Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

PROBLEMI DI STAMPA CON TPU
Killrob ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Con una durezza così bassa più piano vai meglio è, considera allora di abbassare il flusso al 90/95% al massimo, lo trovi in materiale e già con le impostazioni intermedie dovrebbe visualizzare le opzioni. Se non hai ritrazione attiva mi sembra strano che un direct si intasi in questo modo, fai così, scalda il nozzle a 220, togli il filamento e dai una stretta ulteriore al nozzle stesso, magari si è allentato un po'. Sei in direct e va bene ma la gola? È full metal? Se la foto che hai fatto è posizionata come credo allora la parte anteriore sinistra del piatto è più alta. Io quella stampa l'ho fatta con layer a 0.1 dall'inizio alla fine. -
PROBLEMI DI STAMPA CON TPU
Killrob ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
da quel che vedo sei troppo basso, prova a rifare il livellamento, ridimmi anche la marca del TPU che stai usando, io mi sono trovato molto bene con il Saintsmart: questo questa è una delle prime cover stampate con quel TPU con la Ender 3 Io lo stampo a 220/55 a 30mms lo strato iniziale e 60mms il resto,no ritrazione e ventola al 100% dal 5 layer, flusso al 100% dal primo all'ultimo layer p.s.: anche il TPU della Eryone è buono
-
senz'altro devi cambiare il firmware mettendoci il tuo marlin pesonalizzato
-
PROBLEMI DI STAMPA CON TPU
Killrob ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
dacci qualche altro parametro in più, tipo spessore linea, % di flusso del primo strato... -
Mai sentita
-
Prima stampante a filamento
Killrob ha risposto a DocSal nella discussione La mia prima stampante 3D
😭 -
Prima stampante a filamento
Killrob ha risposto a DocSal nella discussione La mia prima stampante 3D
lo space mouse lo si usa in abbinamento con i software di CAD/CAM e ti semplifica enormemente le operazioni guarda questo video dal minuto 2.0 -
Prima stampante a filamento
Killrob ha risposto a DocSal nella discussione La mia prima stampante 3D
mer.... e non potevi dirlo ieri???? 😄 lo avrei preso anche io porc...mignott... -
Asse X che non (sempre) rimane in posizione
Killrob ha risposto a dnasini nella discussione Hardware e componenti
Aspetta che non ho capito... Ti scende l'asse Z quando sta sopra i 10/12 cm di altezza? Abbastanza strano perché anche se spenti i motori dovrebbero comunque dare una certa resistenza. Hai controllato che non giri solo la barra trapezia? Gira anche il motore? -
A me mai, ma potrebbe essere anche solo la piattina, prova a cambiare anche quella prima di spendere per la scheda
-
Problemi di retrazione
Killrob ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Dovrebbe essere nel menù motion, lo store Settings -
Problemi di retrazione
Killrob ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
La mia Ender 3, quando lo facevo io da pannello non le ha mai perse le informazioni -
oggetto in stampa con nylon e carbonio che si deforma e si distacca dal piano
Killrob ha risposto a maxpix59 nella discussione Problemi generici o di qualità di stampa
usi brim? -
slicer4.2 aiuto
Killrob ha risposto a tropi77 nella discussione Software di slicing, firmware e GCode
io non ho mac, mi sono basato su quanto detto da lui -
ed un semplice supporto? tipo cric della macchina?
-
Secondo voi è rischioso postare il link della propria webcam di OctoPrint?
Killrob ha risposto a Salvogi nella discussione Hardware e componenti
non vedo perché c'è un sacco di gente che lo fa che stai stampando? -
slicer4.2 aiuto
Killrob ha risposto a tropi77 nella discussione Software di slicing, firmware e GCode
si ma cura 4.9 pare che non vada su mac -
Aspetto reale dello skirt
Killrob ha risposto a brucom nella discussione Software di slicing, firmware e GCode
a me sembra vada bene, non devono essere 3 linee separate e distinte -
slicer4.2 aiuto
Killrob ha risposto a tropi77 nella discussione Software di slicing, firmware e GCode
mi spiace ma il mac non lo conosco proprio, hai provato a vedere se sul forum di Ultimaker Cura ci sono utenti mac con il tuo problema? -
potrebbe essere una buona idea se non fori la resistenza che ci passa sotto...
-
Consigli per cominciare a stampare ABS
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
eccolo -
Consigli per cominciare a stampare ABS
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
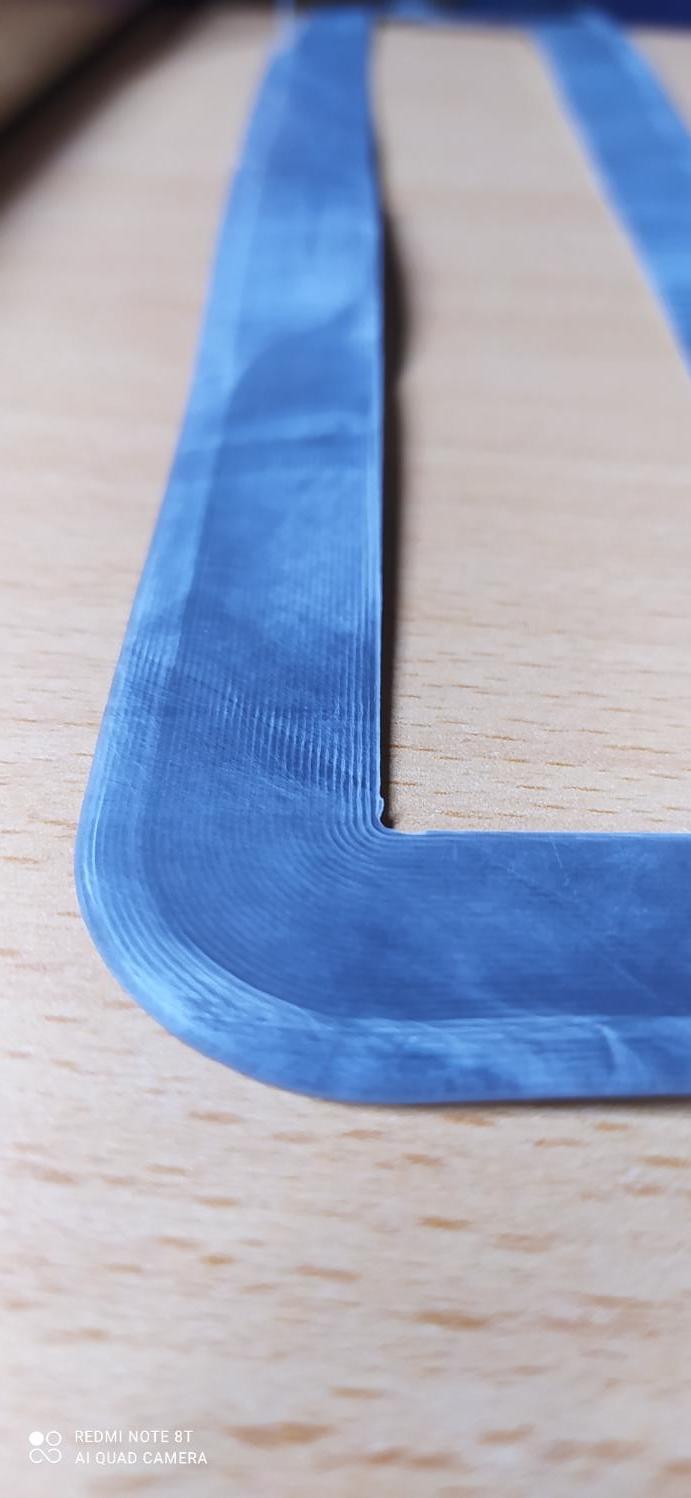
guarda... io ho smesso di farlo warpare da quando metto il piatto a 110° e faccio il brim a 7.5mms molto ma molto schiacciato Questo è il brim dell'ultimo pezzo staccato dal piatto 10 minuti fa, e in foto non rende affatto l'idea di quanto era spalmato sto caricando un piccolo video sul tubo del brim che sta facendo ora, fra poco lo posto
-
Prusa i3 pro b problema slittamento estrusore
Killrob ha risposto a DavideF nella discussione Problemi generici o di qualità di stampa
e dei test che mi dici? hai fatto il test dei mm estrusi? Un direct difficilmente ha problemi di intasamento dovuto ad un errato posizionamento del ptfe. Ma se dici che ha comiciato a farlo anche ad inizio stampa dopo che hai pulito tutto mi dici i passi che hai fatto per smontare pulire e rimontare l'hotend? -
Prusa i3 pro b problema slittamento estrusore
Killrob ha risposto a DavideF nella discussione Problemi generici o di qualità di stampa
ok passiamo al resto.... che filamento stai stampando? a che temperatura? hai fatto i test di base? -
penso che lo si debba comperare se proprio lo si vuole...