Tanbruk
-
Numero contenuti
520 -
Iscritto
-
Ultima visita
-
Giorni Vinti
10
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tanbruk
-
a me non aggiorna nulla
-
se invece ti trovi in una azienda piccola avrai un dipendente "multiruolo" come gli F35 magari meno cari....
-
Con cura 5.0 si può interrompere la stampa ad una altezza definita?
Tanbruk ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Scusa, avrei dovuto usare il termini "grembialine" -
Con cura 5.0 si può interrompere la stampa ad una altezza definita?
Tanbruk ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
grazie, uitilissimo consigli, leggendo la seconda opzione, potrebbe servire anche per inserire le ranelle nella stampa? -
Stampare un fanduct in resina
Tanbruk ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
beato te, io ho una cassa di stampe quasi perfette, che poi devo modificare.... -
Con cura 5.0 si può interrompere la stampa ad una altezza definita?
Tanbruk ha pubblicato una discussione in Software di slicing, firmware e GCode
Con cura 5.0 si può interrompere la stampa ad una altezza definita? Mi spiego, spesso disegno un oggetto che deve incastrarsi in un posto o dentro o all'esterno di un altro oggetto. Per quanto sia preciso con le misure, spesso preferisco fare una "brutta" a bassa qualità e vedere quali misure cambiare. Per fare la "brutta" a volte mi basta stampare 2 o 3 layer, con Simply 3D potevo dire di stampare solo 0.5 mm 0.1mm, insomma potevo decidere l'altezza dell'oggetto da stampare é possibile farlo con Cura 5.0 ? Cura 5.1 è migliore di 5.0? Grazie -
Stima dei tempi di stampa e filamento
Tanbruk ha risposto a AndreMo nella discussione Software di slicing, firmware e GCode
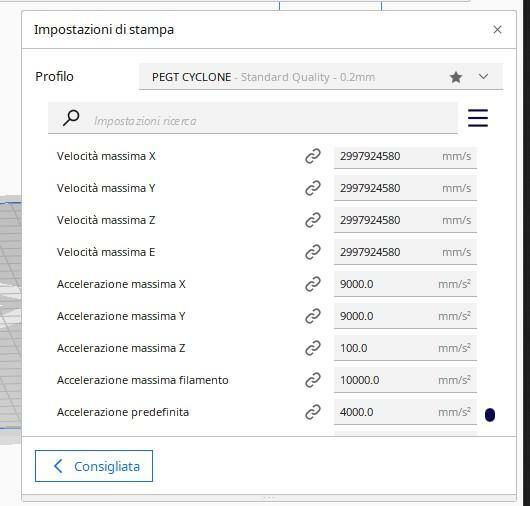
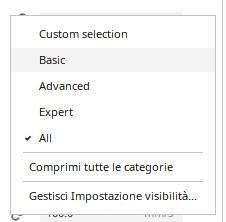
é questo? Va abilitata anche la funzione "all" sulla etichetta con tre righe, quella a dx di "impostazione ricerca Grazie
-
Stima dei tempi di stampa e filamento
Tanbruk ha risposto a AndreMo nella discussione Software di slicing, firmware e GCode
Dopo aver scelto la stampante, io una sapphire plus, in impostazione macchina, uso la lingua italiana, trovo solo le dimensioni del piatto e limpostazione della testina Non trovo ne accellerazioni ne altro Dove devo guardare? Grazie -
Stima dei tempi di stampa e filamento
Tanbruk ha risposto a AndreMo nella discussione Software di slicing, firmware e GCode
grazie, sapevo di non aver capito nulla.......ma poi i tempi sono corretti? -
Stima dei tempi di stampa e filamento
Tanbruk ha risposto a AndreMo nella discussione Software di slicing, firmware e GCode
Ri apro questa discussione, tempo di stampa ottimistico su cura 5.0 Ho letto che per avere un tempo un po più preciso va inserito il valore jeck e accellerazione: in pratica vado a leggere i valori sulla stampante e poi li inserisco in Cura? corretto? inserendo i valori in cura non cambia null'altro? -
Di spazzolini, in ottone o in acciaio, nelle armerie ne trovi di vari, sempre che tu abbia una armeria vicino a casa
-
Stampanti 3D grande formato - Le più economiche del 2023
Tanbruk ha risposto a Alessandro Tassinari nella discussione Guide di Stampa 3D forum
ce l'ho anche io, ma io l'ho modificata abbastanza pesantemente, nuova elettronica, nuovo schermo e soprattutto nuovo hotend, @Tanbruk, lo vuoi vedere? 😄 si certo, io ho solo chiuso i lati e fatto un attacco per il calibro verticale, mi manca il FW per il bl touch, ma forse non è cosi importante. e secondo me non stampa male -
Stampanti 3D grande formato - Le più economiche del 2023
Tanbruk ha risposto a Alessandro Tassinari nella discussione Guide di Stampa 3D forum
E della Sapphire plus, che ho io, non ne parlate? Ammetto che non è la più economica -
Quale materiale potrei utilizzare per questo pezzo?
Tanbruk ha risposto a Aniopali nella discussione Materiali di stampa
cambia materiale -
Quale materiale potrei utilizzare per questo pezzo?
Tanbruk ha risposto a Aniopali nella discussione Materiali di stampa
no anzi -
Quale materiale potrei utilizzare per questo pezzo?
Tanbruk ha risposto a Aniopali nella discussione Materiali di stampa
Dai una occhiata qui -
Portaocchiali
Tanbruk ha risposto a Salvogi nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
grazie -
Portaocchiali
Tanbruk ha risposto a Salvogi nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Molto bello, lo vorrei stampare anch'io, mi dici le misure interne? grazie -
I lati delle stampe con un angolo di sbalzo >30/40° si alzano
Tanbruk ha risposto a Romits nella discussione Problemi generici o di qualità di stampa
hai provato a ruotare il pezzo di 90° se prima stampavi il lato lungo sull'asse x, prova a stamparlo sull'asse y a volte le ventole non raffreddano il pezzo con lo stesso flusso di aria -
non sapevo delle statuette e giocattoli vari
-
sono io che non trovo nulla ad un prezzo elevato o gli stl valgono così poco?
-
PLA+ / PETG senza piatto riscaldato
Tanbruk ha risposto a fratt nella discussione Materiali di stampa
Se metti il vinavil diluito e non fai stampe lunghissime il piatto caldo aiuta l'adesione dei primi layer. poi se puoi stacca la spinetta del sensore di temperatura e controlla con un terter che sia buono, poi stacca la spina del piatto, quella che lo scalda e controlla che i fili siano a posto, il piatto dovrebbe essere in corto essendo solo una resistenza controlla che i cavi non siano spelati. poi prova a riscaldare il piatto con il phon e prova a riscaldarlo con la stampante, a me capitava quando la stampante stava in una stanza fredda -
PLA+ / PETG senza piatto riscaldato
Tanbruk ha risposto a fratt nella discussione Materiali di stampa
se propio......metti una goccia di cera in un angolo del piatto, prendi un phon da officina e scalda il piatto, spegni il phon appena la cera si liquefa (40/50°) e fai partire la stampante. anche se riparare un piatto non credo sia difficile, se vuoi racconta qui xchè non va, magari qualcuno ci è già passato -
Hai controllato il cavo del 220? Sai mai....
-
Problema di stampa
Tanbruk ha risposto a Alberto Pi95 nella discussione Problemi generici o di qualità di stampa
Hai fatto il wall test.?