Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
CR-20: Problemino con il bridging [Risolto]
Salvogi ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
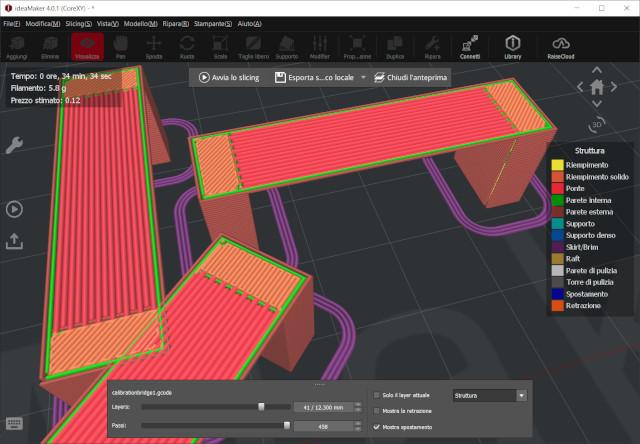
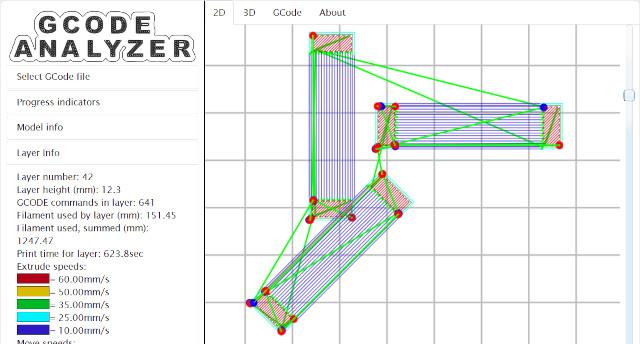
A me funziona, senza mettere nessun angolo mi basta solo deselezionare "Attiva angolo ponte fisso". Comunque rimane sempre il problema che PrusaSlicer e Cura agganciano meglio il bridging sulla superficie solida, Ideamaker piglia si e no 2 perimetri Ho visto ora, la stampa differisce dalla preview? Ho analizzato il gcode con Gcode Analyzer (gcode.ws) e mi dice che il riempimento lo fa come da anteprima, non ho provato a stampare ma è improbabile che Gcode Analyzer o la tua stampante possano ruotare il riempimento.
-
CR-20: Problemino con il bridging [Risolto]
Salvogi ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
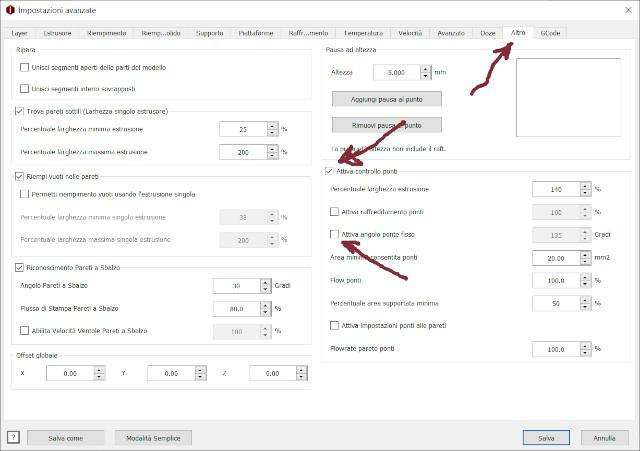
Trovato Avvia lo slicing --> Modifica profilo --> Scheda Altro --> Attiva controllo ponti --> Togli spunta in Attiva angolo fisso
-
CR-20: Problemino con il bridging [Risolto]
Salvogi ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Poco fa ho fatto una prova ad affettare un modello con diversi slicer. Cura, PrusaSlicer e Slic3r mi hanno fatto i bridging per intero in modo longitudinale mentre Ideamaker mi fa il riempimento del bridging a 45°. Ho risolto ruotando il modello di 45° ma ciò non va bene perchè se hai più bridging non sapresti da che parte ruotarlo. Si dovrebbe segnalare ai programmatori. Io non ho trovato nulla ma se le torri te le affetta giuste, la cosa è strana forse c'è l'impostazione corretta da settare. Usi sempre Ideamaker per le affettare le torri di temperatura? -
Nuovo bed in alluminio: pareri
Salvogi ha risposto a iLMario nella discussione Hardware e componenti
Forse ci sono, ho trovato una soluzione. Nell'immagine seguente a sinistra abbiamo quello che penso sia lo schema semplificato di un relè SSR mentre a destra uno schema base di un dimmer. A questo punto bisogna fare un circuito misto Relè SSR+Dimmer tutto in uno. Siccome il fotoaccoppiatore (o fotodiac) non lo puoi mettere nel dimmer, ho ideato il circuito seguente. Dove LED e fotoresistenza vanno messi in un tubicino di plastica per evitare influenze della luce esterna. Purtroppo a casa non ho diac, triac, fotoresistenza ne condensatore ad alta tensione, altrimenti provavo. Se qualcuno si vuole cimentare, bisogna specificare che occorrono buone competenze di elettronica perchè con questo circuito si rischia di rimanere fulminati o bruciare la scheda madre della stampante.
-
Nuovo bed in alluminio: pareri
Salvogi ha risposto a iLMario nella discussione Hardware e componenti
Il diac dovrebbe essere solo nei dimmer (o nei regolatori di potenza in genere), un relè ssr non ne dovrebbe contenere, li ci dovrebbe essere solo triac e optoisolatore. Mentre sono d'accordo per i 100Hz, le semionde sono 2 in ogni periodo quindi la frequenza raddoppia. -
CR-20: Problemino con il bridging [Risolto]
Salvogi ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ho usato poco Ideamaker ma mi è sembrato un ottimo slicer, purtroppo (o fortunatamente) quel poco che l'ho usato non mi è capitato di fare bridging. Mi sa che qui Ideamaker ha proprio toppato, il bridging va fatto tutto in direzione longitudinale, non solo il perimetro, almeno così fanno Cura, PrusaSlicer e Slic3r. -
Nuovo bed in alluminio: pareri
Salvogi ha risposto a iLMario nella discussione Hardware e componenti
Non ho mai smontato un relè ssr ma penso che quasi certamente all'interno ci sarà un triac pilotato tramite optoisolatore. Una volta innescato il triac rimane in conduzione finchè la sinusoide della tensione di rete non passa per lo zero. Quindi, anche se il triac ha una velocità di intervento molto maggiore, in pratica bisogna stare molto al di sotto di 50Hz, penso non sia una bella idea superare 5Hz che comunque con il bed vanno benissimo. Con frequenze prossime a 50Hz dovresti fare impazzire il PID del Marlin mentre con frequenze molto maggiori il relè ssr dovrebbe funzionare solo on/off. Non so a che frequenza corrisponde Q10 ma dal grafico che hai postato sembra che il PID sia scalibrato o che il relè ssr stia lavorando on/off per via della frequenza troppo elevata. Riporto, ad esempio, il grafico del riscaldamento della mia stampante. Il nozzle che funziona con il controllo PID, si stabilizza alla temperatura corretta mentre il piatto che non ha controllo PID (perchè ho un relè elettromeccanico e quindi vado solo on/off) continua ad oscillare attorno alla temperatura impostata per tutta la durata della stampa. Se sei riuscito ad impostare una frequenza PWM di pochi Hz, mi dici come ci sei riuscito?
-
Ender 3 pro non stampa più dopo installazione BLTOUCH
Salvogi ha risposto a frankieorabona nella discussione Creality
Non è così brutta la stampa, se vuoi di più dovresti usare un nozzle più piccolo e/o una risoluzione maggiore. Devi considerare che la stampa FDM ha i suoi vantaggi e i suoi svantaggi, se vuoi superfici perfettamente lisce dovresti usare una stampante a resina che però ha altri inconvenienti. I difetti sulle superfici interne sono causati da troppa ventola, se il flusso d'aria è troppo elevato il filamento aderisce male allo strato inferiore e tende ad essere trascinato dal nozzle. Mentre i difetti sulle superfici esterne sono causati da poca ventola e/o mancanza di suporti, se il filamento non poggia su uno strato sottostante e normale che per forza di gravità si afflosci verso il basso. -
Nuovo bed in alluminio: pareri
Salvogi ha risposto a iLMario nella discussione Hardware e componenti
Visto che hai fatto il PID, ce l'hai in pwm tramite relè ssr? Io ce l'ho con un relè elettromeccanico quindi solo ON OFF ma mi interesserebbe passare al pwm. -
Ender 3 pro non stampa più dopo installazione BLTOUCH
Salvogi ha risposto a frankieorabona nella discussione Creality
Si, Z=0, ci pensa lo slicer a sollevare il nozzle per il primo layer. Il foglio incastrato tra piatto e nozzle si deve poter spostare con leggera forza e senza rischio di strapparsi. All'inizio, piuttosto che upgradare è meglio fare tutte le tarature. Non ti scoraggiare, all'inizio è normale. -
Calici da "giardino" per aperitivi
Salvogi ha risposto a dnasini nella discussione Nuove idee e progetti
Ci sono due problemi da prendere in considerazione: La stampa 3D è porosa e può trattenere residui di alimenti fancendo proliferare batteri e muffe. Le plastiche possono contenere metalli pesanti o altre sostanze pericolose che possono rilasciare. Comunque esistono filamenti appositi, puoi cercare con Google "filamenti per alimenti", "filamenti atossici" o "filamenti biocompatibili". -
Auguri di buona Pasqua
-
Stampare un oggetto di circa 10x8 cm avente delle scritte da circa 2mm
Salvogi ha risposto a Benni nella discussione Software di slicing, firmware e GCode
Il PLA potrebbe andare bene inoltre, se hai fretta, un materiale nuovo non va bene perchè dovresti rifare prove e tarature. A me sembra sovraestruso e stampato a temperatura troppo alta. Dovresti rivedere le calibrazioni, eventualmente diminuisci la percentuale di flusso da 1 a 0,95 (o 95%) e prova ad abbasare la temperatura del nozzle di 5 o 10 °C. Anche la temperatura del piatto può influire visto che stampi le scritte sopra uno strato sottile. La sovraestrusione potrebbe anche dipendere dal piano di stampa non ben livellato, se il primo layer è troppo schiacciato al piatto, il difetto si ripercuote su molti strati superiori. Intanto ricontrolla il livellamento con un foglio di carta, fai l'homing, disabilita i motori, metti un foglio di carta sul piatto e poi sposta in nozzle sopra il piatto, dovresti riuscire a spostare il foglio incastrato tra nozzle e piatto senza troppa forza e senza che rischi di strapparsi. Fai questo controllo nei quattro angoli ed al centro del piatto. Per quanto riguarda temperatura e flusso, secondo me ti conviene fare prove variando un solo parametro a volta quindi prova a fare delle stampe riducendo solo la temperatura e delle stampe riducendo solo il flusso. Per la sola scritta "Fire", potresti stampare anche solo un rettangolo più piccolo così risparmi tempo e PLA. Comunque sentiamo anche il parere di qualcuno esperto come @Killrob e @marcottt. Che temperatura usi per piatto e nozzle con il PLA? -
Stampare un oggetto di circa 10x8 cm avente delle scritte da circa 2mm
Salvogi ha risposto a Benni nella discussione Software di slicing, firmware e GCode
Se il rettangolo che contiene la lettera è largo appena 2x2mm, con un nozzle da 0,4mm la vedo un po' difficile, sono 5 passate quindi e come avere una risoluzione 5x5. Se setti tutto alla perfezione, soprattutto il flusso, la larghezza di estrusione e stringing forse ci potresti riuscire. Comunque, con la mia stampante, ci sono materiali con cui i dettagli vengono mi meglio, ad esempio HIPS e materiali con cui i dettagli vengono peggio esempio PETG. Diciamo che in ordine io metterei HIPS, ABS, PLA, PETG. Se posti una foto di ciò che hai ottenuto con la stampa, forse si riesce a risalire al problema. -
In effetti non è venuto come mi aspettavo, infatti penso di abbandonare questa tecnica. Devo però considerarare che le stampe in policarbonato mi vengono molto resistenti lungo gli assi X ed Y con notevole allungamento a rottura mentre l'adesione tra i layer non è buona quindi lungo l'asse Z la stampa è fragile ed anche a flessione la stampa in PC resiste meno del PETG perchè i layer si separano, ho provato ad aumentare la temperatura di stampa fino a 315 °C ma ho ottenuto solamente la formazione di molte bolle. Mentre dopo la rifusione sembra resistente in tutte le direzioni in uguale misura e comunque i layer sembrano perfettameti adesi. Ovviamente questa è una valutazione ad occhio, dovrei fare delle prove con dei pesi. Non mi serve a tenuta, comunque una spennellata con epossidica o con una vernice trasparente potrebbe essere utile.
-
Ingredienti (quantità per questo oggetto https://www.thingiverse.com/thing:2427503 ): PETG 2 grammi PC 10 grammi Sale 200 grammi Lacca 1 spruzzata Procedimento Stendere un velo sottile di lacca sul piano di stampa Preriscaldare nozzle a 250°C e piano di stampa a 100°C Realizzare un RAFT alto 0.3mm con il PETG Aumentare la temperatura del nozzle a 270°C Eseguire la stampa dell'oggetto in policarbonato. Dovreste ottenere un risultato simile a questo in cui il RAFT in PETG rimane definitivamente incollato all'oggetto. Posizionare l'oggetto in un pentolino e ricoprire con il sale, fare in modo che l'oggetto sia completamente avvolto dal sale e, quindi, che non tocchi ne con le pareti e neanche con il fondo del pentolino. Compattare il sale il più possibile. Preriscaldare il forno a 260°C (il massimo del mio forno) ed infornare almeno per 50 minuti. I tempi di cottura variano in base alle dimensioni dell'oggetto. Lasciare raffreddare lentamente. Rimuovere sale e stampa dal pentolino. Sciacquare ed immergere in acqua per rimuovere le tracce di sale residuo. Questo è il risultato finale. Con il policarbonato ho ottenuto una stampa molto più resistente e non si distinguono i layer. Tuttavia è venuta sempre porosa quindi non è a tenuta stagna perchè ci sono molti piccoli forellini. Forse dovrei provare con uno spessore delle pareti maggiore, queste 2 stampe le ho fatte con un solo perimetro e larghezza di estrusione di 0.5mm.
-
Si ma non mi potevo allargare troppo, già ho usato un pentolino ed il forno e mia moglie non era molto contenta. Ho già uscito dal forno la stampa in policarbonato, tra poco la tolgo dal sale.
-
Sto provando con il policarbonato, poi posto la ricetta.
-
Intasamento estrusore
Salvogi ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
Alcuni mesi fa ad un tratto ho avuto gravi problemi di intasamento con entrambe le stampanti e con molti tipi di filamento, poi la ventola dell'estrusore di una stampante è diventata rumorosa e l'ho dovuta cambiare ed improvvisamente è sparito il problema dell'intasamento. Allora ho sostituito la ventola dell'estrusore anche nell'altra stampante ed anche in quella è scomparso il problema dell'intasamento. -
Su YouTube ho trovato questo video ed ho voluto provare. Ho stampato il seguente vasetto con il PLA (modalità vaso, nozzle da 0.4mm). L'ho messo in un pentolino, l'ho coperto con il sale ed ho compattato il tutto. Poi ho infornato a 180°C per 50 minuti (forno statico preriscaldato). Una volta raffreddato ho rimosso il sale ed ho lasciato in ammollo in acqua per mezz'ora. Pensavo di ottenere una struttura compatta magari trasparente invece questo è il risultato. Non ho ottenuto ciò che volevo, la superficie è molto porosa quindi se riempio il vasetto di acqua si svuota in pochi secondi (4 o 5 secondi) ma sembra più resistente e rigido. Dopo mezz'ora di ammollo in acqua calda ancora cotiene molti cristalli di sale intrappolati nella struttura, casomai stanotte lo lascio a mollo. Tuttavia l'aspetto sembra terracotta, potrebbe essere un'idea per realizzare oggetti simili alla terracotta.
-
E' normale, la scheda viene alimentata dalla USB per poterla programmare anche quando non è alimentata tramite il connettore di alimentazione. In alcune schede c'è un diodo che è possibile dissaldare per evitare cio. Una soluzione più semplice è quella di modificare il cavo USB tranciando il connettore "+". Altrimenti metti un piccolo pezzo di nastro isolante sul contatto "+" dello spinotto USB che colleghi al Raspberry.
-
Asse Z(Stampa non sviluppa in altezza)
Salvogi ha risposto a Vins79 nella discussione Problemi generici o di qualità di stampa
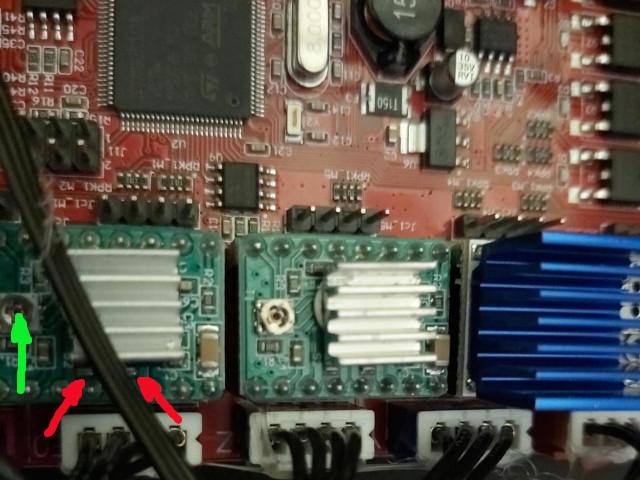
No, il negativo del tester (puntale nero), lo puoi collegare al morsetto negativo (il cavo nero) di alimentazione. Il puntale positivo (quello rosso) al trimmer della freccia verde. Ricorda di settare V DC o fai cortocircuito. Dove c'è la freccia rossa bisogna leggere (ad occhio, senza strumentazione elettronica, al limite gli occhiali da vicino o una lente di ingrandimento) la sigla scritta sulla resistenza. -
Asse Z(Stampa non sviluppa in altezza)
Salvogi ha risposto a Vins79 nella discussione Problemi generici o di qualità di stampa
Si, sulle resistenze saldate sui driver (o sulla scheda madre se i driver sono integrati). Tra la massa e la freccia verde, leggi la tensione. Sulle resistenze indicate con le frecce rosse, leggi il valore, è una piccola scritta argentata o dorata scritta sulla resistenza (il rettangolino nero ) che purtroppo è parzialmente coperto dal dissipatore.
-
Asse Z(Stampa non sviluppa in altezza)
Salvogi ha risposto a Vins79 nella discussione Problemi generici o di qualità di stampa
Si, se sbagli a impostare il tester (ad esempio selezioni A invece di V) o se con il puntale fai un cortocircuito, puoi danneggiare driver e/o scheda madre. Se invece lo hai già visto fare ed utilizzi le giuste precauzioni, è una cosa semplice. Eventualmente devi settare il tester su V con fondo scala di 2V, colleghi il puntale nero al meno di alimentazione e con quello rosso tocchi il trimmer del driver e leggi la tensione. In più, ad occhio, devi leggere il valore delle resistenze di riferimento, solitamente è una lettera ed un numero, ad esempio. R10 o R100 se la resistenza di riferimento è 0,1 ohm R05 o R050 se la resistenza di riferimento è 0,05 ohm. -
Polipropilene, qualcuno lo stampa?
Salvogi ha risposto a AndreaG85 nella discussione Materiali di stampa
Ho visto in alcuni video che al piano di stampa in PP si può ovviare con lo scotch largo trasparente che solitamente è in PP ma io non ho mai provato.