Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Anicubyc chirion non si accende display
Salvogi ha risposto a MorisDe nella discussione Hardware e componenti
Come già ti è stato detto potrebbe non essere il solo display. Se sei fortunato è l'alimentatore altrimenti è la scheda madre. Se la hai acquistata da appena 30 giorni, io proverei a contattare il venditore prima di fare qualsiasi altro tentativo. -
riempimento solo vicino alle pareti
Salvogi ha risposto a Lorenz_Keel nella discussione Software di slicing, firmware e GCode
Questa non la conosco e interesserebbe anche a me. Invece "Gradual Infil Steps" e "Gradual Infil Steps Heigth" aumentano la densità del riempimento man mano che si avvicina al top layer. Mentre "Infill support" sopprime il riempimento nel caso in cui non fosse necessario per il top layer. -
Perdita passi durante il bed levelling
Salvogi ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Ti ringrazio, penso anche io in un bug di Marlin infatti sono riuscito ad ottenere un errore di tipo ripetitivo. Se trovi nuovamente l'articolo me lo puoi inviare? Purtroppo come rilevato da @FoNzY io ho già il piatto troppo elastico. Comunque ho visto che il sensore triggera scendendo di 0.2mm dopo che il nozzle tocca il piatto in tutti i punti del piatto. Inoltre ho una molla con vite di regolazione del precarico, potrei provare ad allentarla un po'. -
Perdita passi durante il bed levelling
Salvogi ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
E' la mia solita fortuna. Quando provo a stampare perde passi in modo molto evidente del tipo che un asse rimane fermo ed il nozzle finisce fuori dall'area di stampa. Quando provo a fare un video, il problema è molto meno evidente ma c'è sempre. In pratica, dopo il bed levelling, se invio il comando G1 X0 Y0 il nozzle non si posiziona al centro del piatto perchè ha perso passi. Questo è anche vero, il piatto della stampante è un po' bombato quindi il vetro tocca principalmente al centro e quando il nozzle scende il piatto flette un po'. Se risolvo il problema della perdita dei passi casomai reinstallo in 3D touch. Ho fatto un altro tentativo e questa volta mi ha fatto il problema in maniera evidente mentre registravo il video. Ho messo anche un pezzo di scotch blu nel punto X0 Y0 per renderlo più visibile nel video. Mentre quando stampo non perde passi anche a velocità molto maggiori. -
Perdita passi durante il bed levelling
Salvogi ha pubblicato una discussione in Software di slicing, firmware e GCode
Da un po' cerco di installare un sistema di autolivellamento sulla stampante delta. Dopo fallimenti vari, ho capito che la stampante perde passi durante il livellamento del piatto. Alla fine del video infatti, dando il comando G1 X0 Y0, il nozzle non si ferma al centro del piatto ma in un'altra posizione. Alcune volte perde così tanti passi che il livellamento fallisce. Ovviamente, in una stampante delta succede un disastro se un motore perde dei passi perchè gli assi X, Y e Z non sono indipendenti tra di loro. Durante la stampa invece la stampante non perde i passi. Ho anche fatto la prova con un gcode che simula il livellamento spostando il nozzle negli stessi punti della griglia di livellamento, ed in questo caso la stampante non perde passi anche se avvio lo stesso gcode molte molte volte. Ho provato a rallentare la velocità della stampante durante il livellamento e ad aumentare la corrente dei motori ma il problema persiste. Ho anche verificato che i carrelli si spostano facilmente senza intoppi e che il nozzle riesce a raggiungere tranquillamente i punti da sondare (ho dato un PROBING_MARGIN di 10mm). Utilizzo Marlin 2.0.9.3 su scheda MKS SGEN_L V1.0 a 32bit (dovrebbe essere simile alla SKR 1.4). Allego i files di configurazione Configuration.hConfiguration_adv.h nel caso in cui qualcuno voglia passarsi il tempo a cercare l'errore. -
Regolazione Step/mm stampante delta
Salvogi ha risposto a Edo_Tesei nella discussione Problemi generici o di qualità di stampa
Puoi dare uno sguardo qui -
Auto livellamento su stampante delta
Salvogi ha pubblicato una discussione in La mia stampante 3D e il mio laboratorio
Sulle stampanti delta il livellamento manuale del piatto richiede molto tempo ed il risultato non è mai ottimale. Quindi, preso dall'entusiasmo del funzionamento del 3D Touch sulla mia Prusa Clone, ho pensato di dotare anche la mia stampante di 3D Touch. Purtroppo il risultato è stato deludente. In effetti anche @marcottt aveva provato senza buoni risultati Penso che il problema stia nel fatto che nelle stampanti delta non è il piatto dislivellato ma principalmente dipende dal nozzle che non si muove perfettamente parallelo al piatto. Quindi la distanza tra 3D Touch e nozzle crea grossi problemi, infatti nelle stampanti delta commerciali come la Flsun Q5 la sonda di livellamento è centrata con il nozzle e quindi è di tipo rimovibile. Cercando su internet, ho trovato questa soluzione https://it.aliexpress.com/item/32803065125.html e questa di tipo casereccia https://www.thingiverse.com/thing:1093345, per evitare di perdere troppo sull'asse Z ho deciso di provare a disegnare io un effector con lo stesso principio. Per tirchieria ho sostituito l'interruttore ottico con contatto elettrico realizzato tramite 2 bulloni. Attualmente sono ancora in fase di stampa, spero di poterlo provare domani. Intanto ho fatto solo delle prove del contatto elettrico.
-
- 2
-

-
Se riduci la corsa del piatto di 5cm, riducia anche l'area di stampa di 5cm, invece di 220x220 ottieni un'area di stampa 220x170.
-
Service online di stampa 3d a prezzi onesti
Salvogi ha risposto a l0v3byte nella discussione Servizi di stampa 3D/ Negozi / E-commerce
Se apri il file stl con 3D Builder e clicchi su "Ordina stampa online", ottieni dei preventivi più economici per stampe di tipo SLS. Più 15 dollari circa per le spese di spedizione. Mi sembra che scpediscano dal Belgio. Le stampe SLS sono di gran lunga più precise e resistenti ma rischi che i file stl concepiti per le FDM hanno tolleranze maggiori per cui potresti ottenere fori con diametro maggiore. I pezzi delle stampanti sono organi meccanici per cui è importante la tolleranza, pensa se ti arrivano stampe con fori di diametro maggiore e che non puoi utilizzare. Di conseguenza, in ogni caso, io come prima cosa richiederei una stampa di un stl di prova con dimensioni note. -
Service online di stampa 3d a prezzi onesti
Salvogi ha risposto a l0v3byte nella discussione Servizi di stampa 3D/ Negozi / E-commerce
Se paragonato al filamento che vai a sprecare, sono prezzi alti. Una bobina di ASA da 1kg la paghi al massimo 35 euro. Inoltre Prusa raccomanda il PETG per le parti delle loro stampanti, se non hai necessità particolari puoi usare benissimo il PETG che trovi a prezzo inferiore. Purtroppo sono d'accordo con @FoNzY, i service di stampa hanno prezzi altini per tanti motivi, ad esempio la necessità di utilizzare stampanti e filamenti professionali per garantire il risultato, piattaforma web, affitto del locale, dipendenti, costi fissi, etc. I service sono per chi ha la necessità di un risultato sicuro e rapido o non dispone di mezzi per farsi le stampe da se. Se attualmente non riesci a produrre stampe accettabili, non hai scelta. Però devi considerare che quando costruisci una stampante, una stampa tira l'altra tra tentativi e ripensamenti. Quando ho stampanto le parti per la Prusa Clone, avevo già pronto il disegno modificato mentre ancora era in stampa la vecchia versione. -
Step per mm , codice gcode robin
Salvogi ha risposto a kurt1897 nella discussione Software di slicing, firmware e GCode
Qui ci sono i firmware ufficiali Flsun https://flsun3d.com/pages/q5-firmware Tra gli esempi di Marlin, c'è anche la Flsun Q5 https://github.com/MarlinFirmware/Configurations/tree/release-2.0.9.3/config/examples/delta/FLSUN Se sbagli qualcosa durante la sostituzione del firmware, c'è il rischio che la stampante ti si trasformi in un soprammobile. Comunque, hai provato a fare una stampa vuota e misurare sia l'interno che l'esterno che lo spessore della parete? Quanti decimi hai di errore? Un certo scarto è normale per le stampanti a filamento. -
Step per mm , codice gcode robin
Salvogi ha risposto a kurt1897 nella discussione Software di slicing, firmware e GCode
Ho collegato la mia stampante al PC. Inviando il comando M665, la stampante (che ha Marlin 2.0.9.3) mi restituisce quanto segue. SENDING:M665 M665 L212.00 R104.70 H333.40 S80.00 X0.00 Y0.00 Z0.00 A0.00 B0.00 C0.00 L è il DELTA_DIAGONAL_ROD che è il parametro che ingrandisce e diminuisce le dimensioni X ed Y del pezzo, corrispnde alla lunghezza delle bielle in fibra di carbonio (da centro cuscinetto a centro cuscinetto). R è il DELTA_RADIUS , se non è corretto il nozzle non si muove parallelo all'area di stampa, tuttavia la Flsun Q5 ha l'autocalibrazione che dovrebbe compensare quindi puoi provare a non toccarlo. H è l'altezza Z dopo l'homing S non so, non l'ho mai capito A, B, C, X, Y e Z servono a compensare eventuali deformazioni lungo le direzioni delle torri, ma secondo me per adesso ti conviene non toccarli, lasciandoli tutti a zero. Per la calibrazione di questi parametri, puoi utilizzare questo disegno di @marcottt https://www.thingiverse.com/thing:4242725 oppure questo https://www.thingiverse.com/thing:5191135 Siccome il tuo valore iniziale è 215.000, puoi provare ad inviare uno dei seguenti comandi M665 L216 per diminuire la dimensione della stampa M665 L214 per aumentare la dimensione della stampa -
Step per mm , codice gcode robin
Salvogi ha risposto a kurt1897 nella discussione Software di slicing, firmware e GCode
Prova con M503 -
Step per mm , codice gcode robin
Salvogi ha risposto a kurt1897 nella discussione Software di slicing, firmware e GCode
Per l'estrusore puoi procedere come per qualsiasi altra stampante a filamento. -
Step per mm , codice gcode robin
Salvogi ha risposto a kurt1897 nella discussione Software di slicing, firmware e GCode
Prima di fare calibrazioni, prova un quadrato vuoto all'interno e misura le dimensioni interne ed esterne. Ad esempio questo Size_test.stl con misure esterne di 100mm ed interne di 80mm. Inoltre qualche decimo è normale per le stampanti 3D. Per le stampanti delta, il discorso è molto più complesso. Regoli gli step/mm solo per l'asse Z, per gli assi X ed Y invece devi variare il DELTA_DIAGONAL_ROD con il comando M665 Lxxx.x (dove xxx.x è il nuovo valore) più aumenti il DELTA_DIAGONAL_ROD e più piccola ti viene la stampa. Se vari il DELTA_DIAGONAL_ROD, poi devi ritoccare anche il DELTA_RADIUS con il comando M665 Rxxx.x per far si che il nozzle si sposti sempre parallelo al piano di stampa. Per vedere i valori preimpostati, puoi utilizzare il comando M665. Vedo che sul forum c'è stato un aumento di utenti con stampanti delta. Probabilmente merito/colpa della Flsun Q5 che si trova a buon prezzo. La mia stampante delta non la cederei mai, ha i sui pregi ed i suoi difetti. Anche se, per colpa dei suoi difetti, io la utilizzo e la consiglio solo come seconda stampante. In ogni caso, la sconsiglio ai principianti. -
Hotend non arriva alla temperatura indicata
Salvogi ha risposto a Tanbruk nella discussione Hardware e componenti
Almeno la Trabant espletava la sua funzione di trasportati da un punto ad un altro. Io le mie stampanti le sto dovendo portare a vanti a calci. -
Hotend non arriva alla temperatura indicata
Salvogi ha risposto a Tanbruk nella discussione Hardware e componenti
Comunque, si dovrebbe anche considerare che piatto e nozzle vengono pilotati in pwm. Sei sicuro che i tuoi amperometri indichino i valori medi di un segnale modulato in pwm? -
Hotend non arriva alla temperatura indicata
Salvogi ha risposto a Tanbruk nella discussione Hardware e componenti
Sono d'accordo che è più importante la stabilità e che conviene andare sulla sperimentazione pratica utilizzando le torri di temperatura. Tuttavia, nel mio caso, 2 sensori apparentemente uguali (non ricordo se acquistati assieme o in due volte differenti comunque sempre tramite AliExpress), fornivano misure di 20-30°C differenti e questo mi pare un po' troppo. Invece non sono d'accordo con l'uso di amperometri e wattmetri. Potrebbero essere utili per verificare la tolleranza e lo stato di salute delle cartucce riscaldanti e dei piatti ma io non penso di installarne sulle stampanti. Le sonde DS18B20 non arrivano solo fino a 125°C? Comunque anche per me era l'ugello nuovo di zecca (ma acquistato al kg a basso prezzo). -
Hotend non arriva alla temperatura indicata
Salvogi ha risposto a Tanbruk nella discussione Hardware e componenti
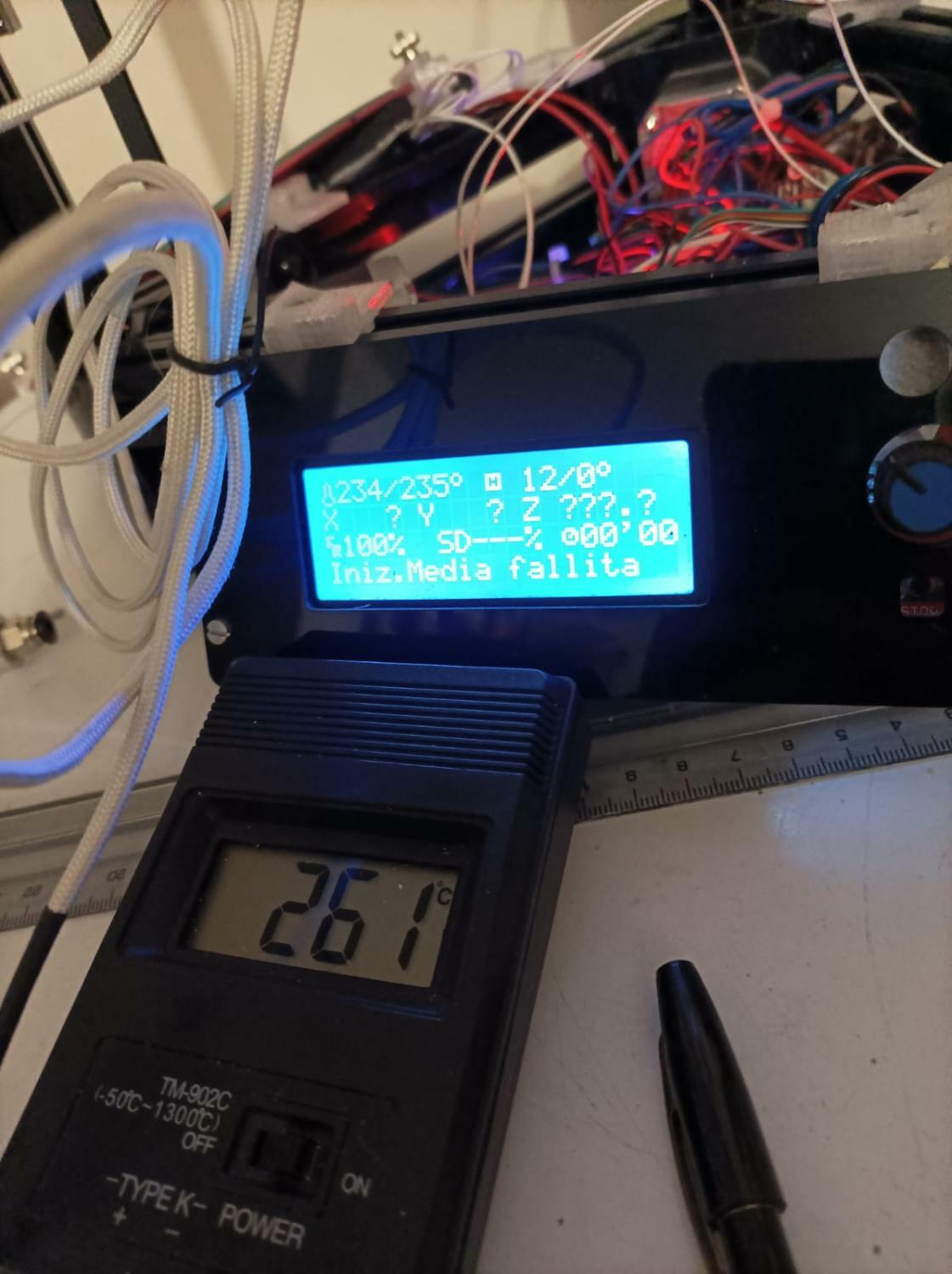
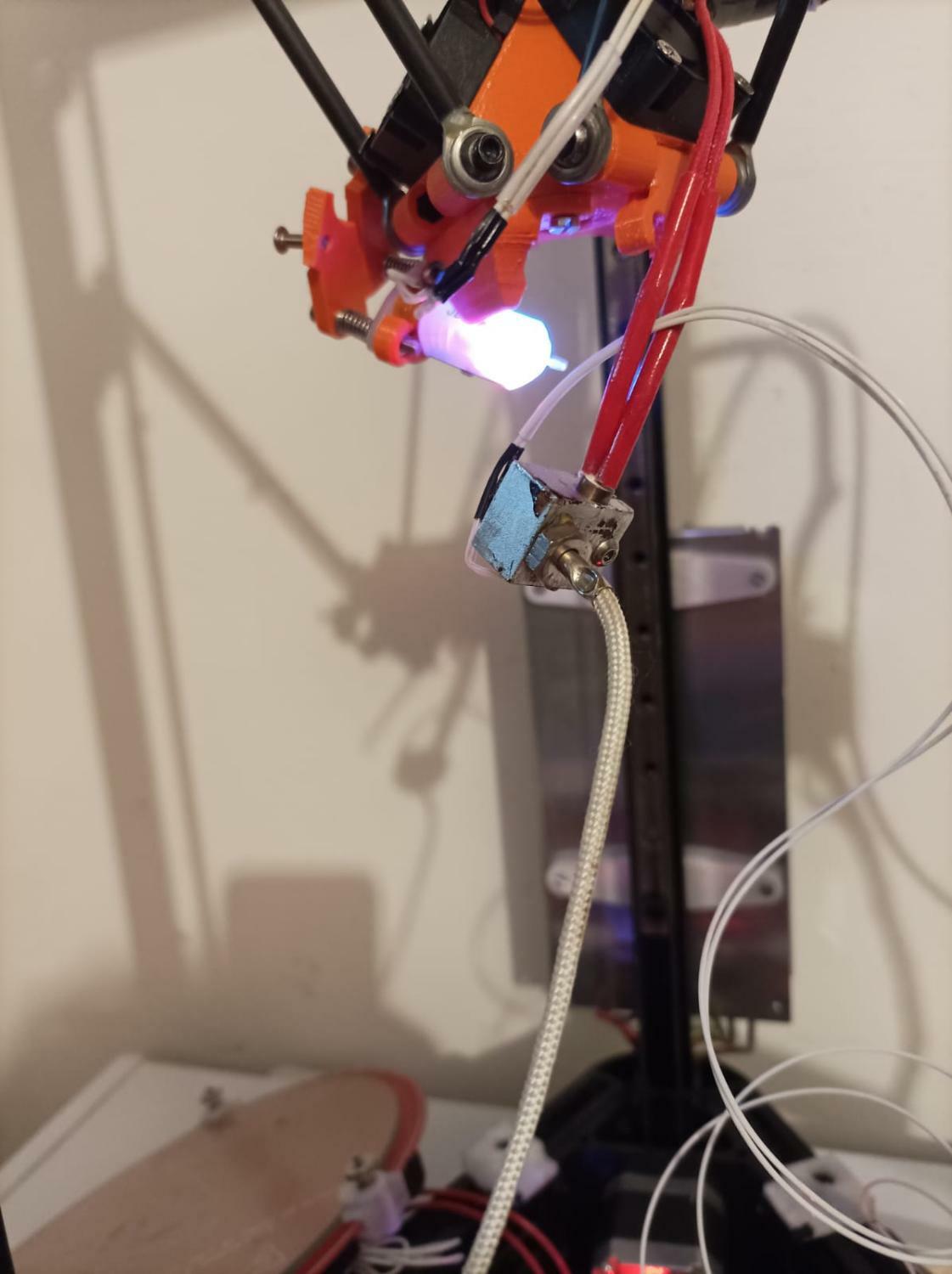
Ieri ho avuto problemi di intasamento con la stampante delta dopo avere sostituito hotend. Non so perchè ma mi ero fissato con la temperatura dell'hotend ed ho fatto un test utilizzando un termometro cinese che però mi segna le stesse identiche temperature degli hotend in cui ho sonda K e sensore PT100. In pratica ho avvitato la sonda K del termometro cinese al posto del nozzle. Ho riscaldato l'hotend 235°C, ho atteso che le temperature segnate si stabilizzavano ed ho confrontato i risultati. Purtroppo il risultato si discostava troppo. Non sapendo come procedere, ho provato a cambiare tipo di sensore su Marlin, ottenendo i seguenti risultati. Marlin NTC 3950K Sonda K Tipo 1 235 227 Tipo 5 235 247 Tipo 501 235 247 Tipo 11 235 198 Poi ho provato un altro sensore ed ho ottenuto questi altri risultati. Marlin NTC 3950K Sonda K Tipo 1 235 245 Tipo 5 235 261 Tipo 501 235 261 Tipo 11 235 224 Ora i miei problemi sono i seguenti. Come scegliere in modo corretto il sensore su Marlin? Fino ad adesso sono andato un po' a casaccio sui parametri di Marlin che non conosco. Quale sensore scegliere che abbia un minimo di qualità? Fino ad adesso ho comprato quelli con il prezzo più basso su AliExpress.
-
Hotend non arriva alla temperatura indicata
Salvogi ha risposto a Tanbruk nella discussione Hardware e componenti
Concordo con @muffo e @Truck64, con sensori infrarosso non ottieni una misura di precisione. Comunque ho fatto l'esperimento con una termocoppia ed ho rilevato i seguenti problemi. Se la termocoppia l'appoggi sulla superficie esterna, misura una temperatura molto più bassa. Quindi ho dovuto utilizzare un heatblock con un foro specifico per la temocoppia ed un altro forellino per la sonda NTC 3950K 100kohm. Fino a 170°C lo scarto era di pochi gradi poi fino a 270°C il alcuni range misurava una temperatura maggiore il sensore NTC ed in altri la termocoppia. Superato 270°C, il sensore NTC mi indicava una temperatura 30-40°C maggiore rispetto a quella indicata dalla termocoppia. Ho utilizzato un sensore NTC comprato su AliExpress a basso costo ed una sonda K collegata ad un MAX31855 Comunque conviene fare le torri di temperatura così eviti qualsiasi problema. -
Le ruote della guide hanno degli eccentrici che vanno regolati. Non si tratta di scoliosi, se abbassa il 3D touch va regolati il probe offset o non funziona più niente.
- 14 risposte
-
- 1
-
-
- genius pro
- error
- (and 1 più)
-
Il 3D touch è posizionato troppo in alto, deve scattare prima che il nozzle tocchi il piatto. Abbassalo di 1mm circa e poi regola nuovamente il probe offset
-
Ghost 5 - Non esce filamento da fredda
Salvogi ha risposto a gallo7355 nella discussione La mia prima stampante 3D
I problemi di intasamento possono essere di varia natura, in ordine di probabilità: Tubo bowden leggermente sfilato come già detto da @muffo, questo capita solo negli hotend in cui il tubo bowden arriva fino al nozzle. Tubo boden tagliato male: schiacchiato alle estremità o tagliato inclinato. Appena finisci la stampa, spegni subito la stampante senza aspettare che il nozzle scenda sotto 50°C. Troppa retrazione durante la stampa e si forma un rigonfiamento all'estremità del filamento. Ventola guasta che raffredda poco l'hotend (gira più lentamente). Gola o nozzle da sostituire. Io farei i seguenti tentativi: Sfilare il tubo bowden dal lato dell'hotend, accorciarlo di 2mm e inserirlo nuovamente nell'hotend stando attenti a farlo arrivare fino al nozzle. Se il punro 1 non funziona, proverei a smontare l'hotend per dargli una pulita. Attenzione che, se non utilizzi la procedura giusta, potresti spezzare la gola o il nozzle o provocare la fuoriuscita di plastica fusa dalle filettature durante la stampa. Meglio non fare esperimenti con temperature troppo elevate, comunque la gola il teflon resiste fino a 270°C, per sicurezza le stampanti sono limitate a 260°C. -
Per quanto riguarda i problemi della stampante, ovviamente gli conviene chiedere a chi gliel'ha venduta visto che con un prodotto professionale si paga anche un servizio di assistenza premium. Mentre, per quanto riguarda gli altri aspetti, ad esempio sull'uso dello slicer o sulla progettazione dei pezzi finalizzata alla realizzazione mediante stampa 3D potrebbe anche chiedere qui sul forum. Sempre un secondo parere potrebbe essere utile.
-
Se tocchi il piatto con il dito, senti che si riscalda? Forse c'è il sensore del piatto non collegato bene sulla scheda madre. Per il resto concordo con @Mino