Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Base di stampa non completamente piatta
Salvogi ha risposto a Edika nella discussione Problemi generici o di qualità di stampa
Ti ha già risposto @MayTs, aggiungo solo che il problema si chiama warping. -
Ventola maggiorata per estrusore BMG all metal diretto
Salvogi ha risposto a Salvogi nella discussione Hardware e componenti
La via di fuga è attraverso l'alettatura presente sullo spingifilo. https://images-na.ssl-images-amazon.com/images/I/51g7kMnb1VL._AC_SX425_.jpg -
Ventola maggiorata per estrusore BMG all metal diretto
Salvogi ha risposto a Salvogi nella discussione Hardware e componenti
Oggi ho provato a stampare il PETG che è il materiale con cui ho i maggiori problemi di intasamento quando la ventola non funziona più bene. Mi sembra che abbia funzionato, ho stampato un test di stringing con molte ritrazioni, utilizzato temperture fuori range (hotend 280°C, piatto 100°C, camera 37°C) e non si è intasato nulla. Ha fatto molto stringing perchè ho utilizzato 280°C al posto di 235°C che uso normalmente per stampare questo PETG. In più, dopo raffreddata la stampa era fragile come un grissino. -
Ventola maggiorata per estrusore BMG all metal diretto
Salvogi ha risposto a Salvogi nella discussione Hardware e componenti
Si, da quando ho la camera chiusa la ventola mi dura da 0,7 a 1 kg di filamento. Con la ventola danneggiata riesco a stampare alcuni filamenti, ad esempio HIPS e PLA mentre il PETG è sicuro che si intasa. Tempo fa avevo messo una gola all-metal perchè volevo provare a stampare materiali speciali, poi non ho mai acquistato materiali speciali per via del prezzo quindi sono ritornato alla gola con il teflon. In ogni caso la gola con il teflon l'ho utilizzata per stampare il policarbonato a 285°C senza nessun problema. Attualmente la camera non è riscaldata, raggiunge 35°C quando stampo con il piatto a 100°C. Infatti, anche io penso che la ventola da 40 non sia l'ideale in queste condizioni. Però, sto passando dalla ventola da 30 a quella da 40 quindi spero in qualche modo di migliorare la situazione. Non so che temperatura ragginge la gola, comunque la parte frontale dello spingifilo diventava molto calda ma si riusciva a tenere il dito a contatto senza bruciarsi. Stasera casomai provo cosa succede con la ventola da 40. -
Ventola maggiorata per estrusore BMG all metal diretto
Salvogi ha risposto a Salvogi nella discussione Hardware e componenti
Una piccola alettatura ce l'ha ma a quanto pare non è sufficiente, spero di risolvere con la ventola più grande. In effetti le ventole fanno una brutta fine anche perchè tutta la superficie si riscalda. Effettivamente questo ha una bella alettattura ma ha la rotella grande in plastica, per gli ingranaggi preferirei il metallo. Potrei provare, non so se cambia. -
Ventola maggiorata per estrusore BMG all metal diretto
Salvogi ha pubblicato una discussione in Hardware e componenti
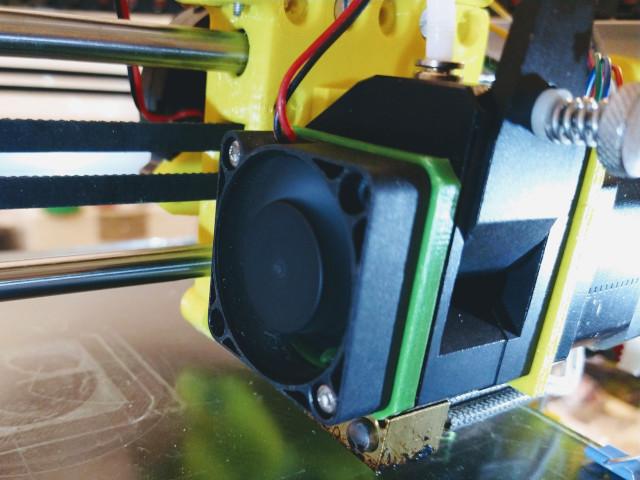
Da quando ho chiuso la stampante, dentro la camera di stampa in inverno si mantengono circa 35°C (temperatura esterna 15°C, ancora d'estate non ho provato) e l'hotend tende a intasarsi più facilmente. Ormai so che appena l'estrusore tende a intasarsi devo cambiare la ventola dell'hotend, in pratica devo cambiare ventola quasi ogni kg di filamento stampato. Io ho un estrusore BMG al metal diretto come questo https://it.aliexpress.com/item/33047173402.html e durante la stampa tutto il corpo dello spingifilo raggiunge temperature abbastanza alte (non so esattamente l'ho misurata con il dito) se la ventola dell'hotend non è nuova. Il mio estrusore BMG funge anche da dissipatore per la gola e permette di montare solo ventole 3010 Quindi, ho pensato di disegnare e stampare questo supporto https://www.thingiverse.com/thing:4857508 per poter montare una ventola 4010. Ancora devo provare a stampare con la nuova ventola, comunque spero di avere risolto il problema.
-
Prima stampante 3D Help
Salvogi ha risposto a Giuseppe9701 nella discussione La mia prima stampante 3D
225°C sembrano pochi per il PETG però devi considerare che i sensori delle stampanti non sono precisi, probabilmente la tua misura qualche grado in meno. Per questo sono importanti le torri di temperatura. Se impostando 225°C le stampe ti risultano ugualmente abbastanza resistenti vuol dire che quel PETG la tua stampante lo deve stampare a 225°C. Come suggerito da @Eddy72, una volta risolto il problema dell'intasamento, ti puoi stampare un fan duct come questo https://www.thingiverse.com/thing:1684483 per migliorare la qualità di stampa con il PLA. -
[WIP] V-Core Mod
Salvogi ha risposto a r88tl3ss nella discussione La mia stampante 3D e il mio laboratorio
Complimenti, molto bella -
Prima stampante 3D Help
Salvogi ha risposto a Giuseppe9701 nella discussione La mia prima stampante 3D
Concordo con i suggerimenti che ti hanno dato gli altri utenti del forum, ma mi sembra che la Geeetech Prusa i3 non abbia la ventola per il modello. Se non hai la ventola per il modello, puoi disabilitare il raffreddamento su Cura tanto non cambia nulla. Onde evitare disguidi bisogna dire che sull'hotend ci possono essere 2 ventole con funzioni diverse. Una che raffredda la parte alta della gola, è sempre presente (tranne se la gola viene raffreddata ad acqua) e più aria manda meglio è. Se funziona male, come già ti hanno detto, sale la temperatura su per la gola ed il filamento dentro la gola gonfia andando ad intasare il tutto. Una che soffia sulla parte stampata, serve a migliorare la qualità di stampa, se soffia troppo potrebbe causare problemi di intasamento ma è difficile. Non è presente in tutte le stampanti ed è quella a cui fanno riferimento i parametri di Cura nella sezione "Raffreddamento". Per quanto riguarda invece la ventola dell'hotend io ormai mi sento un esperto perchè la mia stampante è affetta proprio da questo problema (perchè il mio hotend usa ventole 3010, la ventola è attaccata sulla parte metallica che diventa calda ed ho la camera chiusa che raggiunge da 30 a 40°C) e quando l'hotend inizia ad intasarsi so che devo cambiare ventola anche se gira. Ora ho disegnato un supporto per una ventola più grande ma ancora non l'ho provato. -
Prima stampante 3D Help
Salvogi ha risposto a Giuseppe9701 nella discussione La mia prima stampante 3D
Intendo la ventola che soffia sul diffipatore colore oro/giallo, più aria manda e minore è il rischio di intasamento. Se sono rovinate, le ventole girano lentamente e mandano meno aria. Comunque prova a stampare, può essere che hai risolto sostituendo gola e nozzle. Quando monti l'hotend, è importante serrare alla fine il nozzle contro la gola altrimenti la plastica fusa esce da tutti i lati. -
Reploicator 2x PROBLEMA MOTORE ASSE X
Salvogi ha risposto a Ago88 nella discussione Problemi generici o di qualità di stampa
Macchina accesa. Penso che per la tua stampante dovrebbe essere 1,3V comunque confronta X ed Y e vedi la differenza. Attento a impostare il tester su VDC e a tenere la mano ferma. Se con i puntali tocchi qualcosa di sbagliato bruci la scheda madre. Ho visto meglio ci sono potenziometri trimmer elettronici, dovrebbero essere piccoli integrati quindi non puoi regolarli con un cacciavite (come si fa sui driver A4988). Forse sul display tra i menù della stampante hai il settaggio della corrente. Anzi, come prima cosa puoi provare a resettare tutte le impostazioni e vedere se la stampante si mette a funzionare senza bisogno di fare altro. -
Prima stampante 3D Help
Salvogi ha risposto a Giuseppe9701 nella discussione La mia prima stampante 3D
Avrai smontato male, c'è una procedura corretta, se sbagli rovini gola, ugelo o heatblock. Da una parte poco male perchè se ti si intasava, tanto vale sostituire gola e ugello. A questo punto devi comprare una gola ed un ugello nuovo e, se non riesci a svitare l'ugello spezzato, anche un heatblock nuovo. Forse i componenti giusti sono questi https://www.amazon.it/dp/B07S872HT1 comunque prima verifica, importa anche la lunghezza della gola. Per operare sull'hotend ti serve: chiave inglese da 7mm giratubi piccola (o pinza) Per smontare l'hotend: trattieni l'heatblock con una giratubi sviti l'ugello con la chiave a 7mm dopo sviti la gola Per montare l'hotend avvita a mano il nozzle svita a a mano il nozzle di 1/2 giro avvita la gola fino a portarla a contatto con il nozzle (la parte dove con il teflon deve andare a contatto con il nozzle) trattieni l'heatblock con una giratubi serra l'ugello con la chiave a 7mm A causare l'intasamento potrebbe essere anche la ventola se non soffia abbastanza aria -
Prima stampante 3D Help
Salvogi ha risposto a Giuseppe9701 nella discussione La mia prima stampante 3D
La Geeetech Prusa I3 Pro W dovrevve avere un estrusore MK8 diretto. Quando smette di estrudere il motore dell'estrusore scatta, tipo tac-tac? Potrebbe essere anche la temperatura errata, provate a ridurla di 10°C, se è elevata la gola tende a riscaldarsi e dopo un po' potrebbe non estrudere più. Comunque non disperate, la stampa 3D è così, potrebbe esserci qualche componente difettoso, tipo la gola, nozzle o sensore della temperatura, tuttavia sono componenti da pochi euro. -
Klipper o Marlin?
Salvogi ha risposto a Bananafell3r nella discussione Software di slicing, firmware e GCode
Anche a me interessa Klipper, la Sapphire Pro dovrebbe essere supportata https://github.com/KevinOConnor/klipper/tree/master/config A livello hardware dovrei avere tutto ma ancora però non ho capito bene come procedere. -
Come mai non hai messo il ponte orientato lungo il lato minore? Aumenteresti la rigidità.
-
L'antro delle streghe 2
Salvogi ha risposto a gregorio56sm nella discussione La mia stampante 3D e il mio laboratorio
Doppio campione, per rispondere hai aperto una nuova discussione 😂 -
Reploicator 2x PROBLEMA MOTORE ASSE X
Salvogi ha risposto a Ago88 nella discussione Problemi generici o di qualità di stampa
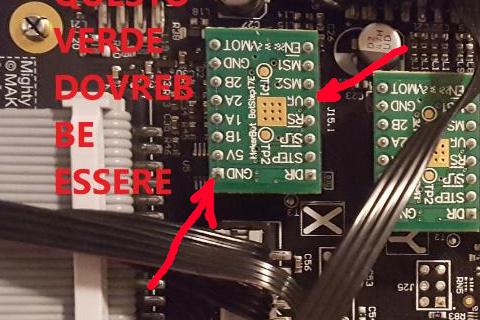
Ho visto ora, sulla scheda madre Makerbot ci sono dei potenziometri elettronici che forniscono la vref al driver. Quindi ci sarà un problema con la scheda madre. Casomai misura la tensione tra GND e VR sia sul driver dell'asse X che sull'asse Y per confrontare i risultati. Attento a tenere la mano ferma perchè se con i puntali tocchi altri piedini fai cortocircuito. Il tester va impostato su VDC, se ad esempio lo imposti su ADC fai cortocircito.
-
Reploicator 2x PROBLEMA MOTORE ASSE X
Salvogi ha risposto a Ago88 nella discussione Problemi generici o di qualità di stampa
MightyStep17 A4982 hanno tensione di riferimento esterna, quindi dovresti trovare un trimmer sulla scheda madre. -
Reploicator 2x PROBLEMA MOTORE ASSE X
Salvogi ha risposto a Ago88 nella discussione Problemi generici o di qualità di stampa
I driver in questione sono MightyStep17 A4982 -
Quindi è un pezzo piccolo notevolmente ingrandito? Comunque nelle mie stampe a resina io non li vedo i layer ad occhio nudo (e neanche con gli occhiali da vicino 👓). Secondo me ti conviene stampare un test come questo Prova.stl dove hai delle pareti perfettamenti verticali ed altre inclinate per cercare di capire il problema. Secondo me potrebbero anche essere i parametri sbagliati o la resina rovinata, a quanto ho capito le stampanti "mono" sono un'evoluzione delle classiche stampanti a resina ed i parametri sono completante diversi, ad esempio il tempo di esposizione molto inferiore. Che resina usi?
-
Infatti anche a me sembrava una stampa a filamento
-
Anycubic I3 - sostituzione step driver finita male! Aiuto!
Salvogi ha risposto a Fabrizio_ nella discussione Hardware e componenti
Purtroppo penso che ancora poche persone hanno un Apple M1. Per la prossimo volta puoi vedere se con Arduino IDE riesci a comunicare con la Trigorilla. Hai ottenuto il rimborso o l'oggetto da alleinrxz? -
Effettivamente qualcosa non va, con la stampante a filamento ottengo layer meno visibili dei tuoi. Ancora non sono molto pratico con la resina, ho fatto poche stampe (con una Elegoo Mars) ma in nessuna sono visibili i layer, neanche in geometrie complicate. Non vorrei che il tuo oggetto per come lo hai inclinato nello slicer si deformi un po' quando va a contatto con il fep. Oppure la resina è di scarsa qualità o rovinata. Hai fatto delle prove con geometrie semplici, ad esempio un cubo con la base a contatto con il piatto?
-
La prima stampa 3d che non va
Salvogi ha risposto a ValerioBI nella discussione Problemi generici o di qualità di stampa
Come già detto da @marcottt e @Marco-67, non puoi stampare in aria senza supporti. Diciamo che il file non è l'ideale da stampare, ti conviene modificarlo in modo tale che poggi per intero sul piatto di stampa. Ovviamente lo puoi stampare anche così però devi attivare i supporti nello slicer e poi alla fine della stampa ti tocca ripulire il pezzo dai supporti. Con un po' di esperienza si stampa facilmente ma diciamo che non è una stampa alla portata di chi è alle prime armi. Per ottenere dei supporti facilmente rimovibili devi fare una buona calibrazione della stampante e dello slicer. In ogni caso la dovresti stampare sottosopra così lo slicer utilizzerà i supporti solo per la gamba del cartellino. -
Il problema è facilmente risolvibile, ogni diodo al silicio (es. 1N4007) posto in serie alla ventola produce una caduta di tensione di 0,7V. Quindi puoi mettere 2 diodi in serie ottenendo una caduta di tensione di 1,4V o 3 diodi in serie ottenendo una caduta di tensione di 2,1V. Le ventole silenziose hanno una portata d'aria minore, se l'alimentatore non è sfruttato al massimo possono andare altrimenti meglio una ventola normale In alternativa, se la ventola assorbe 0,15A potresti mettere in serie alla ventola una resistenza di (14-12)/0,15=13,3 ohm Siccome 13,3 ohm non esiste, puoi mettere una resistenza da 12 ohm