Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
PROBLEMA con l'asse x(auto) home
Salvogi ha risposto a RobbMonopolio nella discussione Problemi generici o di qualità di stampa
Hai collegato male l'endstop, il fine corsa dell'asse X deve andare su X- (X min) -
Di questi https://it.aliexpress.com/item/4000083497569.html?spm=a2g0o.productlist.0.0.55f07630vnEEkp&algo_pvid=a0bb6558-09e5-444e-b93f-9e5311cc0cc4&algo_expid=a0bb6558-09e5-444e-b93f-9e5311cc0cc4-14&btsid=0ab6d59515889462363121154e3e10&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_ allo stesso prezzo ne prendi 6.
-
Se funziona con il firmware originale, allora l'unica spiegazione è che il connettore non è collegato al pin A6 del microcontroller ma su un altro pin. Del firmware originale hai solo il file .hex o hai anche i sorgenti ovvero il file .ino con le librerie .h? Avendo i sorgenti è possibile vedere qual'è il pin corretto. Oppure, visto che le possibilità rimanenti sono solo 6, puoi fare il tentativo seguente. Metti nuovamente #define TEMP_0_PIN 7 // Analog Input (pin 33 extruder) Rimetti i connettori dei sensori al posto giusto Fai 6 tentativi distinti provando a cambiare il 6 con 0, 1, 2, 3, 4, 5 nella seguente riga #define TEMP_BED_PIN 6 // Analog Input (pin 34 bed)
-
Non è pericoloso solo lo stirene. Sono velenosi e cancerogeni anche acrilonitrile presente in ASA e ABS e il butadiene presente nell'ABS. Anhe HIPS contiene stirene e butadiene. Io ho provato ABS e HIPS, le stampanti le ho in garage e un po' di odore arriva fino a casa anche tenendo le porte chiuse. Inoltre non sono sicuro della correlazione poco odore poco pericoloso.
-
Ho provato effettivamente ci vuole meno forza. Però non ho capito bene come fare, se poi bisogna procurarsi le dita di ricambio o esiste un metodo meno con minore sofferenza.
-
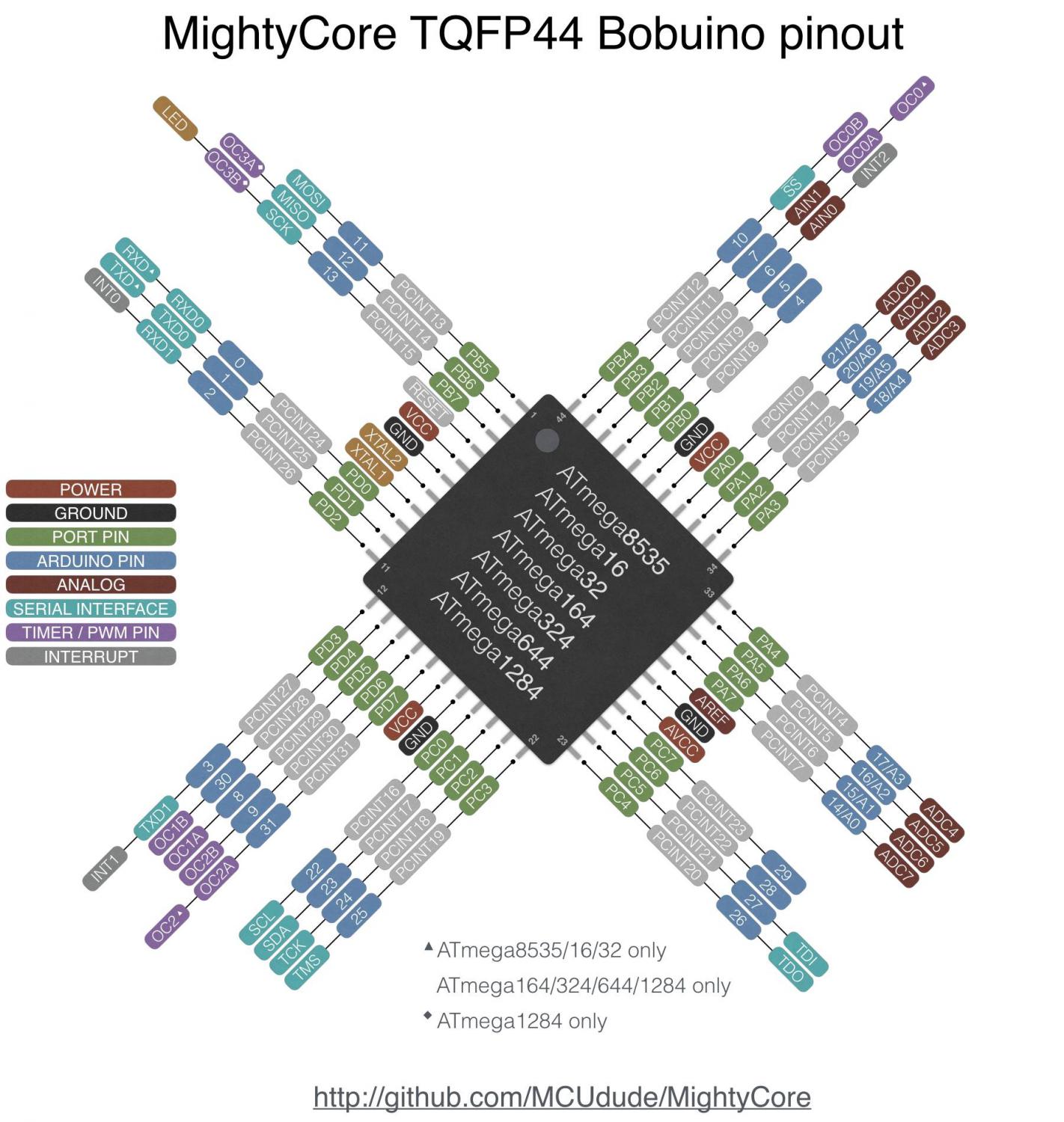
In pratica nel file pins_ANET_10.h viene specificato al firmware come vengono usati i piedini del processore Atmega1284 questo perchè ogni scheda ha una configurazione differente. I piedini del processore possono essere usati sia come ingresso che come uscita. Il processore dispone anche di ingressi analogici che gli permettono di misurare il livello di tensione all'ingresso. Siccome il Marlin è scritto tramite IDE Arduino devi vedere i pin nelle caselle blu "Arduino pin". I pin digitali vengono inseriti nel programma con il solo numero quelli analogici con la A davanti. Siccome è ovvio che il sensore di temperatura vada su pin analogico il Marlin gli aggiunge la A in automatico quindi non andrebbe messa. A questo punto l'ultimo tentativo che ti so suggerire è quello di invertire i pin dei sensori nel file pins_ANET_10.h #define TEMP_0_PIN 6 // Analog Input (pin 33 extruder) #define TEMP_BED_PIN 7 // Analog Input (pin 34 bed) ed invertire i connettori sulla scheda. Se il problema si sposta sul nozzle allora dovrebbe essere un problema della scheda, se invece rimane sul piatto dovrebbe significare che hai un sensore di tipo diverso sul piatto.

-
Se non legge la temperatura e continua a scaldare A6 non va bene. Che ti indica zero? La temperatura del nozzle la legge bene?
-
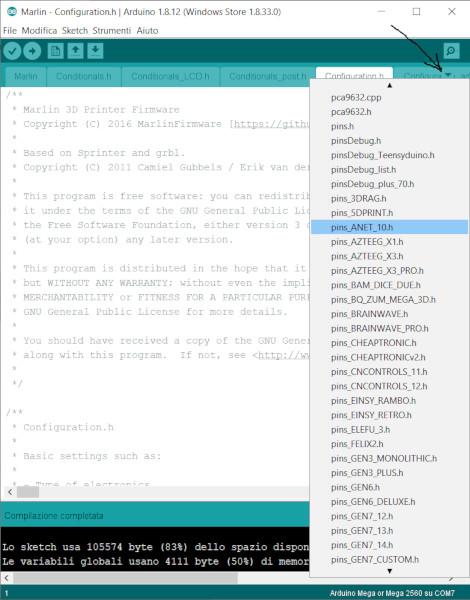
E' nella stessa cartella dove c'è Configuration.h Oppure cliccando sul triangolino in alto a destra dove ci sono i vari moduli del firmware.
-
L'ultimo tentativo che mi viene in mente è il seguente nel file pins_ANET_10.h modifica la seguente riga. #define TEMP_BED_PIN 6 // Analog Input (pin 34 bed) con #define TEMP_BED_PIN 60 // Analog Input (pin 34 bed) se non dovesse funzionare prova con #define TEMP_BED_PIN A6 // Analog Input (pin 34 bed) Ovviamente se non funziona in nessuno dei due modi che ti ho scritto rimetti tutto come era prima.
-
Intanto i tuoi sensori dovrebbero essere 3950 da 100k con resistenza pullup da 4,7kohm quindi dovresti sostituire il valore 5 con 11 nelle righe seguenti #define TEMP_SENSOR_0 5 #define TEMP_SENSOR_BED 5 Poi dovresti anche vedere il modello esatto della tua scheda madre perchè forse potrebbe essere necessario mettere mano anche al file pins.h
-
Secondo me non ha senso 2 motori perchè quando il filo si inceppa con il mio Bondtech BMG clone il motore continua a girare e o si crea un groviglio dentro l'estrusore o si consuma il filo tra le due ruote godronate. Se devi usare 2 motori uguali e la corrente di ciascuno non è eccesiva, non è neseccario modificare il firmware ma basta usare il cavo adattatore che ha un ingresso da attaccare sulla scheda e due uscite dove collegate i cavi dei motori.
-
Io sarò un po' maldestro ma, nello svitare, danneggio sempre gole e heat block. Inoltre il sensore 3950 100kohm è un po' delicato ed io ne ho rovinato un bel po'. Quindi, io piglierei anche gole, heat block e sensori. Ovviamente devi stare attento al modello esatto da ordinare, ci sono gole, heat block ed ugelli differenti, nel tuo caso penso che dovrai prendere quelli MK8.
-
Sulla prusa ho montato un carrello per poter mettere un estrusore diretto singolo od uno doppio bowden. Come estrusore diretto ho usato un BMG all metal clone della Fysetc, gola all metal chimera, heatblock mk8 (perchè avevo molti ugelli mk8). Non ho provato la massima velocità ma ho stampato senza problemi a 80 mm/s con nozzle da 0,8 mm, larghezza di esrrusione di 0,9 mm e altezza del layer di 0,5 mm. Inoltre riesco a stampare fino a 330 °C poi il mio sensore 3950 100 kohm impazzisce e mi segna temperature senza senso. Nella delta ho 2 estrusori bowden di cui uno BMG all metal clone della Fysetc e l'altro recuperato quando ho sostituito quello della prusa e come hotend un V6 clone con un adattatore a Y. Nella delta non ho provato velocità o temperatura elevate forse per questo non ho notato differenze tra gli estrusori. Nei miei BMG clone è un po' più fastidioso la sostituzione del filamento ma alla fine non troppo. Ho notato che i doppi ingranaggi BGM hanno denti più piccoli quindi nello spazio tra un dente e l'altro rimangono residui di filamento. Il BMG all metal secondo me è meglio perchè tutti gli ingranaggi sono in metallo, l'unica parte in plastica e la rondellina della molla.
-
Allora devi impostare gli step/mm dell'asse Z. Esegi l'home degli assi, dal menù della stampante sposta l'estrusore sul piatto variando X e Y. Solleva di 100mm l'estrusore variando Z e misura se si è alzato di 100 o di più. Se hai barre trapezie normali dovresti avere la seguente impostazione nel file di configurazione. #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 95 } oppure #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 800, 95 } secondo il microstepping che hai settato con i ponticelli sulla scheda.
-
Questo dovrebbe essere un problema di sottoestrusione o di livellamento del piatto. Oppure nel firmware Marlin 2.0 potresti anche aver impostato male i passi/mm dell'asse Z. Mi sembra che avevi scritto altezza del layer 0.1, in questo caso perchè complicarsi la vita con la prima stampa? Imposta altezza strato 0.3 se hai nozzle da 0.4 oppure a 0.2 se hai il nozzle da 0.3.
-
Agli inzi tutti siamo stati neofiti ed abbiamo commesso errori. Non conviene saltare i passi e pensare di sostituire il firmware della stampante se prima non ci si fa le ossa con un poì di pratica. Fossi in te prima proverei a riuscire a stampare. Se cambi il firmware e quello nuovo non funziona poi ti trovi nei guai moooltooo grossi. Premesso che a un neofita non conviene assolutamente cambiare il firmware. Per mettere il Marlin 2.0 dovresti: Scaricare la IDE Arduino da Microsoft Store (è gratuita). Installare i driver del controller USB se la scheda della tua stampante ne usa uno diverso da quello presente nelle schede Arduino. Scaricare Marlin 2.0 da https://marlinfw.org/meta/download/ (è gratuito). Scaricare il file di configurazione da https://github.com/MarlinFirmware/Configurations/tree/release-2.0.5/config/examples/Geeetech/Prusa i3 Pro W (è gratuito). Sia il firmware che i file di configurazione non sono belli e pronti ma li devi adattare tu alla tua configurazione esatta. Se sbagli qualcosa la stampante non esplode ma le tue condizioni psicofisiche potrebbero essere come se fosse esplosa. Sono richieste competenze di Arduino e di configurazione dei firmware per stampanti 3D. Per imparare a configurare i firmware a suo tempo acquistai una seconda stampante su eBay venduta come non funzionante per pezzi di ricambio.
-
Non sono sicuro che con "initialize EEPROM" del menù "Avanzate" cancelli la griglia errata. Purtroppo io ho Marin 2.0 con il menù italiano. Dal menù "Configurazione" scegli direttamente "Ripristina impostazioni" senza entrare nel "Avanzate". Dopo avere cliccato su "Ripristina impostazioni", clicca su "Salva impostazioni". In alternativa, attraverso un'host puoi inviare i comandi M502 ed M500 M502 effettua il reset, M500 il salvataggio
-
Non bisogna essere troppo autocritici. E' un dettagio che poteva sfuggire, sembrava una caccia al dettaglio. Invece vediamo se shervin_mehra è riuscito a stampare.
-
Come hai fatto l'autolivellamento senza sensore? Non ti si schianta l'ugello sul vetro?. Il sensore è utile ma non indispensabile, ad esempio io non ce l'ho. Se vuoi lo puoi comprare su Amazon, eBay, Aliexpress, etc. A questo punto, dal menu della tua stampante devi azzerare i settaggi per rimuovere la griglia di autolivellamento sicuramente errata. Dopo avere regolato il piatto con il pezzo di carta parti a stampare senza eseguire l'autolivellamento visto che non hai il sensore.
-
Il sensore di tocco, che si installa accanto al motore dell'estrusore della tua Geeetech. https://www.geeetech.com/wiki/index.php/3DTouch_Auto_Leveling_Sensor
-
Guarda meglio, dal secondo 7 al secondo 12 si vede ruotare il giunto sinistro dell'asse Z. Mi viene da pensare che nella stampante ci sia memorizzata una griglia di autolivellamento errata o che nel gcode c'è uno spostamento anche nell'asse Z. Che sensore usi per l'autolivellamento?
-
Potrebbe anche essere un problema di sottoestrusione. Il moltiplicatore di flusso è 100% sia nello slicer che nella stampante? Nello slicer hai impostato il diametro del filamento a 1.75mm? I passi/mm dell'estrusore sono corretti? (Per la tipologia del tuo estrusore dovrebbero essere 95 step/mm) La corrente del driver è adatta allo stepper dell'estrusore? Come ti hanno già detto, l'ugello dai video sembra troppo alto dal piano di stampa. Per livellare il piatto con il foglio io faccio si che occorro un po' di forza per tirare il foglio che rimane leggermente incastrato tra l'ugello e il piatto, non so se è giusto ma riesco a stampare. Invece della lacca prova anche a spennellare sul vetro un po' di colla vinilica sciolta in acqua.
-
ORA LA BUTTO NELLA VASCA E LA FACCIO FINITA.
Salvogi ha risposto a Mad Hatter nella discussione La mia prima stampante 3D
Possibile anche che hai invertito i termistori, se colleghi il termistore del piatto al posto di quello dell'hotend e viceversa la stampante va in protezione e si resetta. Analoga cosa se inverti a collegare la resistenza di un hotend con quella del piatto. In questi caso la stampante è normale che si autoresetti per proteggere il piatto o l'hotend dal surriscaldamento. Il collegamento corretto dovrebbe essere il seguente: -
Dazi doganali, come comportarsi.
Salvogi ha risposto a arcseb nella discussione La mia prima stampante 3D
Fino ad ora ho acquistato dalla Cina solo tramite eBay o Aliexpress e posso dire la mia esperienza. Ovviamente le tasse è giusto pagarle ma se scegli una spedizione economica tipo "China Post Registered Air Mail" o "ePacket" è difficile che ti venga richiesto di pagare la dogana. Se scegli una spedizione premium DHL o TNT è quasi sicuro pagare la dogana. Un fattore che incide decisivamente sull'importo del dazio che devi pagare è il cosidetto Incoterms, questo può variare da EXW (che significa tutto a carico tuo) a DDP (che significa tutto a carico del venditore) vedi https://it.wikipedia.org/wiki/Incoterms L'Incoterms va scelto di comune accordo tra venditore e acquirente al momento dell'acquisto. Con EXW il venditore risparmia poco ma all'acquirente arriva una mazzata. -
Adattatore a Y per doppio filamento
Salvogi ha risposto a Salvogi nella discussione Hardware e componenti
Ho trovato tra i menù di Marlin 2.0 la ritrazione durante il cambio di tool quindi ora non devo più modficare il gcode. Ho fatto molti passi in avanti ma ancora ho qualche problema. Alcune volte la stampa si blocca perchè il filamento si rigonfia. Ho provato solo con PETG, ABS e HIPS che sono i filamenti attualmente che attualmente ho disponibili.