Tanbruk
-
Numero contenuti
520 -
Iscritto
-
Ultima visita
-
Giorni Vinti
10
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tanbruk
-
Supporti irremovibili o quasi
Tanbruk ha risposto a Cubo nella discussione Software di slicing, firmware e GCode
Ho avuto il tuo stesso problema. Qui mi hanno consigliato di fare dei test, ti disegni una U alta 20mm e lunga 70 e larga 10. E un arco più o meno delle stesse dimensioni. Prova a variare i parametri , io alla fine ho trovato la quadra -
Cianoacrilato: attacca su tutto?
Tanbruk ha risposto a SunTzu nella discussione Off-Topic in generale
io farei così: prendi un pezzo di compensato, fori con una fresa a tazza, dove vanno gli incollaggi, incolli e metti il compensato con precisione, poi metti i pesi -
le corazze medioevali, quelle incise e tutte disegnate venivano fatte con questa tecnica, si ricopriva di grasso l'armatura, pezzo per pezzo, poi con una bacchetta si disegnava sul grasso asportandolo, poi a mollo nell'acido, poi bella lavata e rifinita a bulino. se trovi una pittura che copra bene e si incide con il laser, al posto del grasso....
-
stampante semi professionale ABS
Tanbruk ha risposto a Marco_ nella discussione Stampa 3D industriale
la parte meno bella è che se decidono di non sviluppare più quel modello di stampante resti fermo e non potrai usare nuovi materiali o SW più preformanti. Il peggio è che smettano di produrre il materiale, se proprietario, per la tua stampante. Se prendi una cinesata (anche due, una per sperimentare e l'altra per la stampa), magari molto conosciuta, hai facilmente aiuti e upgrade gratuiti e gente che sperimenta, se poi puoi/vuoi pagare.... -
Pensavo: fai metà disegno, poi lo sposti (sai dal disegno di quanti mm) con grande precisione e incidi l'altra metà A mettere insieme tutto manco ci avevo pensato
-
Se la monti su una guida lineare e la muovi con una vite senza fine e un passo passo probabilmente puoi fare disegni più grandi
-
G code di fine stampa con cura 5 ho fatto un casino
Tanbruk ha risposto a Tanbruk nella discussione Hardware e componenti
Grazie, ottima idea -
G code di fine stampa con cura 5 ho fatto un casino
Tanbruk ha pubblicato una discussione in Hardware e componenti
Credendo di essere chissà quale genio, ho modificato il g code di fine stampa in cura, volevo qualche mm in più di ritrazione, adesso mi retrae 40cm, non so più come riportare il rientro corretto. Grazie -
Oppure incollalo con la colla che si solidifica con UV
-
Non avevo capito, pensavo di essermi perso qualcosa. Un buon grasso per cuscinetti dovrebbe andare bene, anche un grasso per omocinetici, un po sprecato. L'importante che sia di marca
-
grasso al rame? ma nasce per resistere al calore o fortissime pressioni!
-
Distacco si un angolo da un pezzo......
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
è il brim, ha iniziato un angolo staccando brim e pezzo, poi durante il resto della stampa è peggiorato il distacco -
Distacco si un angolo da un pezzo......
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
e anche tu mi consigli di chiuderla? -
Distacco si un angolo da un pezzo......
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
grazie -
Distacco si un angolo da un pezzo......
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Grazie, per chiuderla può andare bene il polionda? -
Distacco si un angolo da un pezzo......
Tanbruk ha pubblicato una discussione in Problemi generici o di qualità di stampa
Sto stampando un raccordo dell'aspirazione per un fuoristrada, 24 ore di lavoro, dopo 5 o 6 ore si è iniziato a sollevare un angolo. Il pezzo è 140 x 100 x 80 circa e all'interno è vuoto, dove passerà l'aria, riempimento 35%, 6 pareti laterali e 6 sotto e sopra, velocità 40mm/s Pet-g a 240° piatto a 70° ventola al 30%, 15 linee di brim dentro e fuori Mi date, per favore, qualche consiglio per evitare che capiti di nuovo? Aumentare il brim? Chiudere la stampante può aiutare? Ma posso chiuderla solo ai lati, non sopra Grazie Ho continuato a stampare per controllare che non ci siano errori nel disegno o nelle misure.
-
Non è ancora un problema, ma un consiglio
Tanbruk ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti. Sto stampando un oggetto che richiede 24 ore, Domandona: adesso uso un ugello da 0.4, PET-G velocità 40mm/s, se passassi ad un ugello da 0.8 potrei mantenere la stessa velocità e ridurre il tempo di stampa? O sono solo ingenuo? Grazie . -
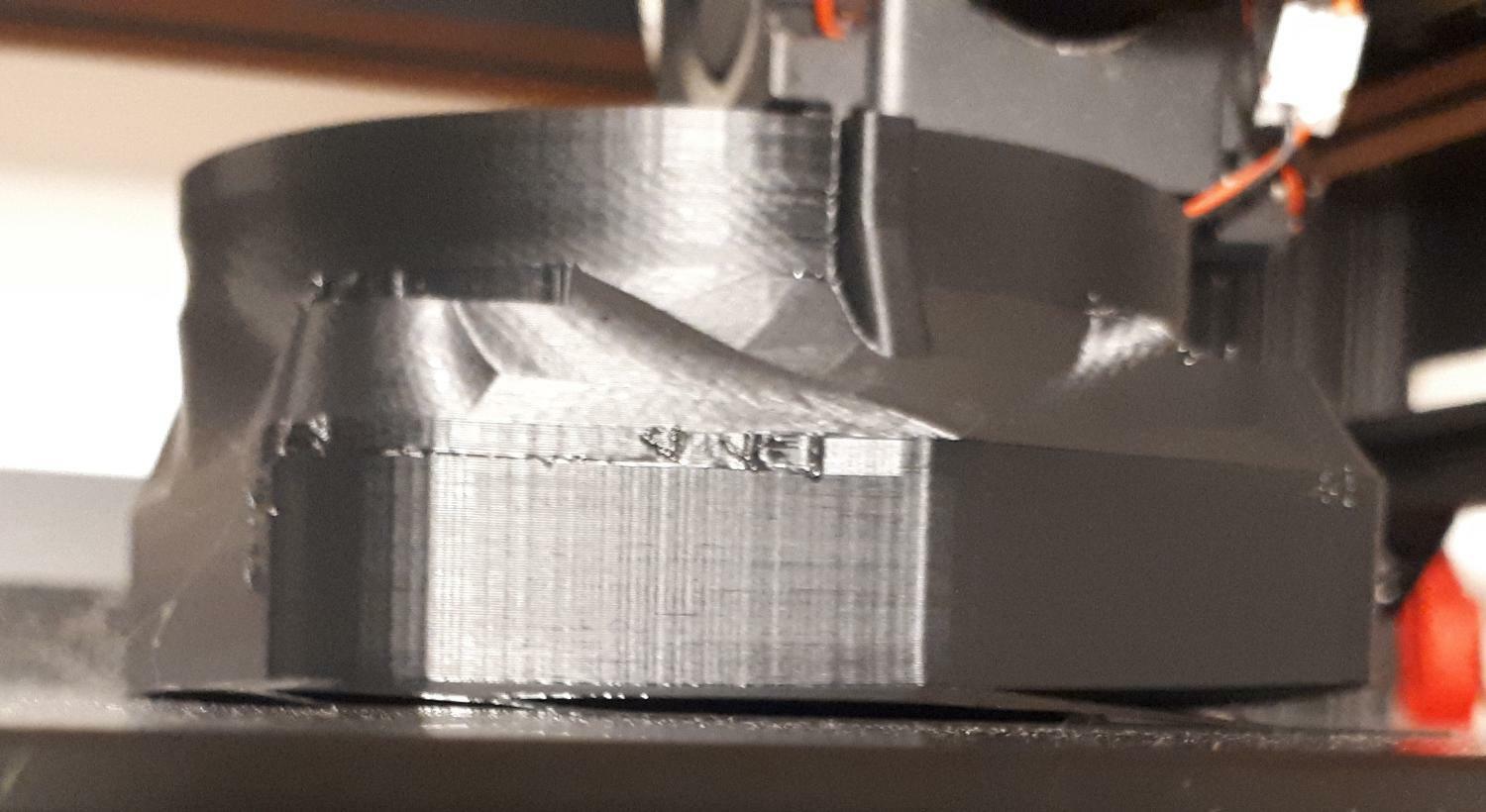
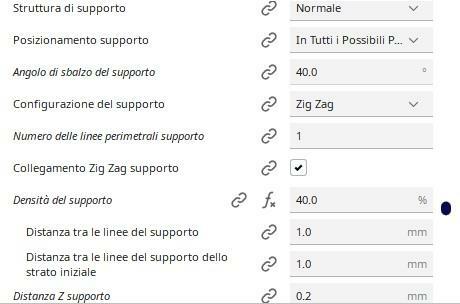
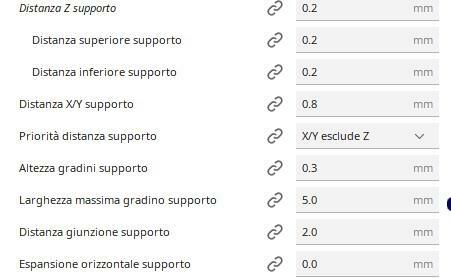
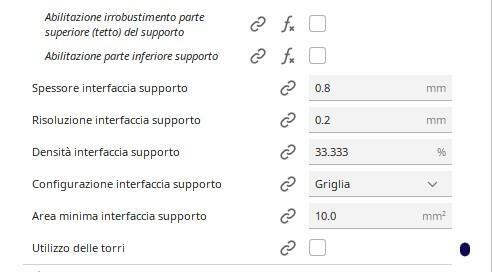
Supporti disastro
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Ho fatto delle prove con i ponti, uno curvo e uno piatto Le mie impostazioni:
-
ancora imperfezioni
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Ho acora lo stesso proble, leggermente meno qualcuno ha voglia di aiutarmi su quali parametri mettr mano? Grazie -
Supporti disastro
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Ottenuto risultati insperati, grazie -
Pet-g si arriccia sull'ugello
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Io pulisco con uno spazzoli per pulire le armi, preso da Aliexpress, ma la mia Sapphire Plus quando inizia a stampare fa un piccolo ricciolo di materiale mentre alza il piatto.... -
Pet-g si arriccia sull'ugello
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
raffinato, spazzolina da pulitura armi? -
Pet-g si arriccia sull'ugello
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
quindi fai una ritrazione a stampa finita, prima che si raffreddi l'ugello? -
Pet-g si arriccia sull'ugello
Tanbruk ha pubblicato una discussione in Problemi generici o di qualità di stampa
Capita anche a voi che il Pet-g si arricci sull'ugello appena prima della stampa sporcandolo e mollando una caccola dove capita? -
Supporti disastro
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
grazie, il ponte che fai per le prove è una semplice u con il ponte curvo e con il ponte piatto? E cambia qualcosa se il piano della u non è parallelo al piatto ?