Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

"Finalmente" pure io...
Truck64 ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Come pensavo. Io preferisco usare un raschietto. Ma lasci il materiale nel nozle? io ho preso l'abitudine a scaricare il filamento a fine stempa. Ho messo 50mm di ritrazione nell'end gcode. Mi risulta più facile per scaricare e riporre il filamento nella busta con il sali, anche a macchina spenta. -
Si ma è proprio li il problema. Ci sono alcuni tipi di motore che possono lavorare fino a 90..100°, roba industriale che non trovi normalmente su Amazon o Ali. Quelli che millantano di poter lavorare fino a 180° non ci credo nemmeno se li vedo: per reggere a quelle temperature più di qualche minuto il filamento delle bobine dovrebbe essere isolato con vetro o simili, non con un vernice epossidica come la maggior parte degli avvolgimenti. In generale se senti scottare un motore vuol dire che il suo driver è regolato oltre la sua corrente nominale. E se lo vuoi usare così lo devi rafreddare. Ma tanto per capire che temperatura hai in camera, perchè ho letto in rete parecchi casi di stampanti normali con camera chiusa riscaldata che non lamentavano tutti questi problemi di motori surriscaldati.
-
"Finalmente" pure io...
Truck64 ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Perchè no? Da freddo sei sicuro di misurare sul nozle e non sulla mezza goccia di materiale che è restata dall'ultima stampa? -
Problema Marlin su SkR E3 Turbo
Truck64 ha risposto a Gulalo83 nella discussione Software di slicing, firmware e GCode
Ovviamente non è normale, la temperatura quella è e quella deve restare. Non è un problema di firmware, ma di forza e direzione dell'aria sparata dalla ventola. -
Problemi tra stampa di un pezzo e del raft...
Truck64 ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Tutte le macchine hanno bisogno di regolazioni, che vanno pari passo con la curva di apprendimento di chi le usa. Per qunto riguarda le fonti di informazioni il web è pieno. Mi sento di consigliarti di leggere almeno tutte le guide su questo sito, quelle di Andrea Pirazzini su Help3D, di vedere i video su CNC Kitchen, Thomas Sanladerer e Teaching Tech. Anch'io uso PrusaSlic3r ma sto cercando di imparare ad usarne altri perchè ogni programma ha i suoi pregi e i suoi difetti. Soprattutto alcuni sono più semplici da usare al primo approccio, altri meno. Da quello che si vede dalle foto sembra che la stampa sia partita bene, facci vedere come finisce. -
Dipende: l'orbiter monta uno 0,104Nm eppure sviluppa una forza di circa 10kg. La coppia di un motore non si inventa, si basa sulla corrente che ci circola (visto che oramai sono costruiti tutti allo stesso modo) quindi quelli con corpo 25mm e corrente di fase 0,7A hanno tutti la stessa coppia. Forse quelli che si trovano in rete differiscono per la bontà dei cuscinetti o la severità del controllo qualità, ma probabile che vengano tutti dallo stesso calderone. Se ti serve un motore con più coppia lo devi per forza prendere di taglia maggiore= più lungo. Piuttosto mi piacerebbe sapere come fanno a fulminarsi: quelli della mia stampante non diventano nemmeno caldi... Sicuri di aver impostato a vref giusta?
-
Bocciolo di Rosa che si sfalda [Risolto]
Truck64 ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Vero ma non è che cambia il modo in cui si muove la stampante, cambia la capacità della sua struttura e dei motori di assorbilre le sollecitazioni. Ci sono già sviluppi nel firmware delle stampanti che mirano a ottimizzare il movimento evitando gli strappi tipici delle macchine con motori passo-passo e "path planner ottusi" ma non tutto funziona già a dovere. Non mi sembra di aver parlato di accellerazione in Z ma è verisimo, specialmente per la mia che ha piatto molto pesante e motore striminzito. Anch'io evito lo z-hop ma devo dire che pezzi così grandi con una base così piccola non li stampo mai, è comunque il nozle mi tocca sul pezzo solo quando si porta dietro materiale (bridge che non si è attaccato o parti a volo un po troppo "ardite"). Sono convinto che quando succede sistematicamente sia causato da un problema di rigidità strutturale ma non è una cosa semplice da sistemare. -
Pessima idea. Ho visto in rete qualcuno ceh si è fatto uno spessore da 3mm per spostare il motore indietro e risolvere il problema. Mi sembra più sensato che modificare il motore risciando di rovinarlo.
-
Bocciolo di Rosa che si sfalda [Risolto]
Truck64 ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Nel firmware sono tutti valori in mm/s (a meno che la stampante non sia configurata in pollici, ma non capita). A mio parere 500mm/s2 per la Y di una stampante cartesiana "normale" è tanto, specie se sul piatto c'è una lastra di vetro. Ma vedo tanti che le hanno configurate così e io non ho mai provato veramente avendo saltato a pie pari l'esperienza cartesiana per passare direttamente a CoreXY. Certo che se ti perde passi una prova con accellerazioni più basse e/o jerk inferiore la farei. Non sono d'accordo. Senza contare il jerk con 500mm/s2 raggiungi i 50mm/s in 0,1s o almeno 5mm di spostamento. Non è tanto ma è già abbastanza. -
Bocciolo di Rosa che si sfalda [Risolto]
Truck64 ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Impossibile. Qulcosa almeno a livello firmware deve essere impostato. -
Bocciolo di Rosa che si sfalda [Risolto]
Truck64 ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ciao @dnasini, una somma di problemi notevole. Prima di tutto le parti staccate tra loro vuol dire che la stampante estrude "più sottile" rispetto a quanto pensa lo slicer. Quindi verifica l'estrusion width e il flusso (meglio se fai un thinwall test per quel filamento. Spesso cambia anche da rolla a rolla dello stesso colore e dello stesso produttore, figuriamoci con colori diversi). Per quanto riguarda 'impatto del nozle con il modello non capita spesso ma non ci si può fare molto più di quello che hai fatto attivando lo Z-hop. Io però avrei aggiunto del brim alla base, non il raft, e per ora metterei l'altezza layer fissa, che quella variabile può dare problemi se non regolata bene. Per la perdita di passi in Y probabile che stai andando con troppa accellerazione e Jerk, o che Y comincia ad avere problemi di scorrimento. Un plauso per aver messo il parametri di stampa (mancano le velocità) ma che stampante hai? -
Problemi tra stampa di un pezzo e del raft...
Truck64 ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Ciao @il_cosmo, prima di tutto eliminerei il raft per ora. Oltre a buttare via materiale il raft è una struttura come i supporti e gli slicer lasciano sempre uno spazzio minimo tra modello e strutture. Quindi stampare con il raft equivale a stampare alto sul piatto e ti ritrovi, come nel tuo caso, a fare cerchi (i fori) senza che il filamento attacchi ad nessuna parte... Tantopiù che pezzi così devono attaccare al piatto senza problemi. Detto questo potrebbe essere un problema di flusso quindi al solito: fatto tutte le tarature per il filamento (thinwall, temptower, ecc.)? E la stampante è tarata (livellamentnto piatto, passi/mm estrusore, temperature)? Sarebbe utile anche sapere che stampante, che slicer, che materiale. -
Buongiorno @Cesare17041972, visto che è nuova ti conviene sentire chi te l'ha venduta, magari ha un problema e puoi fartela cambiare/riparare in garanzia. Altrimenti per prima cosa va verificato che non sia morto l'alimentatore della stampante.
-
La vite senza fine in una stampante 3D
Truck64 ha risposto a angelotaor nella discussione Hardware e componenti
Buongiorno @angelotaor, domanda un po vaga anche perchè di stampanti 3D ce ne sono di tutti i tipi. Comunemente la "vite senza fine" viene usata per muovere l'asse verticale.
-
Problemi di bruciature di materiale con PETG
Truck64 ha risposto a Paolo Reds nella discussione Problemi generici o di qualità di stampa
Appunto, ma a me sembra strano che si bruci in così poco tempo. Per intenderci si parla dialcune ore, ma c'è gente che fa anche stampe che durano giornate intere. Possibile che nessuno habbia mai riportao il problema? Fisicamente impossibile: primo il nozle spunta appena dalla calza in silicone, poi la stampante è decisamente troppo nervosa e io sono un bradipo. A fine stampa qualcosa rimane su nozle, ma non abbastanza da filare. -
Problemi di bruciature di materiale con PETG
Truck64 ha risposto a Paolo Reds nella discussione Problemi generici o di qualità di stampa
Sono contento che hai trovato una soluzione. Io stringing praticamente non ne ho mai avuto, ma stampo 10..15° più caldo che altrimenti i pezzi mi vengono male. Pare strano però che pochi gradi in più bastino a bruciare il petg a quel modo, tantopiù che l'altra marca che uso (AzureFilm) alla stessa temperatura non presenta il problema. Appena arriva provo anche il grigio Sunlu, forse è solo un problema di pigmenti. -
Chi mi fa un disegno??
Truck64 ha risposto a muffo nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Battuto sul filo di lana... Penso di si perchè i modelli sono uguali. Vaso (Meshed).stl -
Sensori di temperatura sballati
Truck64 ha risposto a Emi_Otto nella discussione Hardware e componenti
Se la domanda è cosa può essere successo ti direi che probabilmente si sono dannegiati i cavi del sensore dell'hotend, che di solito è una resistenza NTC da 100k. Questo spiega l'errata segnalazione della temperatura. Per il piatto non so dirti, potrebbe essere anche quello un problema di sensore ma se non hai operato con una mazza è poco probabile. Se si sia rovinato qualche parte della scheda di controllo lo copisci per esclusione. Prima cosa proverei a vedere se i sensori sono buoni. La verifica la puoi fare con un multimetro a macchina spenta, stacchi dalla scheda di controllo il cavo dei due sensori e misuri la resistenza: se sono circa 100k i sensori sono buoni, se da circuito aperto o corto comuncia a proccurarti il sensori di ricambio. -
Si, normalissimo, e c'è il caso che provandoci tu abbia già rovinato qualcosa. Gli assi a vite sono quasi sempre irreversibili, qundi si devono muovere ruotando la vite. Al cotrario spesso serve una forza maggiore di quella per la quale sono progettate, di sicuro più di quanto può sopportare il resto della struttura.
-
Stampante si blocca
Truck64 ha risposto a Liuk_17 nella discussione Problemi generici o di qualità di stampa
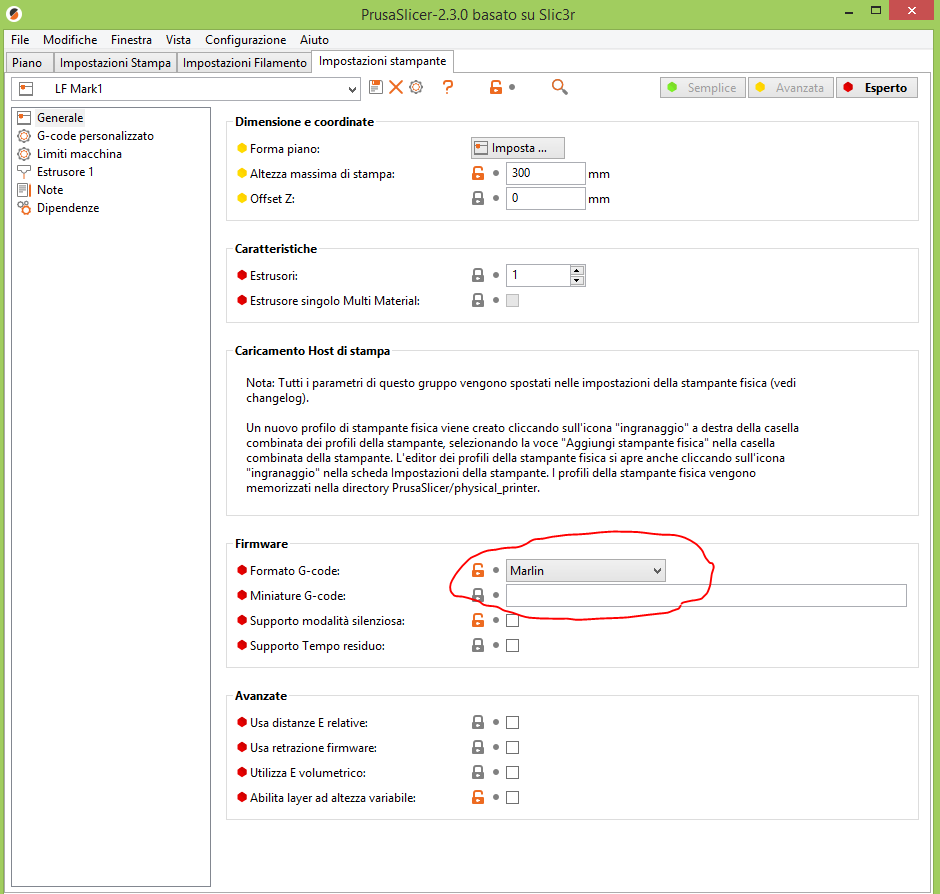
In questo caso, come ti ho scritto, non è un probelma di modello. Prova a formattare/cambiare l'SD che usi. Riguardo allo slicer non ho capito se la Mega X usa il firmware Marlin. Se si controlla di aver selezionato il firmware giusto.
-
Stampante si blocca
Truck64 ha risposto a Liuk_17 nella discussione Problemi generici o di qualità di stampa
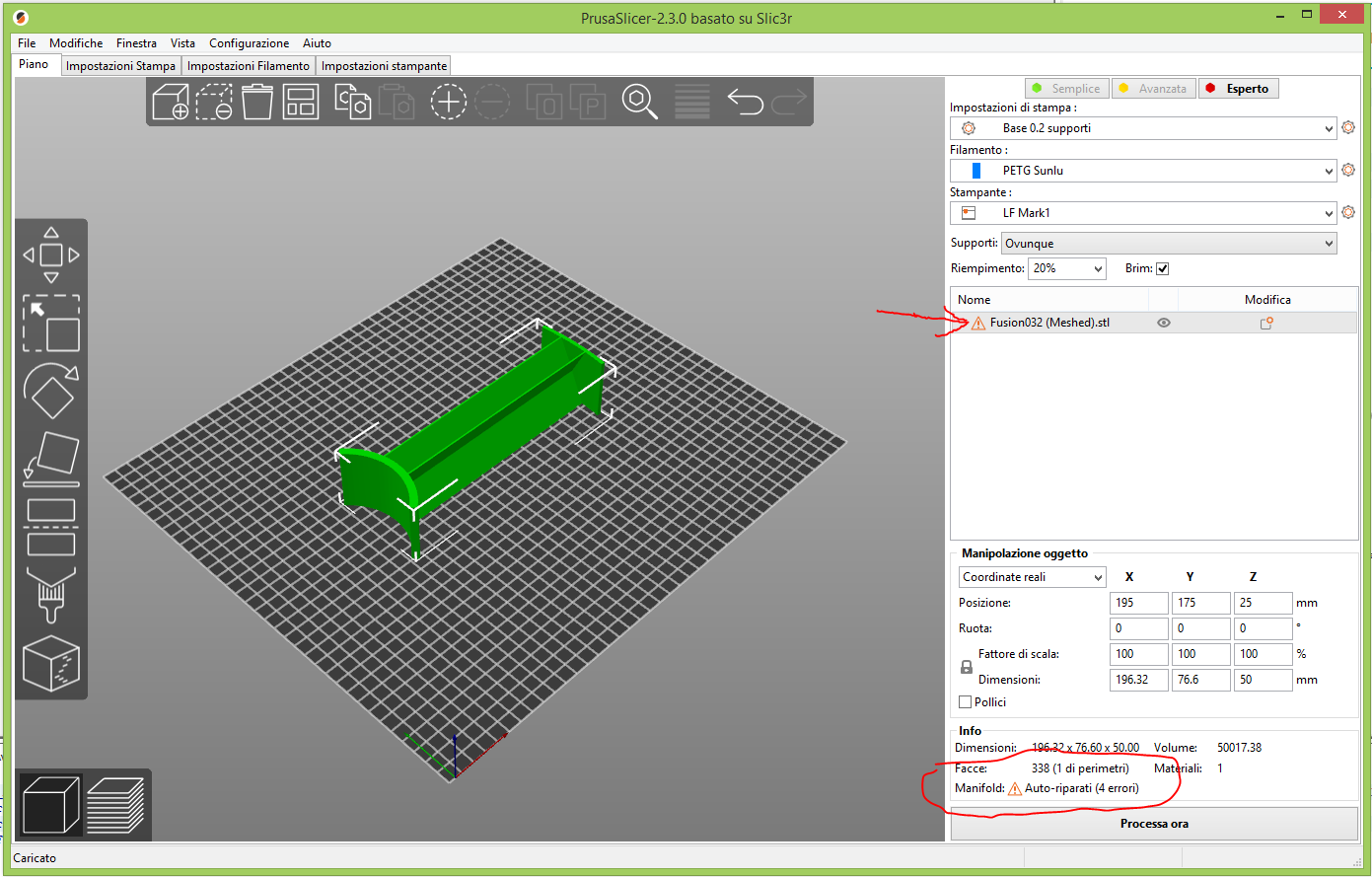
Prima cosa chiarisci se fa tutta la procedura di svincol dell'estrusore per poi spegnere (fine stampa normale) o si blocca in un punto del modello (errore). Nel primo caso la fine stampa la vovresti vedere anche dall'anteprima dello slicer, che mancherà di qualce parte, nella seconda è probabile che ci sia qualche problema tipo l'SD da formattare. Se è un problema del modello, sullo stesso .STL dovrebbe capitare sempre nel medesimo punto. Comunque è possibile che i CAD esportino lasciando dei buchi o con facce invertite. PrusaSlic3r ha un modulo di autoriparazione, ma non fa miracoli e comunque ti avverte che il modello ha qualcosa che non va: In quel caso quai sempre si può risolvere cambiando anche di poco i parametri di esportazione nel CAD, o passando l'STL in un software di manipolazione come MeshMixer. Il punto è che i file che trovi in rete quasi sempre sono già stati controllati da chi li posta. Queli che fai tu prima di mandarli in stampa devi fare qualche controllo inpiù. Con la pratica diventa una procedura quasi automatica.
-
La prima stampa 3d che non va
Truck64 ha risposto a ValerioBI nella discussione Problemi generici o di qualità di stampa
secondo me hia dimenticato il dado che spinge la molla o hai agganciato male il pomello. Dai un occhiata al minuto 7 di questo video -
"Finalmente" pure io...
Truck64 ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Hai ragione, non ci ho pensato -
informazioni supporti modello 3d
Truck64 ha risposto a shakle nella discussione Software di slicing, firmware e GCode
Tra limit sw e impostazioni correte dello slicer ho stampato spesso fino al limite estremo del piatto senza problemi, che però è un paio di mm più grande dell'area stampabile su ogni lato. Non ho clip ne altri impedimenti quindi tutto lo spazio è utile. Mai fatto però pezzi unici così grandi, e per come stampo ora se lo facessi non saprei come staccarli... Ma questo è un altro problema. Prima o poi me lo frarò anch'io un taglio laser 🤪 -
informazioni supporti modello 3d
Truck64 ha risposto a shakle nella discussione Software di slicing, firmware e GCode
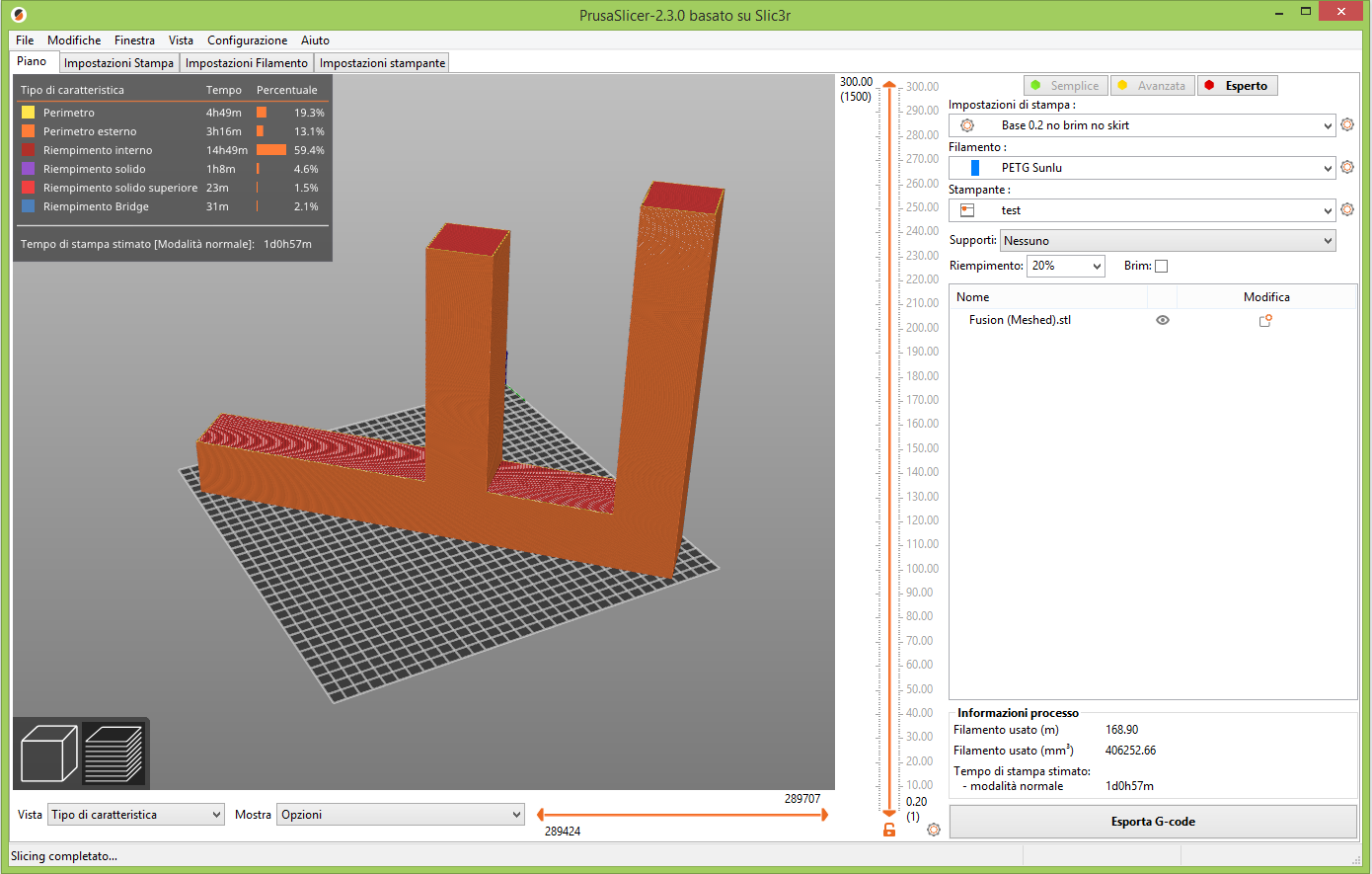
Dovrebbe se elimini brim e skitr. Ma è VERAMENTE al limite.