Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Ho visto sul sito della Soitech, si tratta di una stampante professionale il cui vantaggio principale è il rispetto delle normative relative alla sicurezza sul lavoro. Le stampanti professionali forniscono profili di stampa preimpostati e funzionalità che ne rendono più semplice l'utilizzo. Sicuramente non è una stampante molto diffusa tra gli utenti del forum, ma molti problemi sono quelli comuni a tutte le stampanti. Quindi per eventuali problemi o dubbi puoi provare a chiedere ugualmente sul forum. Se poi ti serve un supporto professionale, puoi iscriverti al club Help3D
-
Dipende da quante ore di stampa hai e quanta polverina o quanta usura noti sulla cinghia. Un po' di usura è normale e non è un grosso problema, eventualmente le cinghie non sono componenti molto costosi. Potrebbe essere che qualche puleggia gira inclinata come detto da @gregorio56sm oppure la cinghia sia attaccata un pelo troppo in alto sulla testina di stampa. In entrambi i casi la cinghia tende a spostarsi. L'importante è che non tenda a scavalcare le flange dei cuscinetti utilizzati come rinvio.
-
Eseguire il downgrade con "MKS robin nano 1.2" sulle nuove "Flyingbear Ghost 5"
Salvogi ha risposto a Matrix nella discussione Nuove idee e progetti
A me non si sono mai guastate schede madri quindi non so dirti. Questa scheda è un po' particolare, la trovi solo su AliExpress ed in caso di guasto devi attendere i tempi di spedizione dalla Cina quindi potrebbe avere senso avere una scheda di backup. Però con questa teoria dovresti comprare tutto ciò che si potrebbe guastare per evitare di attendere i ricambi, sia parti elettroniche che meccaniche. -
Forse il sottopiatto è flessibile e quando livelli il piatto si deforma un po', eventualmente verifica anche questo. La tua quale Anycubic è?
-
Controlla anche che il sottopiatto non sia deformato.
-
Flying bear ghost 5 - stampa ondulata
Salvogi ha risposto a M4RV31 nella discussione Problemi generici o di qualità di stampa
Le guide lineari storte creano deformazioni lungo l'asse Z ma non creano onde. La deformazione delle guide lineari di solito crea difetti poco evidenti ad occhio. Normalmente il problema sta nella barra trapezia, ad ogni giro completo della barra trapezia ottieni un'onda. Le cause possono essere le seguenti. Barra trapezia storta, occorre smontarla e provare a farla rotolare su una superficie perfettamente piana. Se è storta va cambiata perchè è difficile raddrizzarla. Mancato allineamento tra motore e chiocciola del piatto. Puoi vedere se l'estremo libero della barra trapezia si sposta mentre sali e scendi il piatto. Giunto motore/barra difettoso, ma difficilmente può creare difetti elevati come quello tuo. Motore con asse storto, ma difficilmente può creare difetti elevati come quello tuo. -
Flying bear ghost 5 - stampa ondulata
Salvogi ha risposto a M4RV31 nella discussione Problemi generici o di qualità di stampa
Concordo con @Mino e @mcmady, fai scendere e salire il piatto velocemente e nel frattempo guarda cosa combinano le viti trapezie e le guide verticali. -
Puoi postare un paio di foto delle tue creazioni?
-
Problema con PETG arancione Amazon
Salvogi ha risposto a Salvogi nella discussione Problemi generici o di qualità di stampa
E' questo https://www.thingiverse.com/thing:2194278 mentre questo https://www.thingiverse.com/thing:5179398 è il supporto di fissaggio per i profili 2020 e 2040. -
Un aiuto con la prima stampante
Salvogi ha risposto a Miky1198 nella discussione La mia prima stampante 3D
Se hai il tubo bowden che arriva fino al nozzle, potrebbe essere che l'hotend si intasa perché il tubo bowden si sfila un pelo -
Un aiuto con la prima stampante
Salvogi ha risposto a Miky1198 nella discussione La mia prima stampante 3D
Il corretto livellamento del piatto è fondamentale per la riuscita del primo layer e di tutta la stampa. Usi un pezzo di carta per fare il livellamento? Sul piatto di vetro normalmente si usa la lacca Splend'Or fissaggio forte. Ma se hai un piatto speciale tipo ultrabase o pei, occorrono altri accorgimenti. La stampa va staccata con il piatto freddo. Verifica che la stampante ti faccia l'home dell'asse Z sempre alla stessa altezza. Fai l'home di Z, livella con un pezzo di carta, rifai l'home di Z e ricontrolla con il pezzo di carta. Per l'uso dello slicer non ti scoraggiare, all'inizio tutti abbiamo fatto errori. Occorre un po' di pratica. Controlla anche gli step/mm dell'estrusore. -
Consiglio driver tcm2225 su arduino shield v3
Salvogi ha risposto a l0v3byte nella discussione Hardware e componenti
È meglio che lasci stare io mi sono fatto la gavetta con mio nonno l'unica cosa che ti posso consigliare è di fare alla vecchia maniera ti crei un bromografo secondo i tuoi criteri d'altronde è un oggetto semplice non serve nemmeno Arduino per un temporizzatore io usavo il timer da cucina. Scusate se ripiglio questa vecchia discussione. Questo è quello che vorrei provare a fare io il tizio del video c'è arrivato prima di me. Per il bromografo invece non so come realizzare le stampe su acetato. -
PROBLEMA DA PRINCIPIANTE
Salvogi ha risposto a Marco24 nella discussione Problemi generici o di qualità di stampa
Nei commenti del video seguente, l'autore dice di avere risolto aggiornando il firmware. Spero possa essere utile a @Marco24, @marisa e @Matteooo -
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Salvogi ha risposto a l0v3byte nella discussione Nuove idee e progetti
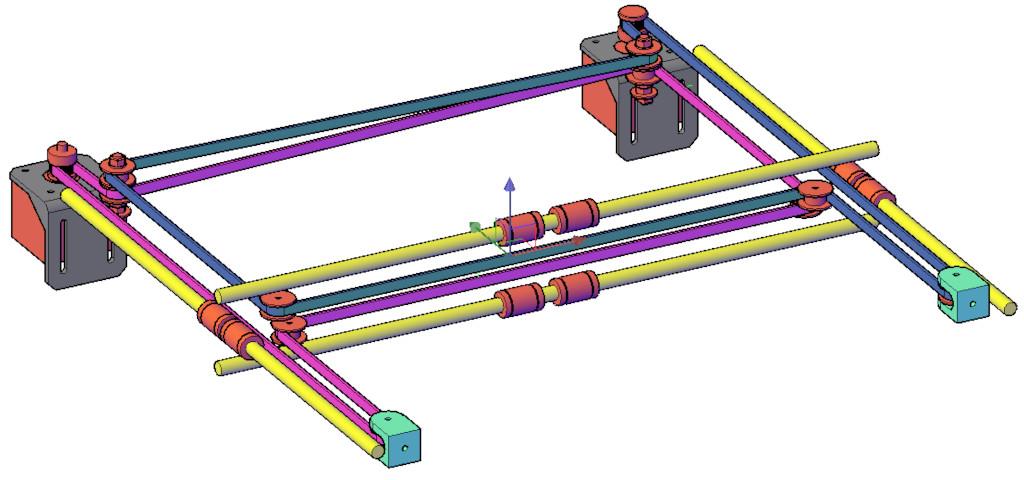
Il principio di funzionamento è questo. http://corexy.com/reference.png Nella mia però ho spostato i motori dietro ed ho aggiunto più pulegge per poter realizzare un sistea di regolazione della tensione delle cinghie.
-
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Salvogi ha risposto a l0v3byte nella discussione Nuove idee e progetti
Dalle foto mi è sembrato che la Prusa XL utilizzi diversi componenti metallici non standard, ad esempio riduttore ad ingranaggi e ruota godronata nell'estrusore o il sistema di fissaggio dell'hotend al carrello. Se inizi a fare modifiche su profili, estrusore, guide, etc. tanto vale che te ne progetti una da zero. Già la Rat Rig Core 2.0, utilizza piastre personalizzate per il fissaggio del piatto comunque sempre meglio della Prusa XL. -
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Salvogi ha risposto a l0v3byte nella discussione Nuove idee e progetti
Nessun disturbo, per me la stampa 3D è un hobby e, se avevo deciso di affiancarti per la progettazione di un Prusa XL, era solo perchè mi piaceva l'idea. Obiettivamente la Prusa XL richiede parti meccaniche difficilmente reperibili, per questo penso che la Rat Rig sia una scelta migliore. Per l'altezza della stampante devi considerare che sopra l'estrusore ti servono almeno 10-15cm per arrivare con filamento e cavi di collegamento. -
Mod stampante o acquisto nuova?
Salvogi ha risposto a Massimo Scalvini nella discussione Nuove idee e progetti
Guarda che l'Artillery Genius è una buona stampante, c'è il rischio che ne compri un'altra più costosa o fai degli upgrade sulla tua ed invece di migliorare vai a peggiorare. Per quanto riguarda gli upgrade, la Artillery non si presta molto visto che ha collegamenti con cavi piatti, per fare modifiche consistenti dovresti rimuovere il cablaggio esistente e rifarlo daccapo ottenendo un groviglio di cavi. L'unico aggiornamento che farei è questo che però ho trovato solo con spedizione dalla Cina. Come estrusore Hemera ovviamente è ineccepibile ma è troppo costoso, io andrei sul Mellow NF-DDG-WIND V6. Comunque l'Artillery Genius mi sembra che abbia un Titan aero che è già un ottimo estrusore quindi io non lo cambierei. Prima di pensare agli upgrade o a cambiare stampante io proverei a chiedere sul forum nella sezione "Problemi generici o di qualità di stampa" per vedere se è possibile risolvere i vari difetti. -
Eseguire il downgrade con "MKS robin nano 1.2" sulle nuove "Flyingbear Ghost 5"
Salvogi ha risposto a Matrix nella discussione Nuove idee e progetti
Ho schede MKS su due mie stampanti e mi ci sto trovando molto bene. Normalmente la Makerbase fa sia la versione con i driver saldati che quella con i driver sostituibili. Il problema nasce solo se si brucia un driver, personalmente ho bruciato solo degli A4988 perchè li ho montati al contrario per distrazione. -
Riduzione telaio RatRig V-Core 2 per area di stampa minore
Salvogi ha risposto a l0v3byte nella discussione Nuove idee e progetti
Purtroppo per problemi di tempi non mi sono dedicato molto a cercare di riprodurre il disegno della Prusa XL. Comunque vedo che sei passato alla RatRig V-Core 2.0 che secondo me è un progetto più adatto per l'autocostruzione. Qui c'è l'elenco dei materiali. Per ridurre le dimensioni è facile, se devi passare da 300x300 a 220x220, basta accorciare i profili 2020 e 2040 di 300-220=80mm. Dalle specifiche che trovi qui, la stampante occupa in pianta 570x506mm quindi, riducendola di 80mm, otterresti un ingombro di 490x426mm. -
Problema Auto Home: urto dell'asse X e slittamento cinghia su puleggia
Salvogi ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Ho il sensorless homing nella Prusa Clone per questo mi sembra di avere riconosciuto il sensorless homing. In pratica senti il rumore dell'urto invece del click dell'endstop, inoltre il problema di @paco87 inizialmente l'ho avuto anche io fino a quando non ho regolato in modo corretto la sensibilità dei driver TMC2209. -
Problema Auto Home: urto dell'asse X e slittamento cinghia su puleggia
Salvogi ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Dal video sembra che hai l'homing sensorless tramite TMC2209 o TMC2130, se così fosse devi regolare la sensibilità da Configurazione --> Impostazioni avanzate --> Driver TMC --> Sensorless Homing Per ridurre l'urto devi aumentare il numero. Dopodichè salva le nuove impostazioni. Con i driver TMC 2209 io setto intorno a 60 mentre con i driver TMC2130 si utilizzano numeri più bassi. Nel firmware c'è anche la possibilità di diminuire la corrente durante l'homing ma, se non sei pratico, meglio non mettere mano al firmware. -
Stampa eccessiva della base
Salvogi ha risposto a Aliux nella discussione Problemi generici o di qualità di stampa
Se svuoti l'oggetto, rimane resina intrappolata quindi il peso aumenta notevolmente. 4.9g è il peso della stampa, gli altri 5.1g è il peso della resina rimasta intrappolata. Comunque bisogna anche vedere se hai settato correttamente il peso specifico della resina. I primi strati vengono esposti per più secondi quindi vengono più larghi. Nello slicer ci dovrebbe essere la correzione "zampa di elefante". Comunque, posta una foto dello slicer per vedere se non è il raft. -
Questo è normale, man mano che i coni si stringono, la stampante impega meno tempo su ogni layer ed il filamento depositato non ha il tempo di raffreddare. Alcuni slicer riducono la velocità di stampa e regolano la ventola in funzione del tempo di stampa del layer.
-
geeetech prusa i3 pro b - distorsione asse Y
Salvogi ha risposto a Essetì nella discussione Problemi generici o di qualità di stampa
Io direi che la distorsione è lungo l'asse X. Penso che ciò sia causato dalla cinghia dell'asse X lenta. -
Ho scaricato diverse foto da internet, in particolare questa. Allego un stl Prusa_XL_corexy.zip dov'è riportato quanto sono riuscito a capire dalle foto. Non mi tornano i seguenti particolari. Per i motori degli assi X ed Y, dalle foto sembra che utilizzi delle pulegge con almeno 32 denti e che l'angolo di avvolgimento della cinghia su tali pulegge sia un po' limitato. Non mi torna il gantry della Prusa XL, non capisco come la cinghia possa passare oltre i carelli dell'asse Y. Nella mia corexy utilizzo pulegge con 20 denti, non so se conviene più aumentare o diminuire il numero di denti. Ho utilizzato 20 denti perchè sono le pulegge più utilizzate per questi scopi