giacomo1
-
Numero contenuti
72 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1





Obiettivi di giacomo1
")





-
Si grazie, sbirciando qua e la sono riuscito a capire come era in origine. ho già fatto alcune modifiche con qualche miglioramento, in effetti la meccanica è ben concepita, ma forse non adeguatamente dimensionata, Ciao Giacomo
-

Sharebot NG problema circonferenze irregolari ( post aggiornato )
giacomo1 ha risposto a 22microfarad nella discussione Sharebot
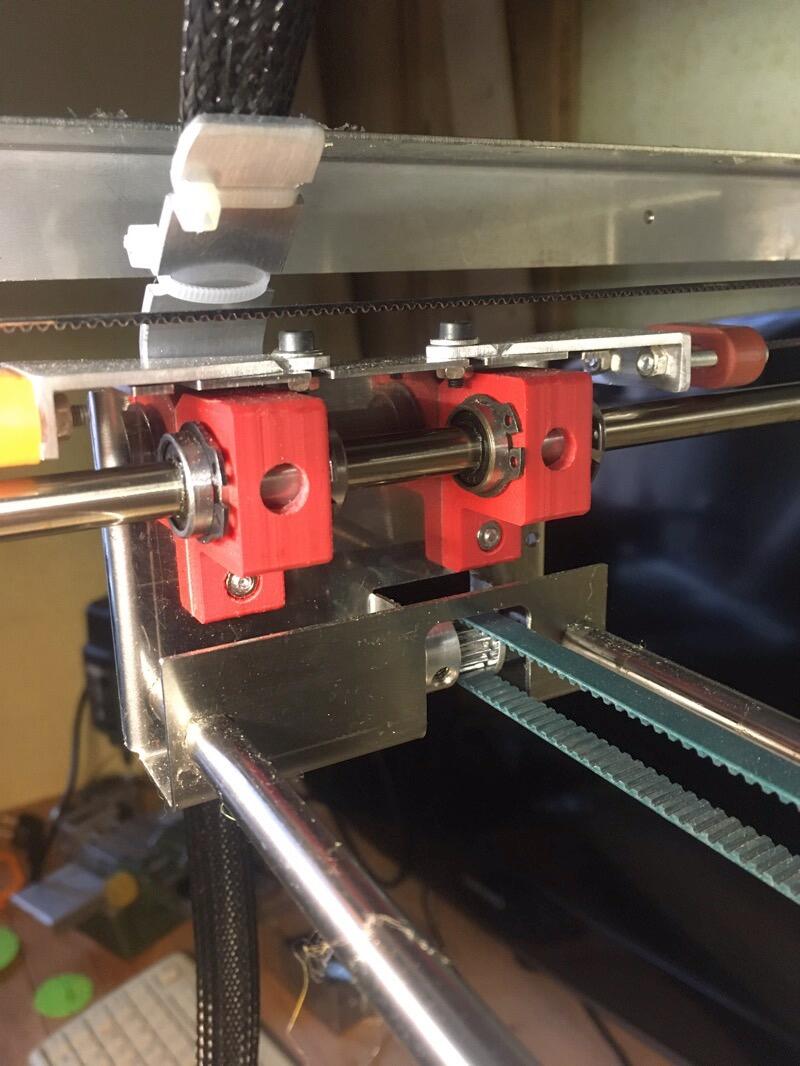
Ciao, provo ad allegare il file stl, dimmi se si riesce a scaricarlo. il foro per l'alloggiamento della boccola è appena più piccolo in modo da poterlo ripassare con un alesatore a mano. Infill 100%supporto.stl per i fissaggi e la regolazione di tensione della cinghia, ho scaricato dei morsetti da thingiverse che poi ho montato su squadrette in alluminio, perché non mi piace molto il modo di ripiegare la cinghia a 180°. ciao Giacomo -
Sharebot NG problema circonferenze irregolari ( post aggiornato )
giacomo1 ha risposto a 22microfarad nella discussione Sharebot
Io ho sostituito solo i supporti, perché gli originali aperti si erano deformati. Ecco quelli che ho fatto io in ASA, ma va bene anche l' ABS Ciao Giacomo
-
Sharebot NG problema circonferenze irregolari ( post aggiornato )
giacomo1 ha risposto a 22microfarad nella discussione Sharebot
sono contento che hai risolto, come vedi la tensione delle cinghie è cruciale in questa configurazione meccanica. sarebbe interessante sapere se i 4 centesimi di backlash derivano dalla trasmissione primaria dell'asse y (dal motore all'albero comune). io ho sostituito/rifatto anche tutti i supporti delle boccole, perché gli originali aperti in nylon sono qualcosa di osceno. Ciao, Giacomo -
Sharebot NG problema circonferenze irregolari ( post aggiornato )
giacomo1 ha risposto a 22microfarad nella discussione Sharebot
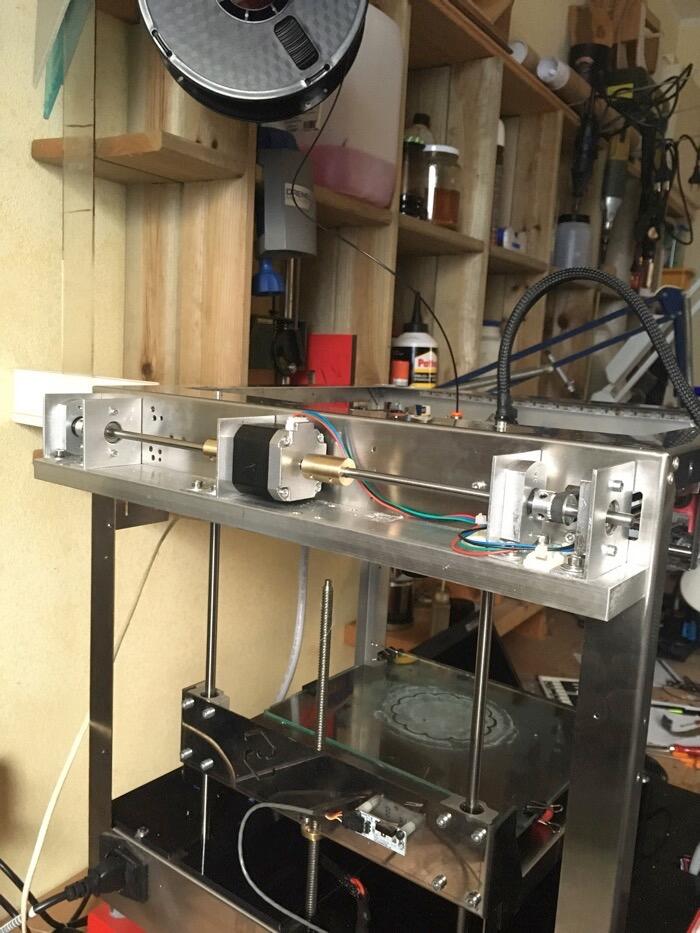
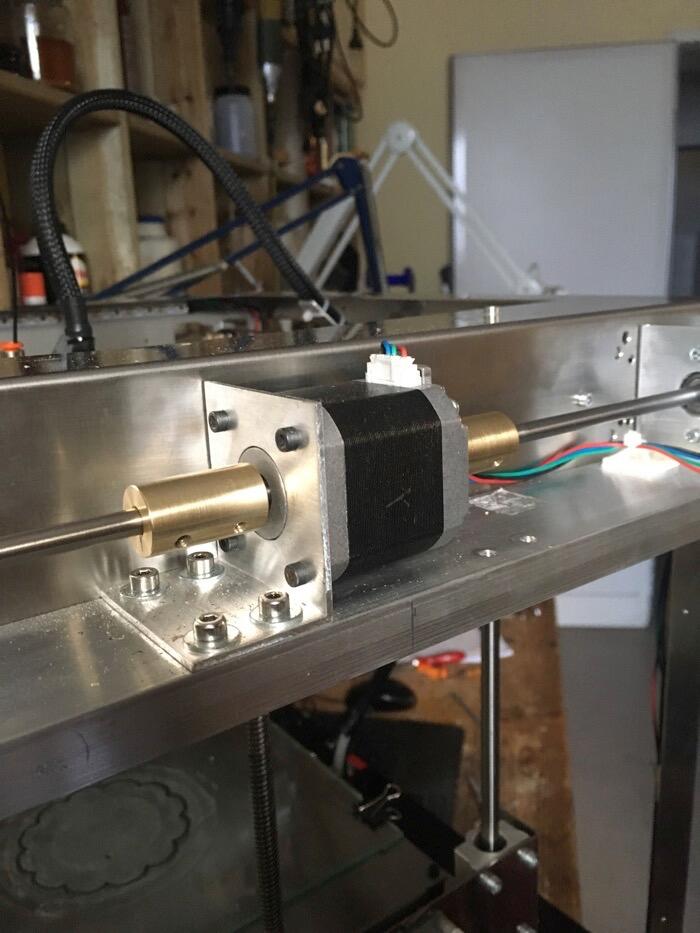
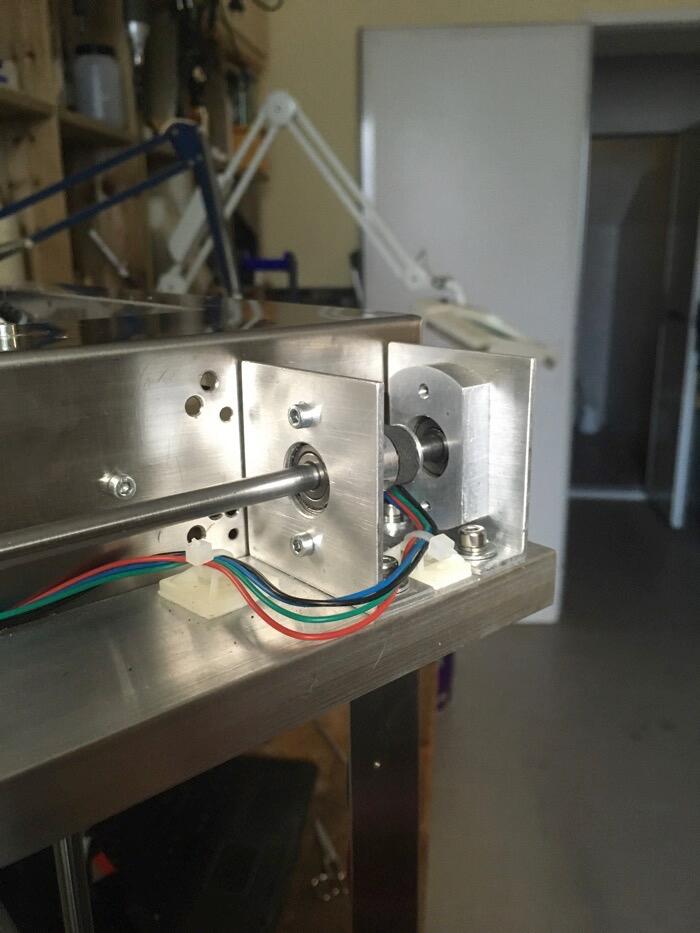
Concordo con la riflessione di michele79 sull'asse X che sarà oggetto della prossima modifica. Io ho stabilizzato l'asse Y , nel modo in cui si vede nelle foto: eliminando una trasmissione in più dal motore all'albero, in modo da eliminare quanto più possibile fonti di backlash. inoltre le cinghie originali hanno l'anima in acciaio, anziché in vetro, e secondo me sono meno resistenti alla messa in tensione.
-
Sharebot NG problema circonferenze irregolari ( post aggiornato )
giacomo1 ha risposto a 22microfarad nella discussione Sharebot
ciao, anch'io ho una Sharebot NG e uno dei maggiori difetti l'ho riscontrato nei supporti dei motori, che quando sono sotto tensione per via delle cinghie, tendono a flettere vistosamente, il problema viene accentuato ancora di più se monti le cinghie rinforzate in vetroresina, che vanno tese un po di più. inoltre l'asse y è già balordo di suo in quanto se tiri la cinghia corta fa flettere l'albero che collega i due lati dell'asse. personalmente da quando ho modificato l'asse y (motore centrale con due semiassi dopo Creality ender5 plus) ho migliorato sensibilmente le cose. E' fondamentale che le due cinghie di y siano tese allo stesso punto. Tu hai ancora le cinghie originali a passo 2,5? Ciao Giacomo -
Anche se tardino, grazie per le risposte probabilmente non frequenti più molto assiduamente il forum. Il cambio filo era abilitato di default, ora è tutto ok. in questo periodo sto tentando di sistemarla un po' meccanicamente, ho rifatto i supporti delle boccole, sostituendoli con un tipo chiuso ad anello, perchè gli originali aperti erano ormai laschi. mi mancano però un po di foto della meccanica originale, per capire come erano montati i carrelli degli estrusori, e come erano fissate le cinghie. Il piatto l'ho sostituito con uno a 220 volt, e siamo gia su un altro pianeta. Ciao Giacomo
-
 Miiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii.........
Miiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii......... -
Sondaggio - Quale stampante 3D possiedi?
giacomo1 ha risposto a Alessandro Tassinari nella discussione La mia prima stampante 3D
Alfawise U 30, 3dRag dual extruder, Sharebot NG. ciao Giacomo -
Oggi credo di si, quando la feci io spesi 370 euri solo per un'elettronica che mi gestisse i tre assi open loop. oggi mi pare che ci siano prezzi più abbordabili e soluzioni per l'elettronica, molto più economiche. ciao Giacomo
-
Ah! ok, se la metti così il ragionamento non fa una grinza. Scherzi a parte, se però ti fai la macchina e la vuoi anche usare per farti altri giochini è diverso; io mi sono trovato un attimino "spiazzato" quando mi sono trovato una macchinetta abbastanza precisa, che inciampava nei propri trucioli, (si trattava di una proxxon MF70 ), Se poi vuoi lavorare alluminio devi impostare anche il discorso del "coolant" con relativi getti , filtraggio e raccolta.... Credo che se non fai un minimo di progettazione, ne dovrai fare almeno cinque o sei di cnc prima di imbroccare quella che va bene Ciao Giacomo
-
Ciao a tutti! ho letto questo post dall' inizio, e vi posso dire che dalla mia brevissima esperienza,(ho solo retrofittato una microfresatrice già fatta) che il peso di queste macchine è determinante, ed ecco perché vengono costruite in ferro. Vorrei aggiungere poi che in quasi nessun progetto vedo protezioni per le guide e gli organi meccanici scoperti; secondo me i soffietti o qualsiasi altro tipo di schermatura per trucioli e polvere, va progettato fin dall' inizio, per non trovarsi poi nell'impossibilità di provvedere a macchina ultimata. Dopodiché ........vi seguo, chissà che non si riesca a fare qualcosa di buono. Ciao Giacomo
-
Supporti troppo resistenti
giacomo1 ha risposto a Alcoltest nella discussione Problemi generici o di qualità di stampa
Con alcune prove che avevo fatto c'erano sensibili miglioramenti, ero arrivato fino a tre per i layers superiori e funzionava. è importante anche la ventola. -
Supporti troppo resistenti
giacomo1 ha risposto a Alcoltest nella discussione Problemi generici o di qualità di stampa
e provando ad aumentare i layers di separazione? -
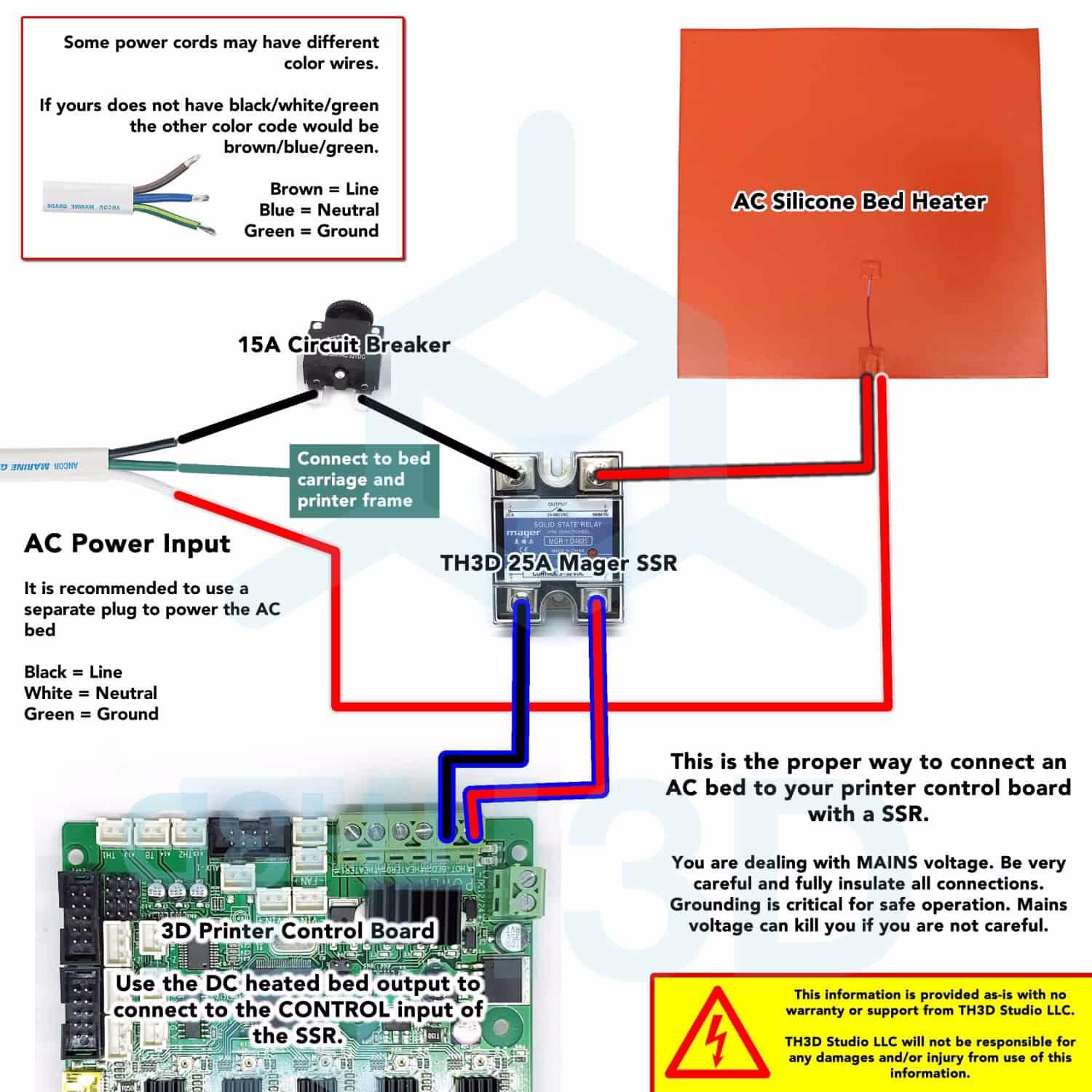
questo dovrebbe essere il collegamento, Giusto?