarsi su un solo slicer. Ognuno ha i suoi pregi e i suoi difetti. Saperne usare più di uno non può essere altro che un bene. -
Stampa difforme
Truck64 ha risposto a PopiTech nella discussione Problemi generici o di qualità di stampa
Non sono sicuro ma probaibile che nel firmware iniziale ci fosse attiva l'opzione #define SINGLENOZZLE, ed in quel caso è il firmware che dovrebbe gestire le richieste di cambio temperatura sempre sullo stesso riscaldatore. Normalmente però è una cosa che dovrebbe essere gestita dallo slicer. Cura ha l'opzione di riscaldatore condiviso ma solo fino alla versione 4.7, poi da quanto ho letto l'hanno tolto ed è configurabile solo editando il file di profilo della stampante. Sembra ci sia coumque un baco ma stando a questa discussione ed ad altre che ho letto non è prevista una pach essendo un problema che affligge le stampanti terze, non quelle di Ultimaker, che hanno hotend separati. Mi pare che qualcuno accennava a mettere un M104 S{material_print_temperature} nello Start Gcode dell'estrusore, ma mi sembra strano che funzioni. Invecie se vai nei file di configurazione dal sito Geeetech trovi che la temperatuta di lavoro e di standby per i materiali è la stassa: quindi immagino che questo eviti il raffreddamento dell'estrusore anche in assenza dell'opzione corretta di Cura. Dovrebbe spegnere solo al raggiungimento dell'ultimo cambio colore ma forse non crea troppi problemi.