Truck64
-
Numero contenuti
898 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Truck64
-

Problema con fori per viti sempre troppo stretti
Truck64 ha risposto a Fil nella discussione Problemi generici o di qualità di stampa
Prima di ogni altro intervento sulla macchina devi verificare la risoluzione della mesh (.stl) che usi. Essendo fatta di triangoli le superfici curve concave tendono a stringere. Aggiungi poi la naturale tendenza del materiale a ritrarsi appana uscito dal nozle ed ecco che i fori piccoli sono i particolari che ne soffrono maggiormente. Se vedi in parecchi video di progetti stampati 3D i fori delle viti li ripassano con il trapano, perchè non sepre si riesce a risolvere in altro modo. Personalmente ho impostato l'esportazione del CAD con una risoluzione progressiva in funzione della curvatura delle superfici e comunque progetto i fori passanti con 0,5mm di aria. Le filettature nel materiale ho rinunciato a farle, tanto non tengono mai abbastanza. Per la cronaca il "thin wall test" si fa propio per regolare la larghezza di estrusione, quindi se ottieni pareti spesse quanto impostato nello slicer sei apposto. -
artillery hornet o ender 3 pro quale acquistare????
Truck64 ha risposto a gobblin75xx nella discussione La mia prima stampante 3D
Infatti. E' funzionale e ordinata, personalmente anche bella da vedere. Ma il fatto che sia così particolare su una stampante tutto sommato non diffusissima è sicuramente motivo di attenzione. Lo stesso però si può dire dei cavi piatti della Genius, delle schedine varie connese alla motherboard della Chiron, della maggior parte dei display grafici che vengono usati dalle stampanti più recenti. A conti fatti tanto più questo mondo diventa commerciale, tanto più i produttori tenderanno a personalizzare le macchine. Alla faccia di chi ha la scimmia della modifica 😜 . -
artillery hornet o ender 3 pro quale acquistare????
Truck64 ha risposto a gobblin75xx nella discussione La mia prima stampante 3D
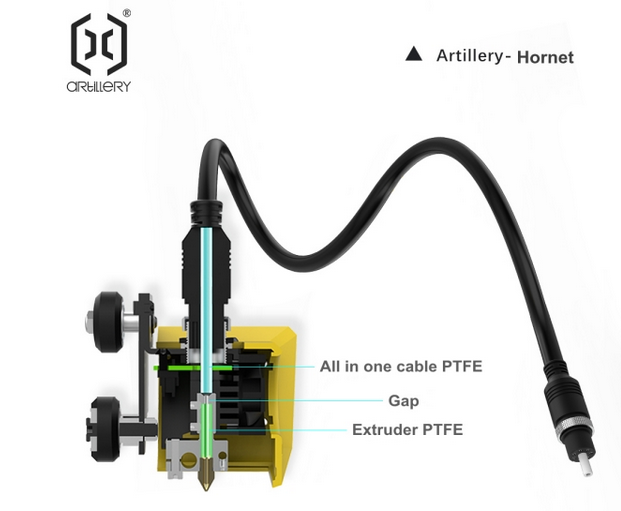
In realtà il tubo in PTFE solitamene si cabia perchè si rovina la parte a contatto con il nozle. Quello della Hornet si ferma all'inizio della gola, quindi potenzialmente può durare quanto o più della stampante.
-
Marli visualizza solo i file con estensione .g, gco e .gcode. https://marlinfw.org/docs/gcode/M020.html Mai vista una versione che leggesse gli stl
-
E' una vita che non uso Arduino IDE per compilare Marlin, ma nel file txt che hai allegato non trovo errori a parte quelli di connessione alla scheda. Comunque se ti ha scaricato il firmware vuol dire che lo ha complilato senza errori. Le strisce bianche sono causate probabilmente dal timing errato del collegamento all'LCD. ok, ma se non togli i segni di commento "//" l'SD non può funzionare.
-
Dipende da dove viene il file configuration.h. Se è preso da una versione precedente è facile che gli manchino parti necessarie a quella che compili. Quindi se vai a cercare #define SDSUPPORT nella tua versione e non trovi la riga, che è quella nell'immagine sopra, vuol dire che il tuo file configuration.h non è adatto alla versione 1.1.9. Nello .ZIP che scarichi dal sito Marlin ci sono i file di esempio per la A8. Prova a fare una comparazione con quello che hai usato tu.
-
per prima cosa hai verificato di aver attivato il supporto per l'SD? in passato l'attivazione era implicita scegliendo il tipo pannello, ma è da un po che va attivata esplicitamente, e come vedi di default è disattivata. Tu comunque da che base sei partito per compilare Marlin? Perchè nei file di esempio della 1.1.9 per la A8 l'opzione è già attiva.
-
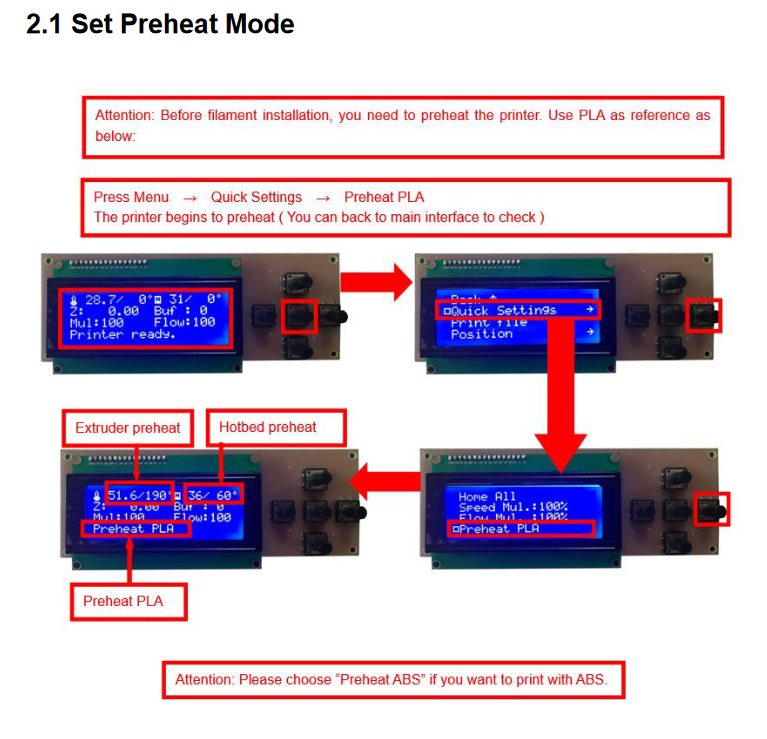
Sia nel software originale della A8 che in qualsiasi versione di marlin tu abbia ora nei settaggi c'è almeno un comando di preriscaldamento, di solito c'è quelo per PLA, per ABS e sono comunque configurabili nel firmware. Andare a modificare la temperatura minima del riscaldatore vuol dire che se il termistore sente una temperatura sotto quella impostata come limite si genera un errore e la stampante si blocca.
-
Migliorare superficie inferiore
Truck64 ha risposto a krashone nella discussione Problemi generici o di qualità di stampa
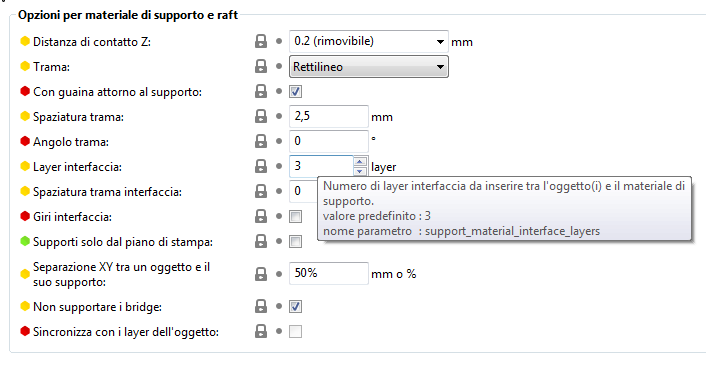
E' chiamata "layer interfaccia" e il valore di default è 3. portati a 1 come ha fatto @krashone penso servano a poco.
-
Il rischio che qualcosa prenda fuoco nell'elettronica di una stampante 3D è remoto ma non si può escludere. Personalmente faccio piccole apparecchiature elettroniche da prima che si diffondessero le stampanti 3D, e nei negozi di elettronica o in rete c'è un ampia scelta di contenitori specifici in metallo o plastica autoestingiuente, quindi quella resta la mia scelta.
-
ZORTRAX M200 | PROBLEMA FINECORSA ASSE Z
Truck64 ha risposto a NicoNico nella discussione Software di slicing, firmware e GCode
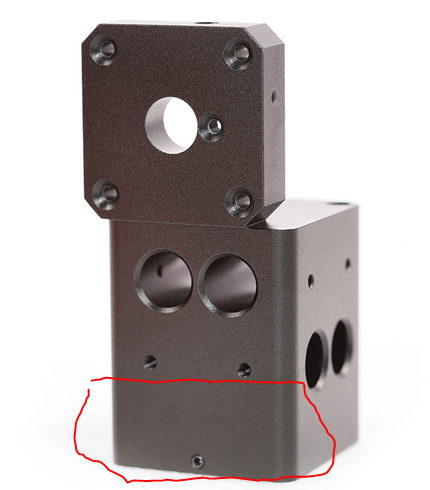
Guarda, lo so che il mio è un punto di vista un po estremo, dettato dal fatto che faccio macchine industriali per lavoro, ma piuttosto mi sarei ridisegnato il gruppo assi e nella zona inferiore, quella che ho cerchiato, avrei ricavato un zona alettata e la sede per una gola più comune, mantenendo il volume di stampa invariato.
-
ZORTRAX M200 | PROBLEMA FINECORSA ASSE Z
Truck64 ha risposto a NicoNico nella discussione Software di slicing, firmware e GCode
Si, ma visto che queste strade sembrano entrambe improbabili, ancora non capisco perchè non si possa fare la modifica che hai implementato (e che non hai ancora spiegato, magari un'immagine sarebbe utile) mantenendo la lunghezza originale dell'hotend. In fin dei conti stiamo parlando solo di modificare qualche pezzo di alluminio. -
Per quanto ne so di Cura, che uso pochissimo, nei profili originali la velocità impostata per il riempimento è la stessa dei perimetri. Ma essendo due parametri distinti se uno cambia il primo non necessariamente può essersi ricordato di aggiornare l'altro. A mio avviso, non ha senso fare l'infill più lento dei perimetri. Rileggendo la discussione relativamente alle ultime immagini che hai pubblicato mi sorge un altra domanda: da quando un thinwall test prevede riempimento e strutture a sbalzo?
-
Una banalità: non è che hai semplicemente la velocità del riempimento troppo alta. Magari è seplicemente un problema di limite di flusso del nozle.
-
ZORTRAX M200 | PROBLEMA FINECORSA ASSE Z
Truck64 ha risposto a NicoNico nella discussione Software di slicing, firmware e GCode
Si ma a maggior ragione usandola per lavoro non ho capito il motivo per cui l'hai modificata. Ho fatto una rapida ricerca in rete, riguardo ai problemi della M200 trovi di tutto ma nulla che obblighi all'uso di un hotend diverso dall'originale. Ho letto addirittura che non si può cambiare la temperatura di fusione, solo scegliere il materiale. E' vero? -
ZORTRAX M200 | PROBLEMA FINECORSA ASSE Z
Truck64 ha risposto a NicoNico nella discussione Software di slicing, firmware e GCode
Vero ma quel movimento fa sicuramente parte del codice che viene della slicer, che non è codice g ma un liguaggio proprietario, quindi non è necessario modificare il firmware della macchina. Visto che lo stesso slicer può generare codice anche per una M300 o atre macchine Zortrax ci dev'essere il modo per dirgli che lo svincolo non va fatto a Z180. Il difficile è capire come fare. Che poi il fatto che la macchina sia "blindata" è comprensibilissimo: come per Rizen, Ultimaker e qualche altro produttore Zortrax ha schelto la strada di sviluppare un infrastruttura dedicata alle proprie macchine, per le quali non è lecito prevedere interventi al di fuori della manutenzione con pezzi originali. Che la maggior parte delle altre stampanti che trovi in commercio siano più o meno modificabili deriva dal fatto che chi li produce si è basato su un progetto open pensato per gente che si autococstruiva le macchine e che contribuiva a svilupparlo. Se hai anche tu quella "scimmia" meglio che ti prendi un'altra macchina e lasci La M200 quanto più originale, o che intervieni più radicalmente sostituendo elettronica, firmware ecc, vedi qui (magari con componenti più recent). Ma tanto per farmi i fatti tuoi 😜, perchè sei andato a cambiare gola/nozle proprio su quella macchina? -
ZORTRAX M200 | PROBLEMA FINECORSA ASSE Z
Truck64 ha risposto a NicoNico nella discussione Software di slicing, firmware e GCode
Da quello che scrivi sembra che esegua uno spostamento a quota assoluta nell'end-gcode. Immagino che tu abbia già cercato se esiste una tag nella configurazione della macchina che da accesso al end-gcode. Purtroppo è un software troppo specifico. Non lo conosco e non sono riuscito a trovare un manuale. Ho letto però che la Z-Suite prevede anche l'aggiunta di profili per macchine non Zortrax, magari risolvi facendoti un profilo personalizzato e impostando il volume di stampa ridotto in Z. -
ZORTRAX M200 | PROBLEMA FINECORSA ASSE Z
Truck64 ha risposto a NicoNico nella discussione Software di slicing, firmware e GCode
Scusa ma stando alla documentazione che trovi sul sito Zortax, l'azzeramento di Z lo fa tastando il piatto con il nozle (sistema a cortocircuito), quindi se allunghi o accorci l'estrusore non ti cambia nulla purchè i requisiti del circuito elettrico siano mantenuti. D'altro canto se non ti fa lo zero di Z giusto non ci sono correttivi nel codice che possano ovviare al problema. Quindi verifica che il piatto sia apposto e che il circuito tra nozle e cablaggi sia continuo. In questa pagina viene speigato abbastanza bene cosa devi controllare. -
Ventola di raffreddamento
Truck64 ha risposto a Pimpinet nella discussione Problemi generici o di qualità di stampa
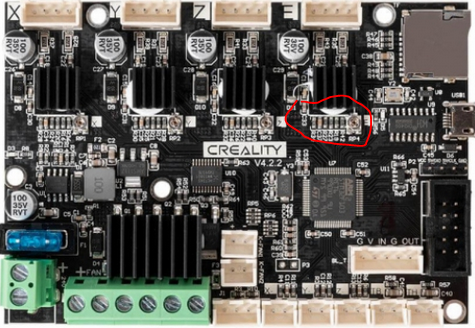
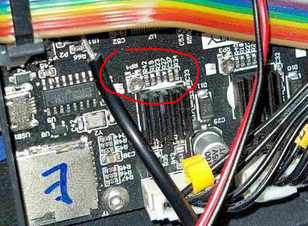
E' la Creality 4.2.2, la si distingue dalla 4.2.7 per la disposizione dei componenti davanti ai drive. Non ho ancora trovato uno schema elettrco credibile, ma in questo caso sembra che la ventilazione sia controllata da un mosfet. Probabilmente si è rotto.
-
Problemni BLTouche homing e leveling...
Truck64 ha risposto a IMModding nella discussione Software di slicing, firmware e GCode
E' il comportamento tipico di quando non sente il segnale del touch libero. E' come se, senza touch, avessi il finecorsa di Z sempre premuto. Prima di tutto vedi cosa ti da lo stato dei finecorsa (M119). Poi per valutare il contenuto dei file di configurazione serve sapere anche come hai cablato il BL touch. -
Sarei proprio curioso di leggerla questa guida. Non sono stupito che andando a misurare con un multimetro direttamente sui componeti smd ti si sia fumato qualcosa. E' un opeazione estremamente delicata dati gli spazzi esigui tra un circuito e l'altro, da evitare per chi ha poca dimestrichezza con l'elettronica. E per la cronaca il componente che hai indicato (siglato LM2596S) è il regolatore 5V della scheda. Il Mosfet del piatto è quello a destra, i due più piccoli sono quelli degli hotend. Mi dispiace per il dano che hai avuto, spero che ti vada meglio con la prossima scheda.
-
Di nuovo diversi problemi anet a8 modificata
Truck64 ha risposto a Gress nella discussione Software di slicing, firmware e GCode
Ne ho preso uno così all'inizio. Tempo una settimana ed avevo cambiato tutto tranne il dissipatore in alluminio e il supporto della ventola. I cloni costano poco ma valgono poco, ora con gola all-metal e nozle E3D originali lavora decentemente. Se sei pratico di Aliexpress puoi seguire il consiglio di @Killrob. Altrimenti forse ti conviene sostituire il solo blocco riscaldante di quelli che hai già. -
Di nuovo diversi problemi anet a8 modificata
Truck64 ha risposto a Gress nella discussione Software di slicing, firmware e GCode
Tecnicamente ogni pin non utilizzato può essere usato come CS (Chip Select) ma un conto è farlo in un progetto sviluppato apposta, altra cosa è integrarlo in un firmware come Marlin dove c'è gia tanta altra roba che potenzialmete può andare in conflitto. Nal caso specifico ho letto che con l'evoluzione della versione 2.0, segnatamente con il proliferare delle periferiche che comunicano via SPI tipo i drive TMC, aggiungere periferiche in comunicazione ciclica porta spesso problemi sporadici con la comunicazione su altre periferiche tipo l'SD o con alcuni schermi. Francamente se devi mettere 2 estrusori indipendenti ti consiglio di sostituire la termocoppia con un termistore e usare i canali classici, che tra l'altro anche prendendo un paio E3D originali ti costano meno di €40. -
Di nuovo diversi problemi anet a8 modificata
Truck64 ha risposto a Gress nella discussione Software di slicing, firmware e GCode
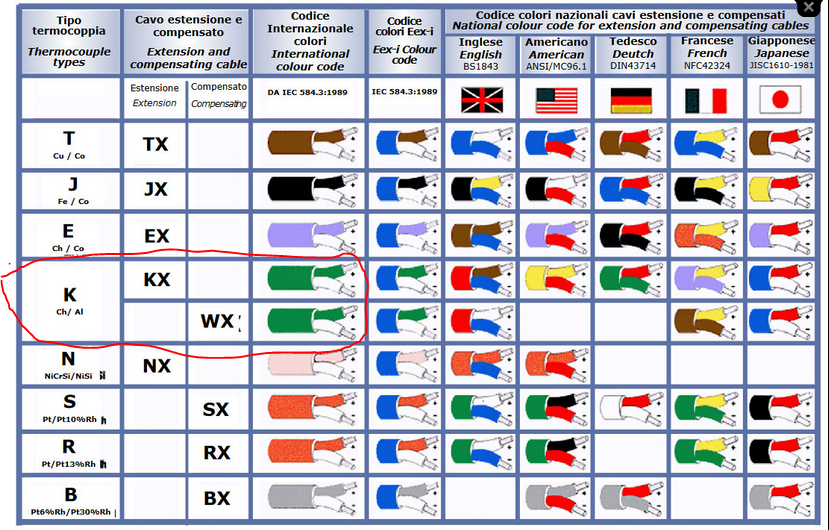
Se l'estrusore è fatto per temperature superiori a 300° il sensore non può essere la classica NTC 100k. Da quanto scrivi (resistenza, colore fili) ho l'impressione che sia una termocoppia di tipo K: Se è quello serve un adattatore esterno, tipo il MAX6675, ma ho letto che bisogna un po litigare con la configurazione SPI. Comunque in idea della procedura te la puoi fare leggendo quì. Dubito che sia una PT100, perchè dovresti leggere un valore tra 105 e 110ohm e molo stabile. E poi in genere hanno i fili bianchi o rossi anche se un vero codice colori non è stabilito per i termistori.
-
come si capisce se una cartuccia di riscaldamento è 12v o 24v?
Truck64 ha risposto a kevin341 nella discussione Hardware e componenti
Posso risponderti solo che produttori quotati come E3D, Prusa e Slice Engineering montano il Semitec 104GT-2-R025H42G o più di recente il 104NT-4-R025H42G nel campo fino a 280..300°. Ed è uno di quelli forniti anche da Trianglelab. Se si sale di temperatura la maggior parte consiglia di passare a PT100 con convertitore esterno, anche se Prusa e Sliice forniscono anche un termistore con caratteristiche simili al tuo. Non vorrei però che fraintendessi il commento che ho fatto: non è che ti consiglio di cambiarlo ora che l'ahi comprato, le alternative non sono poi così convincenti. Solo sappi che il minimo che ti puoi aspettare è che la temperatura ambiantale indicata all'accensione della macchina sia sballata di qualche decina di gradi, e che il cavo dal termistore alla scheda andrebbe distanziato dagli altri (ventole e riscaldatore) e/o schermato. Dopodiche da quanto ho letto in rete non saresti il solo che usa con successo quel sensore, quindi prova a vedere se ottieni una temperatura stabile tra 190 e 270°. In ogni caso potresti condividere l'esperienza con la comunity, un esperienza in più di prima mano è sempre ben acetta. Descrivono l'andamento della tensione letta dalla scheda in funzione dalla temperatura per 5 tipi di sensore (sopra, ADC indica il valore letto dal convertitore analogico/digitale e 1 il fondoscala superiore) e la "sensibiltà" che il sensore ha nel campo di misura (sotto, più alta è la curva maggiore è la variazionedi tensione per grado). Il tuo sensore è la riga viola, è riportato anche quello di Slice in blu.