Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Problemi ntc
Truck64 ha risposto a Claudio1954 nella discussione Problemi generici o di qualità di stampa
Buona sera @Claudio1954, intanto diciamo che se hai raggiunto veramente 350° il termistore è andato. Temperature così alte le può sopportare una PT100 o appunto una K che però non brilla per precisione. I termistori NTC normali fanno fatica ad arrivare a 250 se leggi i datasheet "ufficiali", poi sui siti di stampa 3D trovi certi spropositi da farti cadere le braccia. Detto questo la misura di temperatura è fatta con un partitore tra una resistennza da 4,7k e l'NTC che è 100k a 25° e poi si riduce. E lo stesso fa la tensione sui convertitore AD della scheda di controllo. Ora se apri il firmware e cerchi il file thermistor_1.h per esempio trovi la tabella del sensore di tipo 1 e puoi calcolare che tra 200° e 250° la corrente sul termistore varia di 0,063mA per le schede a 5V. Quindi basta veramente poco per falsare la misura di diversi gradi, un connettore crimpato male, una saldatura fredda ecc. E poi anche gli NTC che ti vendono come ricambi non hanno tutti la stessa curva, possibile che tu stia usando quella di un tipo diverso da quella che hai impostato nel firmware. Quindi come suggerito da @FoNzY fai un po di controlli sul circuito del sensore a partire dalla scheda (resistenza, tensione sui poli del connettore con sensore scollegato occhio ai cortocircuiti). E il suggerimento di prendere i sensori "di marca" è altrettanto valido, in genere sono di qualita migliore e comunque non si parla di chissà che cifre. Nel firmware (Marlin) non c'è molto da fare per correggere gli errori di lettura della temperatura, a parte cabiare tipo di sonda in Configuration_h o scriversi una tabella personalizzata. Dopo le verifiche elettriche casomai ci arriveremo. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ok ora bisogna capire come c'è finito, ma se nel programma di stampa ti parte un M92 X788.17 mi sa che la macchina da i numeri e con ragione!!! ;Sliced by ideaMaker 4.2.1.5321, 2022-02-17 11:50:18 UTC+0100 ;Dimension: 350.000 350.000 400.000 0.400 ;Plate Shape: 0 ;Origin Center: 0 ;Extruder Offset #1: 0.000 0.000 ;Filament Diameter #1: 1.750 ;Filament Diameter #2: 1.750 ;Filament Compensation #1: 100.00 ;Filament Compensation #2: 90.00 ;Filament Density #1: 1240.00 ;Filament Density #2: 1240.00 ;Bounding Box: 161.775 188.225 161.775 188.225 0.000 20.100 ;Model Gap: 0.000 M221 T0 S100.00 M140 S65.00 M104 T0 S230.00 M109 T0 S230.00 T0 M190 S65.00 M92 X788.17 M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home E' dopo il set temperatura del piatto (M190) ma prima dell'azzeramento (G28) assi. Da un occhiata allo startgcode. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Be ma allora forse c'è qualcosa nello startgcode dello slicer... Puoi postare almeno la parte iniziale del file di stampa del video qui sopra? Basta un centinaio di righe. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ok, sono confuso. Apparentemente gli step/mm sembrano apposto. Hai detto che il difetto te lo da quando lanci una stampa, nel senso che se appena accesa la stampnte dai il comando di home da pc o pannello va bene e poi impazzisce appena lanci una stampa? -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ma non hai detto che la hai appena cambiata? Io vedo che l'asse si muove, fosse un problema di hardware il primo sintomo è che non si muoverebbe. Quello che si vede sembra solo una scalatura sbagliata. Hai detto di aver impostato M92 ai valori giusti, si ma quali? Per X dovresti essere tra 78 e 82, almeno stando ai valori di default che ho trovato in rete per la Ender5. Prova a postare tutto il report di M503. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ma dopo che hai fatto l'azzeramento X e la stampante ti è resta a destra per fare la home di Z, poi si muove X in qualche modo? Perchè a me dal video sembra che si pianti l'asse sul finecorsa, probabilmente va in errore il TMC, e poi semplicemente il motore non si muove più. Se i passi/mm sono giusti è possibile che si sia spostato il finecorsa di destra, o che si sia piegata la sua leva o qualcosaltro. In tutti i casi non è normale che la macchina vada a cercare il finecorsa a quella velocità. Prova a spegnere la macchina poi azzerare con la testa di stampa tutta a destra e vedi se ti fa ancora il difetto. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
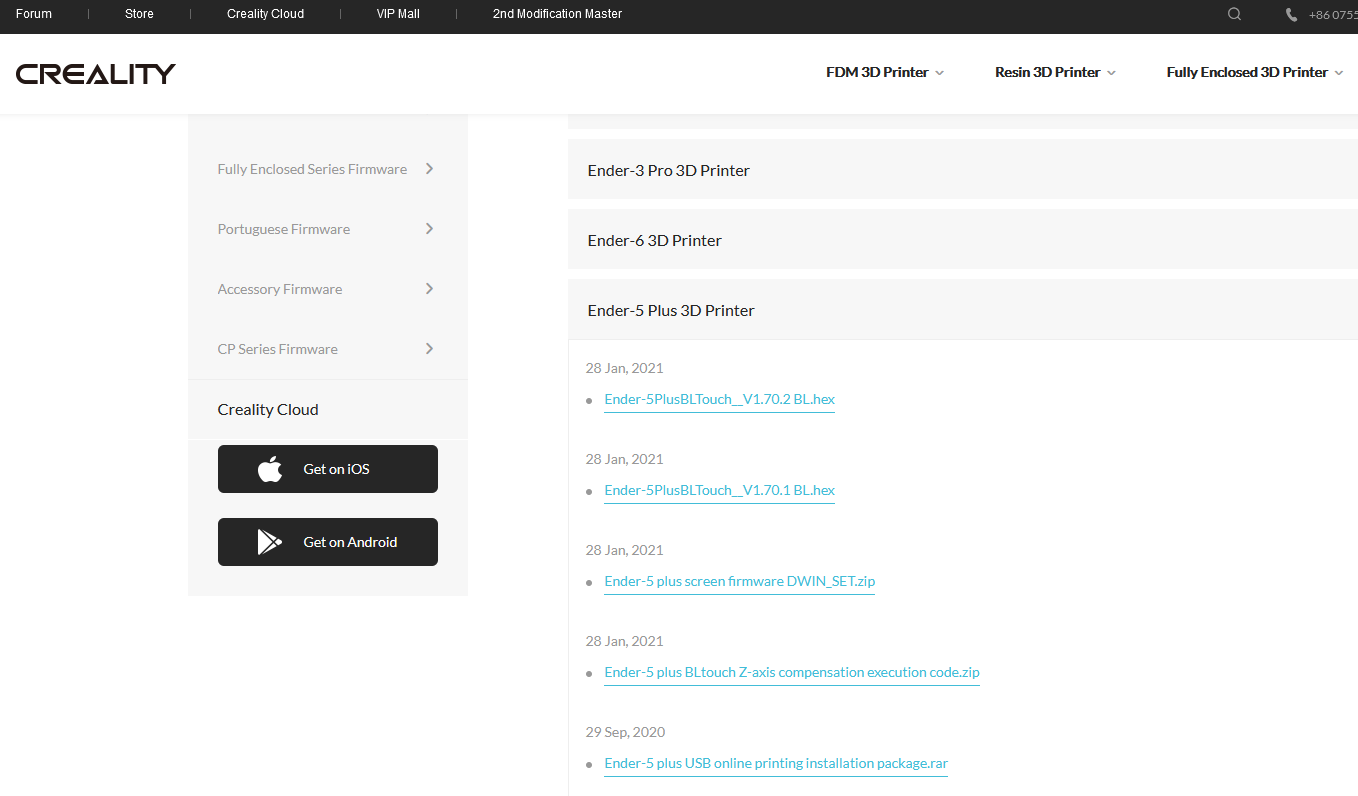
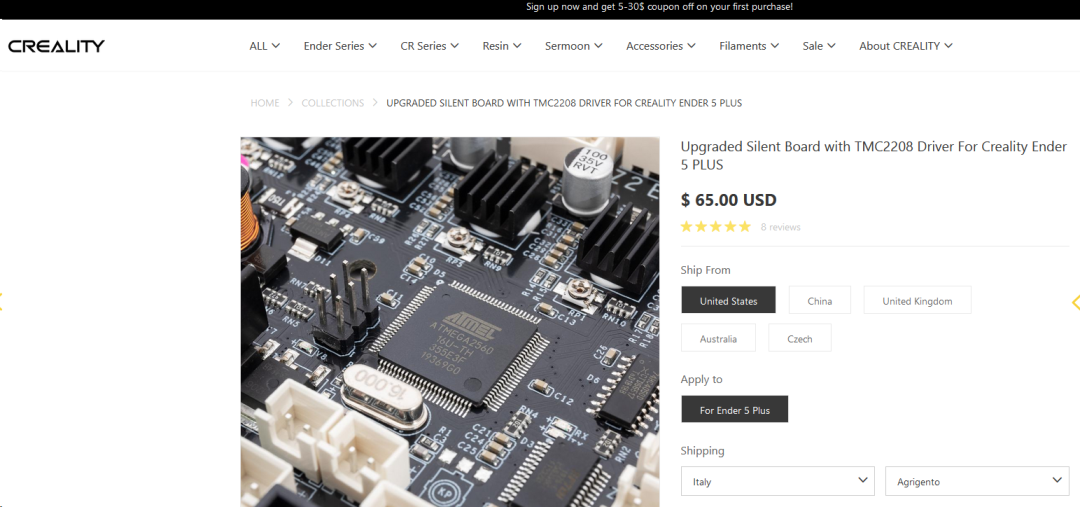
No se hai dato solo l'M301. Piuttosto come sei messo con gli step/mm di X e Y? E con i settaggi dei drive? Visto che hai la stampante collegata ad un PC dai un M503 e salvati in un file di testo il report dei dati di EEPROM, poi dai un M122 (sperando che nel firmware sia stato attivato il TMC_DEBUG) e aggiungi al suddetto file il report dei parametri dei drive silent. Fatto questo vedi cosa c'è nella riga di M92 per i passi mm di X e Y, e alla riga msteps per i drive. Poi cominciamo a ragionare. Sai quante volte l'ho letta sta storia? Il fatto che sul sito dei produttori di una stampante ci sia un firmware non garantisce che sia adatto proprio alla tua stampante, ammesso di aver schelto quello giusto tra le opzioni differenti. Personalmente sono dell'idea che se decidi di modificare la stampante devi imparare a configurartelo il firmware partendo dal sorgente, altrimenti tienila originale che è già complicato farle funzionare così. Comunque mediamente dopo ogni aggiornamento di firmware va verificato e/o ripristinato il contenuto dell'EEPROM quindi è importante sapere come è impostata la stampante prima del trapianto di sistema operativo, vedi sopra. E comunque sul sito trovi 2 versioni di firmware: ma sono per la scheda originale o per la silent? Visto che ti vendono una scheda madre come opzione mi sarei aspettato di trovare uno zip con le varie versioni... Azzz! ho appena trovato la pagina della cosiddetta scheda silent: Sul serio hanno il coraggio di venderti una 16bit come "aggiornamento" per una stampante da >€500 nel 2022, quando hanno già a catalogo la 4.2.7 che costa anche meno?
-
stampe con "segni superficiali"
Truck64 ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
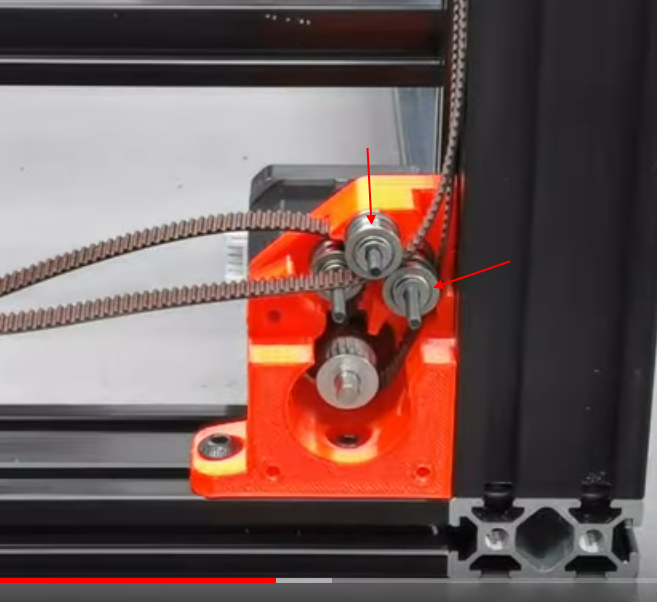
Ovvio. La soluzione "ignorante" è prenderla più lunga e allungare il filetto con una filiera: Sono appunto cuscinetti flangiati come dice @Killrob, ma sono diffusamente usati al posto delle pulegge "classiche" perchè più economici ma soprattutto perchè a parità di dimensione alloggiano sfere di diametro maggiore e non si bloccano con un granello di niente.
-
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Allora sono tutte impostazioni di firmware, sicuramente sbaglaite primo tra tutti la velocità di ricerca del finecorsa di home per l'asse X, quella per l'asse Y, la posizione di tasteggio per Z ecc. ecc. ecc. Da dove hai preso il firmware della scheda silent? -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Andiamo bene.... Cosa li spendo a fare tutti sti soldi per farvi studiare. 😜 Scherzi a parte durante la calibrazione del PID non dovrebbe dare allarmi. Unica cosa, ma questa è una sensazione mia, dal video la temperatura schende un po troppo in fretta. A meno che non vivi con i pinguini controllerei che la ventola di raffreddamento del pezzo non soffi anche sul nozle. -
A fine riga lascia materiale
Truck64 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Visto che hai cambiato scheda di controllo, e anche hotend, hai rifatto la calibrazione del PID per l'estrusore? Perchè pare propio che smetta di scaldare quando dovrebbe modulare la potenza, come se l'integrale fosse troppo alto. Ops. Scusa... Derivativo troppo alto. -
stampe con "segni superficiali"
Truck64 ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
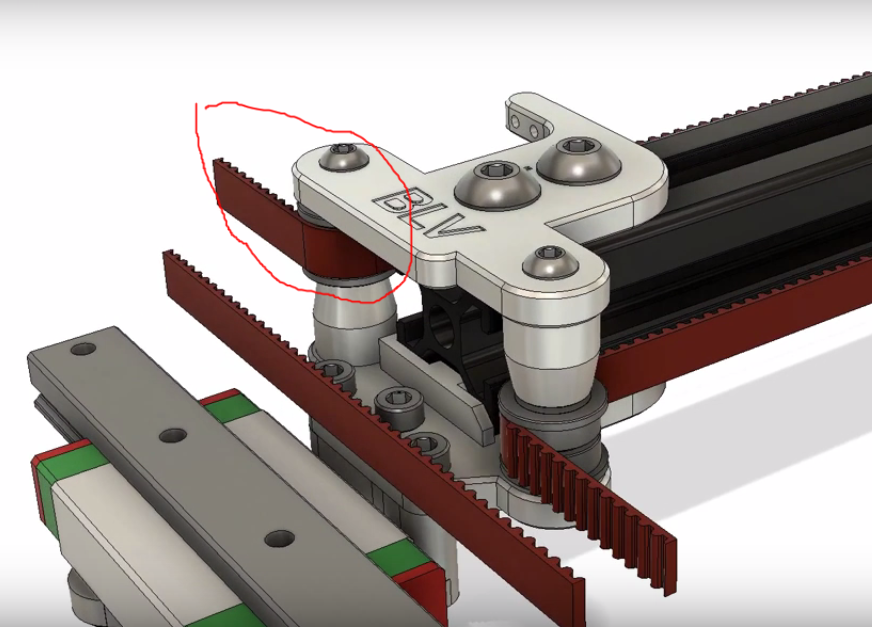
Come dice @Killrob. Nel senso che sulle istruzioni di montaggio sembra che sia lasciato a discrezione dell'utente usare pulegge dentate per i rinvvi lato dente del portale X In realtà su diametri di puleggia tanto piccoli girare la cinghia dal lato liscio o usare un profilo dentato per la puleggia è praticamente obbligatorio, sepcie se si usa un dente trapezoidale e non il classico GT. La domanda è quelle nel gruppo motore sono lisce o dentate?
-
stampe con "segni superficiali"
Truck64 ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
Quella degli alberi filettati si può risolvere in diversi modi, tipo prendi quelle parizialmente filettate, che saranno ovviamente più lunghe, e poi tagli il filetto in eccesso. Io ho anche provato a riempire il filetto sotto la puleggia con un trefolo/filo di ferro scelto di misura giusta e viene meno peggio di quanto non sembri a dirlo.... Ho dato un occhiata alla documentazione BLV e vista anche la cinghia dentata che usi hai per caso qualche puleggia dove scorre dalla parte dei denti? -
stampe con "segni superficiali"
Truck64 ha risposto a FoNzY nella discussione Problemi generici o di qualità di stampa
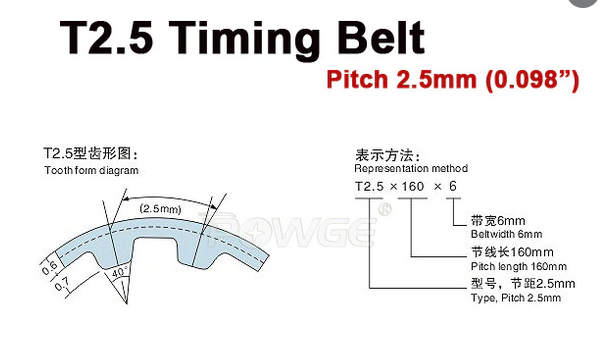
Ciao @FoNzY, per quanto ho letto e sperimentato quel difetto deriva da un problema ad una dello pulegge di rinvio. Che sia perchè si è rovinato un cuscinetto, perche girano eccentriche o fuori asse è difficile da dire. Oltre a tutto è quasi impossibile individuare quella difettosa senza smontare tutto. Intanto prova a vedere se durante una stampa noti un movimento lungo l'asse verticale di una di esse, o se uno dei rami della cingia vibra. Che cingia è? T2.5?
-
Problema strano con schermo LCD su Ramps 1.4
Truck64 ha risposto a enrikez nella discussione Software di slicing, firmware e GCode
Buonassera @enrikez. Prima cosa: l'alimentazione da USB va bene per i test del solo Mega. Se cominci a collegarci una Ramps e in più anche l'LCD grafico aspettarsi qualche problema di stabilità è il minimo. Quindi recupera un alimentatore 12V decete e vedi se il problema persiste. Dopodichè di quel display in rete trovi decine di tipi diversi, tutti nominalmente compatibili con il RepRapDiscount Full Graphic Smart Controller "originale" ma che spesso montano componentistica con caratteristiche leggermente diverse. La causa più comune di artefatti nella rappresentazione grafica sembra essere la temporizzazione dei segniali sull'SPI. Quindi se dopo che hai alimentato decentemente il problema persiste datti una letta a discussioni come questa , i valori da cambiare per la Ramps e Marlin 2.0.9.3 li trovi quì: Prova ad aumerntare il ritardo, specie il 2 e il 3 e vedi se ti risolve. A me comunque con la FullGraphic della bigtree_tech.com i valori mostrati non danno problemi. Ti do anche un consiglio dettato dall'esperienza di smanettone e casinaro: fissa scheda, display e tutti i componenti che aggiungerai per le prove su di un supporto, anche un pezzo di compensato va bene. Evita che possano vagare su di un tavolo altimenti prima o poi ti capita un contatto tra reofori o qualche cavo che si stacca e fa corto, e addio prove.
-
Problema strano con schermo LCD su Ramps 1.4
Truck64 ha risposto a enrikez nella discussione Software di slicing, firmware e GCode
Ciao @enrikez, purtroppo sono valide tutte le ipotesi che hai fatto. Intanto per quanto ne so il regolatore 5V del MEGA è scarsino per sostenere il consumo di un FullGraphics, e questo potrebbe spiegare perchè il problema si presenta dopo un po. Ma in passato ho letto di rogne con disturbi elettrici sui cavi piatti, di librerie aggiornate che vanno peggio di quelle più datate, della necessità di rivedere i parametri di temporizzazione nei file di Marlin (al di fuori dei calssici Configuration.h e Configuration_adv.h) e tanto altro. Personalmente io ne ho uno che uso per un banchetto di test e non mi ha mai dato problemi, ma non l'ho mai collagto alla RAMPS dovo ho invecie lo SmartController (4 righe di testo) da qualche anno e che va benone. Facciamo ordine: - Da quanto vedo il display non è motato su una macchina. Puoi postare un immagine completa? In particolare delle scritte che sono stampate sul PCB base a sinstra della manopola e del pulsante di reset. - Esattamente che Marlin stai caricando (versione completa). Con che programma (Arduino IDE o VScode). - Come sono messi i cavi piatti. Con che cosa alimenti il tutto? -
Barre tonde e guide lineari dove comprale
Truck64 ha risposto a l0v3byte nella discussione Hardware e componenti
Ma non era Aldo l'Onorevole? -
Barre tonde e guide lineari dove comprale
Truck64 ha risposto a l0v3byte nella discussione Hardware e componenti
Giacomo Poretti è "Bimbo Gigi", Giovanni Storti è "Pdor figlio di Kmer"... tutto sommato entrambi hanno interpretato personaggi a cui i suddetti aggettivi si possono applicare benissimo. -
Barre tonde e guide lineari dove comprale
Truck64 ha risposto a l0v3byte nella discussione Hardware e componenti
Si non è che sto dicendo che sono cari in assoluto. E' che ormai sembra che sia passato il concetto che le cose si possono sempre trovare a poco prezzo, basta saperle cercare e magari attendere qualche mese che arrivi, quando in realtà quello che trovi nella fascia economica sono in buona sostanza gli scarti di lavorazione delle linee "normali" con il conseguente degrado di qualità che ne deriva. Insomma: se vuoi roba decente/buona devi metteri nell'ordine delle idee che la devi pagare il giusto. -
Barre tonde e guide lineari dove comprale
Truck64 ha risposto a l0v3byte nella discussione Hardware e componenti
Le alberi temprati e relative boccole mi sono trovato bene da Compass DHM. Hanno anche un bell'assortimento di accessori. Certo non sono proprio economici, specie se li confronti con quanto trovi su Ali... -
Intanto sono contento che tu abbia trovato una soluzione. Riguardo a M204 e M205 Sono importanti almeno quanto M201 e M203, quindi se ora non ha i valori giusti per la tua stampante andrebbero aggiunti. M220 e M221 sono entrambi valori di override, non vengono salvati in EEPROM e si resettano a 100% ad ogni accensione/reset, quindi non serve aggiungerli ad un file di riconfigurazione. immagino che stai parlando do M203 (max feedrate). Tra 50 e 60mm/s di massima velocità per l'estrusore ovvamente c'è differenza ma difficle che tu vada mai a quella velocità stampando, quindi poco importa. Non ho capito il discorso di 60 default e 50 max: se ti riferisci a questa riga //#define LIMITED_MAX_FR_EDITING // Limit edit via M203 or LCD to DEFAULT_MAX_FEEDRATE * 2 #if ENABLED(LIMITED_MAX_FR_EDITING) #define MAX_FEEDRATE_EDIT_VALUES { 600, 600, 10, 50 } // ...or, set your own edit limits #endif è solo un limite di impostazione da pannello e come vedi è disabilitata. In ogni caso ho provato il file che ti ho allegato sopra (senza rinominarlo) e anche quello che allego a questo post direttamente dall'SD della stampante. Entrambi funzionano per la mia macchina senza bloccare nulla. E ho verificat che i valori vengono salvati in EEPROM. Quindi sul fatto che la tua machina si blocchi eseguendoli resta un mistero. non puoi impostarli una volta per tutte nel firmware tramite il pannello lcd della stampante? anche perché lo salvi in eeprom tutte le volte che lanci una stampa... che senso ha? No @Killrob non ci sarebbe necessità. E di solito il maxfeedrate, le accellerazioni, i passi per mm e tutto il resto sono parametri impostabili da pannello. Ma nello specifico di questa stampante non ho trovato un manuale che spieghi sotto che icona si trovano quei settaggi, e immagino che nemmeno @Mao77 sia riuscito a trovare il menu relativo. Sarebbe tutta roba facilmente impostabile anche da terminale ma come detto sopra non sappiamo come configurare la connessione per un Mac. Resta la via "comandi da SD" e l'ultimo listato (almeno spero di aver capito bene) è un programma singolo che serve a impostare i settaggi voluti della macchina da eseguire quando servisse, non è uno startgcode. Prova.gcode
-
Problema asse Z dopo aggiornamento a Marlin 2.0.9.3
Truck64 ha risposto a Silmar51 nella discussione Software di slicing, firmware e GCode
Sul sito di Creality ci sono firmware per BL Touch, per CR Touch, e comunque sono tutti compilati senza indicazione di quale cablaggio usare, quindi come indicazione non vale nulla. Sei tu che chiedi un supporto e qui ti si chiede informazioni per poterti aiutare. Vedi tu -
Problema asse Z dopo aggiornamento a Marlin 2.0.9.3
Truck64 ha risposto a Silmar51 nella discussione Software di slicing, firmware e GCode
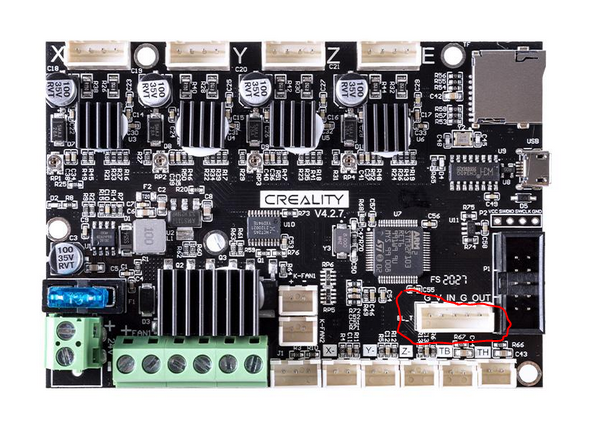
Magari mi sbaglio ma da quanto scrivi il tuo sembra un CR touch, non un BL Touch. E sulla 4.2.7 ci sono 2 metodi di collegare il sensore. Quindi prima di tutto chiarisci: il sensore è collegat su Zmin o sul connettore a 5 poli evidenziato quì Se è collegato sul connettore cerchiato per pima cosa non usa il segnale di Zmin (commenta #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN). Dopo di che ho letto che ci sono tastatori con sensore attivo (a transistor) e altri con sensore passivo (contatto meccanico come i finecorsa originali). In funzione di quale usi vanno attivati o meno i pullup degli ingressi. Secondo me è meglio che posti una foto del sensore, del cablaggio che stai usando, e magari i file di configurazione.
-
Molto strano. Per dire questa è l'intestazione di ogni file che stampo e, ovviamente, non mi blocca la stampante ; generated by PrusaSlicer 2.3.1+win64 on 2022-02-12 at 09:10:05 UTC ; ; external perimeters extrusion width = 0.45mm ; perimeters extrusion width = 0.45mm ; infill extrusion width = 0.45mm ; solid infill extrusion width = 0.45mm ; top infill extrusion width = 0.40mm ; first layer extrusion width = 0.42mm ; M201 X3000 Y3000 Z10 E3000 ; sets maximum accelerations, mm/sec^2 M203 X300 Y300 Z5 E100 ; sets maximum feedrates, mm/sec M204 P1500 R1500 T1500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X10.00 Y10.00 Z0.40 E5.00 ; sets the jerk limits, mm/sec M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec M107 M190 S60 ; set bed temperature and wait for it to be reached M104 S230 ; set temperature ;TYPE:Custom G28 ; home all axes G1 Z5 F5000 ; lift nozzle M109 S230 ; set temperature and wait for it to be reached G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 ; Filament gcode ;LAYER_CHANGE Può essere che i valori di M201 e M203 debbano essere interi? Può essere che M500 venga accettato solo come ingresso da terminale o usando l'apposito comando di salvataggio dei valori di EEPROM da pannello? Non lo so, tra l'altro il salvataggio non l'ho mai fatto da SD ma dando i comandi da terminale. Nella documentazione di Marlin non trovo nulla pro o contro. Questo pomeriggio faccio un paio di prove e ti so dire.
-
Vscode e platformio
Truck64 ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Se è per quello a me è un pezzo che ci mette più di un minuto ad aprirsi. Ho sempre pensato fosse la connessione internet.