Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Problemi di leveling sulla Chiron
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
Assolutamente dalla sonda. Per di più dalla tua foto mi sembra di capire che il tuo sensore è già schiacciato. Se guadi un'immagine presa in rete la parte centrale dovrebbe sporgere, e anche parecchio. Il "pallino rigido" che sporge e che si deve muovere è la parte sensibile, il gommino blu serve solo come protezione per povere e sporco. Quindi prima di tutto verifica la parte meccanica del sensore. Potrebbe essere che ha preso una botta e si è incastrato. Eventualmente bisogna sostituirlo. -
Problemi di leveling sulla Chiron
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
Non è detto che sia la scheda madre il problema (non portarti sfortuna da solo 😜), anzi la prima fonte di guasto sono le parti mobili quindi per prima cosa c'è da controllare il cablaggio. Poi non sono mai sicuro di come siano stati configurati i segnali (logica positiva/negativa) rispetto a quanto riporta M119, dovrei andare a rivedere gli appunti che ho a casa. Di sicuro puoi vedere sul connettore del probe se il contatto commuta o no. Se no sai già che è quello il problema. Ps. Non tutti i sensori si possono testare così, ma per quello che so il tastatore della Chiron è un interruttore meccanico. -
Problemi di leveling sulla Chiron
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
Ci avrei scommesso, e questo spiega perchè durante il livellamento la stampante continua a slaire (in realtà dovrebbe fermarsi e dare errore, ma questo è solo un mio parere da programmatore, chi cavolo lo ha il tempo di spacchettare Marlin...). Ora tutto sta a capire se è un problema di cablaggio o di sensore. Se scolleghi il sensore e ripeti il comando M119 almeno ti da open ? Lo hai un multimetro per controllare se il contatto del sensore si chiude/apre quando premi i gommino? -
Problemi di estrusione a inizio stampa
Truck64 ha risposto a Jocman nella discussione Problemi generici o di qualità di stampa
E' troppo lasciato al caso così. Pesonalmente non mi è mai accaduto che il filamento si stacchi da solo dal nozle per gravità senza lasciare residui, ne stampando PLA ne soprattutto PETG. E anche facendolo passare su una spazzola fissa qualche volta il residuo sarebbe sufficiente a fare dani. -
Problemi di leveling sulla Chiron
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
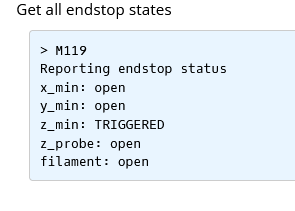
Forse non hai capito: devi vedere se z_probe cambia da TRIGGERED a open o viceversa tra pulsantino del tastatore premuto e non (dai il comando con il tastatore a riposo, premi e ri-dai M119 tenendo premuto il tastatore). -
Problemi di estrusione a inizio stampa
Truck64 ha risposto a Jocman nella discussione Problemi generici o di qualità di stampa
Estrudere in aria è una pessima idea: se non sei lesto a pulire il nozle il disastro è assicurato. Meglio lasciare il materiale sul piatto. -
Problemi di leveling sulla Chiron
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
Vado a memoria ma la sonda della Ciron è un finecorsa a pulsante che si collega su uno degli ingressi per finecorsa non usati, come si vede in questo video. Quindi dando il comando M119 dovresti vedere lo stato di tutti i finecorsa, compreso il tastatore. Quacosa del genere ma con 2 z_min nel tuo caso: Se ripeti il comando con il tastatore premuto la voce z_probe dovrebbe passare a TRIGGERED. Dal comportamento che descrivi ho l'impressione che rimanga premuto in qualsiasi stato.
-
Problemi di leveling sulla Chiron
Truck64 ha risposto a Andrew nella discussione La mia prima stampante 3D
Probabile che la sonda sia rotta o collegata male. Se riesci a comunicare con la stampante da un PC tramite un programma come Pronterface o Repetier Host puoi vedere lo stato dei finecorsa e della sonda (M119) così capisci se cabia stato da premuta o no. Con la compenzazione puoi "aggiustare" qualche decimo di mm al masimo. Se quanto dici non è un esagerazione pensa subito a sostituire il piatto o a fari cambiare la stampante qualora fossi ancora in tempo. -
Mi spieghi la logica per cui ti da fastidio svitare due vitine, ma ti appresti a trapiantare l'intero "sistema operativo" della stampante? Pensi che sostituire il firmware sia un'operazione facile o indolore?
-
Prusa Slicer è un piacere conoscerti?
Truck64 ha risposto a lorcap nella discussione Software di slicing, firmware e GCode
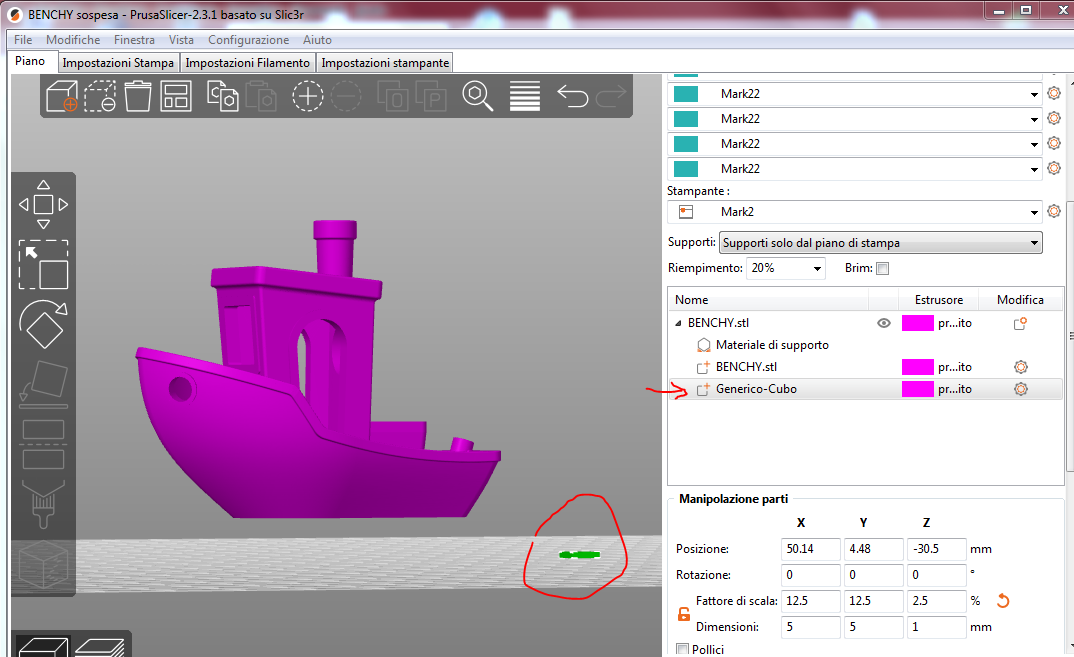
Quello che descrivi assomiglia molto al raft. Comunque non mi pare esista l'opzione "oggetto volante" in nessuno slicer per FDM. Puoi però aggiungere un oggeto al modello (direttamente in Prusaslicer) che sia più basso del modello stesso. A questo punto quello che vuoi stampare si solleverà automaticamente: Ora puoi far generare i supporti: C'è da lavorarci su un po, ma decisamente la versatilità dell'anteprima è forse lo strumento che mi fa preferire PrusaSlicer a tanti altri.
-
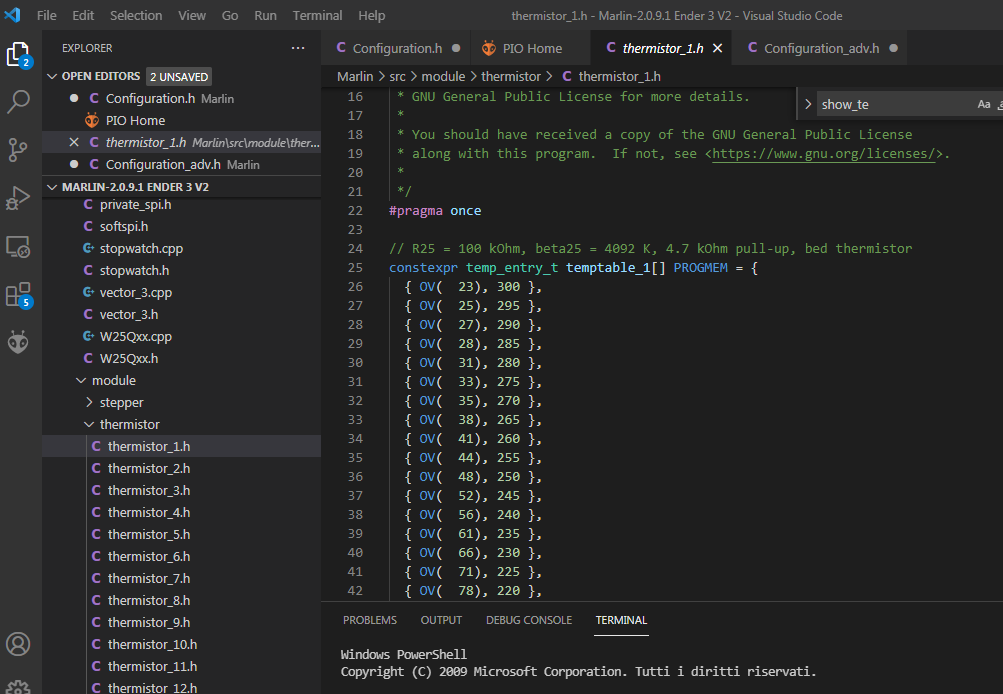
Prima compilazione firmware
Truck64 ha risposto a thedragonflyer nella discussione Software di slicing, firmware e GCode
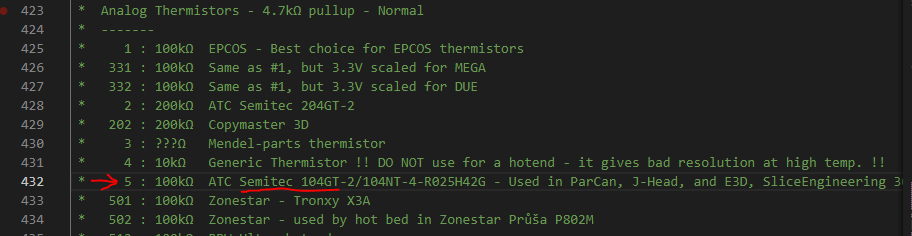
Se ha preso quello originale 5 corrisponde al modello di termistore indicato ad E3D.
-
Problemi di estrusione a inizio stampa
Truck64 ha risposto a Jocman nella discussione Problemi generici o di qualità di stampa
La risposta più veloce è: attiva lo skirt: Come spurgo del nozle è efficace tanto quanto il brim, ma ti resta staccato dal pezzo. Il problema però è che se non aderisce bene al piatto potresti trovartelo vagante in area di stampa mentre fa il primo layer. Tanti utenti quì fanno un estrusione lineare su un lato del piatto nello start g-code, che serve proprio a preparare il materiale per l'estrusione. Se non sbaglio è un impostazione di base per Cura. -
Marlin 2 e Nextion 4.3
Truck64 ha risposto a immaginaecrea nella discussione Software di slicing, firmware e GCode
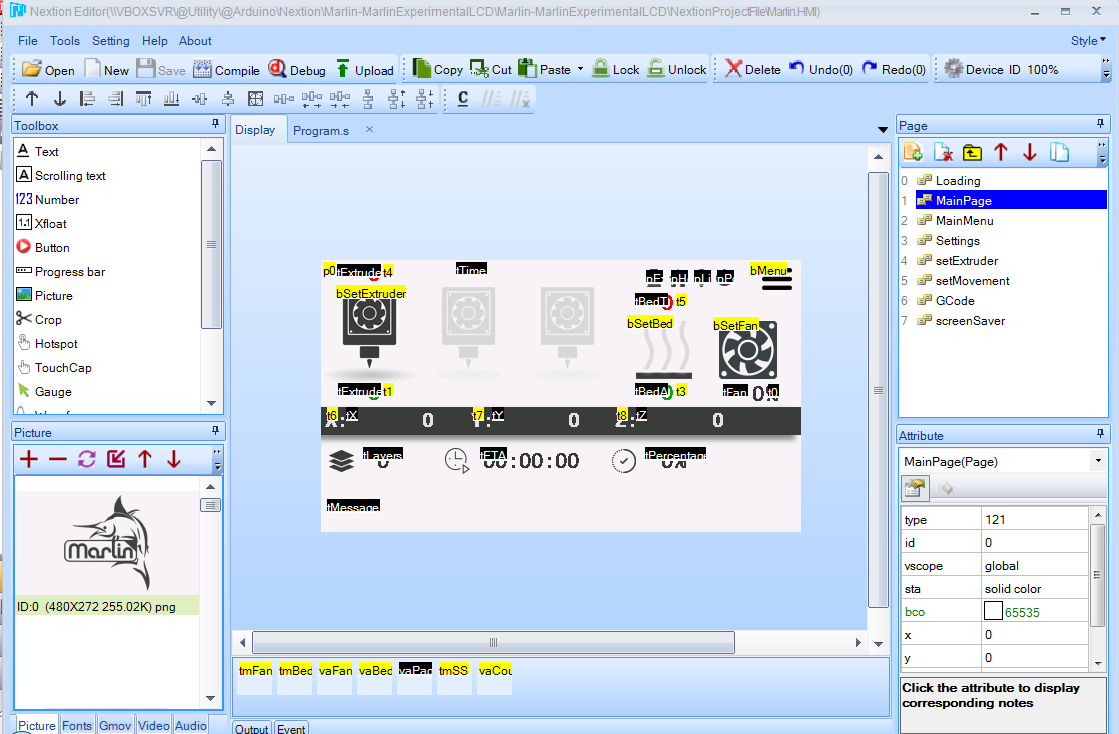
E' uno scada molto semplificato. Scarichi l'editor dal loro sito, ti studi gli oggetti, le istruzioni da mettere negli eventi di click degli oggetti o dei timer di ogni singola pagina, componi a piacere una serie di pagine avendo cura di far inviare via seriale i comandi necessari a dialogare con la stampante esettamente come fa l'host da PC o creandoti i tuoi comandi (in questo caso va aggiunto del codice anche in Marlin). Insomma tanta pazienza e tempo da dedicargli. Per esempio se vai a vedere questo progetto il file Nextion appare così:
-
Con la stampa 3D puoi fare sicuramente oggeti del genere. Viste le dimensioni ridotte e la quantità di particolari è più indicata la stampa a resina (DLP, SLA) piuttosto che quella a filamento. Prima di tutto però mi informerei dove trovare i modelli da stampare, perchè la maggior parte dei file di qualità che ho incontrato in rete vanno acquistati. E' vero che "a gratis" si ottiene poco ma a quel punto forse vale la pena restare sui kit classici. Se invecie ti vuoi sbizzarrire ad inventare i tuoi modelli la stampa 3D fa proprio al caso tuo.
-
Marlin 2 e Nextion 4.3
Truck64 ha risposto a immaginaecrea nella discussione Software di slicing, firmware e GCode
Scusate se entro a gamba tesa nella discussione, ma il discorso Nexton mi ha sempre incuriosito. Da quello che so è una famiglia di pannelli di uso generico che comunicano verso l'esterno tramite una seriale, esattamente come uno dei tanti TFT della BTT. Quindi più che per il pannello non dovrebbe esserci compatibilità con il firmware che ci si carica sopra? E quello citato nel config di marlin (NX3224T028) dove si prende il firmware, perchè nella cartella \Nextion degli esempi c'è il progetto di un pannello con risoluzione maggiore di 320x240. -
Schede di controllo per stampanti 3D ce ne sono a decine. Nel tuo caso non hai spiegato perchè hai cambiato la scheda originale, ne perchè sei intervenuto sull'hotend, ma penso ti convenga acquistarne una uale a quella che avevi prima di nalate, almeno sai già come gestirla. Prima di ricollegare qualsiasi cosa peò devi fare una verifica dei cablaggi per escludere cortocircuiti o componenti danneggiati e sopratutto controllare se l'alimentatore sia ancora buono. Poi non vorrei portarti sfortuna, ma se il corto sulla cartuccia riscaldante ha interessato il regolatore 3.3...5V della scheda c'è la possibilità che si sia fritto anche il dislay 😥 Insomma ti servirebbe un controllo generale di tutti i componenti fatto da chi ci sa mettere le mani. Con i prezzi che girano è possibile che ti convenga prendere la stampante nuova.
-
Artillery X1 e connessione PC
Truck64 ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
Io mi fido poco dei profili precompilati, preferisco crearmeli da solo. Comunque la X1 è già prevista tra le stampanti di PrisaSlicer, quindi basta che la importi:
-
Problema supporti nella stampa a colori con Prusaslicer
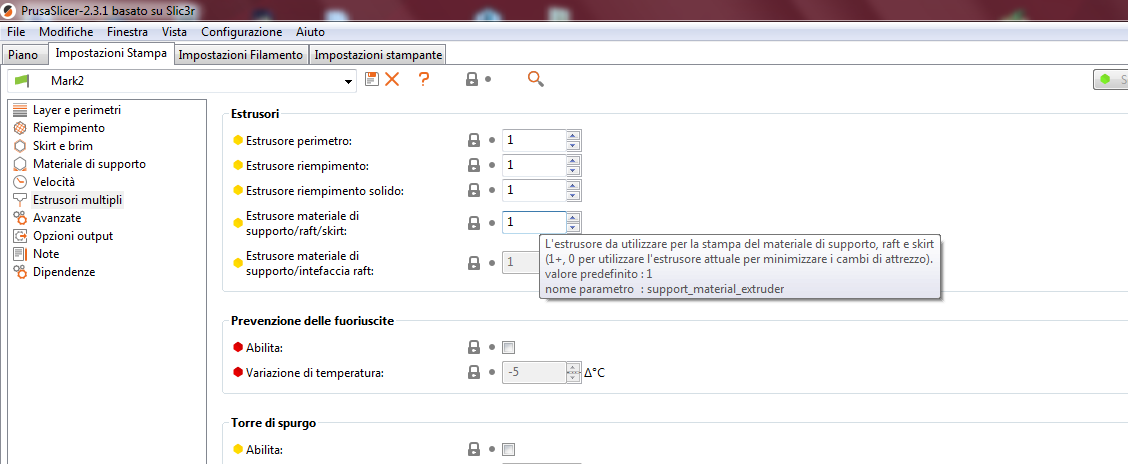
Truck64 ha risposto a immaginaecrea nella discussione Software di slicing, firmware e GCode
Ciao Davide, non ho ancora provato ma stando alla documentazione e all'help metti uno 0 nell'estrusore del materiale di supporto e li dovrebbe generare con l'estrusore corrente:
-
Lettura temperatura hotend
Truck64 ha risposto a thedragonflyer nella discussione Hardware e componenti
Concordo con @invernomuto, ma soprattutto ci tengo a sottolinare che non è tanto il sensore quanto tutto il circuito di misura da dover essere validato perchè salvo poche eccezioni la temperatura dell'hotend è rilavata misurando la variazione di tensione su un partitore resistivo in cui uno dei rami è una resitenza che a 200° è già al limite della sua curva di impiego, e che basta una saldatura fredda o un connettore crimpato male o qualsivoglia errore di cablaggio per sposare la curva rilevata e anche di parecchio. Non parliamo poi se viene selezionata la tabella sbagliata nel fimware. Quindi un controllo dei valori rilevati, avendo l'accortezza di valutare il risultato in base al tipo di strumeto in uso e al metodi di misura, è sempre meglio di niente. -
Buongiorno. Prima di tutto "quello rosso più grosso" è probabilmente la cartuccia riscaldante, non il termistore che è l'elemento che misura la temperatura. Poi, no, non sono tutti uguali. Si differenziano per potenza e ovviamente per voltaggio. Per sapere se ti serve a 12 o 24 volt dipende dall'alimentatore della stampante. In ogni caso se hai visto un lampo dal blocchetto hai sicuramente fatto un corto circuito da qualche parte e visto il comportamento dello schermo è possibile che si sia bruciato il regolatore della scheda. Prova per prima cosa a staccare termistore e cartuccia riscaldante, e vedi se la stampante riprende vita. Altrimenti ti tocca rifare tutto. Per la cronaca i cablaggi dell'hotend sono particolarmente delicati e richiedono una certa cura perchè qualsiasi incidente capiti li normalmente danneggia la scheda madre in modo irreparabile.
-
Hotend non arriva alla temperatura indicata
Truck64 ha risposto a Tanbruk nella discussione Hardware e componenti
Non penso ci sia una risposta univoca a questo problema, di sicuro non una da budget limitato. Ma visto che sei già attrezzato come si deve ti suggerisco un metodo "ignorante" ma sicuramente funzionale: fatti la tabella corretta per il sensore che monti. La procedura è spiegata bene in questo video, e i file sono rimasti gli stessi anche nell'ultima verisione di Marlin Se non vuoi modificare le tabelle puoi almeno tirarti giù i valori e confrontare quale delle tabelle presenti in Marlin corrisponde alla tua, almeno non vai a caso. Poi magari ci sono sensori affidabili da poter comprare ma non te ne so suggerire nesuno e in tutta onestà anche quelli industriali richiedono comunque una calibrazione.
-
Lettura temperatura hotend
Truck64 ha risposto a thedragonflyer nella discussione Hardware e componenti
Sbagli a fare la misura, ma non è detto che il termometro sia da buttare. Semplicemente non è adatto a misurare oggetti piccoli e metallici, in realtà non ne ho mai trovato uno in grado di fare questa misura. Ti serve un termometro a contatto, e la sonda va possibilmente avvitata sull'hotend. Mi pare di aver capito da post precedenti che sei un tecnico, quindi non dovresti avere difficoltà a reperire un termometro, o almeno un multimetro con sonda di temperatura per almeno 300°. -
Problema riempimento stampa
Truck64 ha risposto a Angelz nella discussione Software di slicing, firmware e GCode
Usi i modificatori: puoi definire dei volumi all'interno dell'area di stampa dove cambi uno o più parametri (velocità, temperatura, infill, ecc). Per Cura leggi quì. Per PrusaSlicer leggi quì. -
Hotend non arriva alla temperatura indicata
Truck64 ha risposto a Tanbruk nella discussione Hardware e componenti
Non so se ho capito male ma se è vero che per stampare PLA devi impostare 250° il problema è serio. Però se il sensore è un NTC è probabile che sia un problema elettrico o una disfunzione del sensore più che un difetto di trasferimento da hotend a sensore. L'importante è che tu abbia ordinato esattamente il tipo di sensore che monta la tua macchina (che stampante hai?), non uno che gli assomiglia perchè con la stessa forma ce ne sono a decine, e con caratterisica temperatura/resistenza anche molto diverse. -
Problema di stampa "valore T0 non esiste"
Truck64 ha risposto a PopiTech nella discussione Software di slicing, firmware e GCode
Ciao, https://www.thingiverse.com/thing:2867747 questo ad esempio, stampato proprio qualche giorno fa. Ok, ma questo è monocromatico....