paco87
-
Numero contenuti
28 -
Iscritto
-
Ultima visita
Obiettivi di paco87
")





-
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
@dnasinisi hai ragione ho visto millemila video su youtube e il mio modo è rischioso poiché ho utilizzato un materiale con maggior durezza su uno più "tenero" ma l'ho fatto con estrema attenzione. Ad ogni modo ora sto stampando un test e dopo pulisco esternamente il nozzle. Grazie ancora per i consigli!! 🙂 -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
No il nozzle è 0,4 mm standard, togliendo il tubo ptfe ho infilato un filo di ferro di 0,8 mm (il calibro mi da come misura 0,76). Ma il filo di acciaio in questione non deve attraversare il nozzle 😅, l'ho usato solo per spingere eventuali residui di PLA accumulati nel nozzle. In pratica ora il nozzle dovrebbe essere esente da residui, quindi sto provando a stampare qualche test per capire che esce fuori. -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Altri tentativi: 1) ho estruso un po' di materiale ed esce bene: https://ibb.co/BTSffVk 2) ho smontato nuovamente il PTFE e scopro che pure era montato bene e sta in buone condizioni: https://ibb.co/yQhxYd1 3) i parametri di stampa non li ho mai toccati (se non la Temperatura di estrusione che varia in funzione del filamento e che trovo con i temp tower) 4) la ruota godronata leggermente usurata ma spinge comunque non fa ticchettii o slittamenti: https://ibb.co/cw9B6Jw l'unica cosa che mi manca cambiare è il nozzle, ma se l'hotend non è intasato perché cambiarlo?? 😄 EDIT: passandoci un filo di acciaio di diametro 0.76 mm noto che ci sono residui nel nozzle. Che dite pulisco questo senza smontarlo? oppure lo cambio proprio? https://ibb.co/pzD8M2L -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Buongiorno @dnasini, purtroppo anche con il nuovo filamento la stampa esce sottoestrusa. A questo punto visto che l'unica cosa che ho cambiato è stata il tubo PTFE, non vorrei che fosse quello il problema. Ho sostituito il tubo PTFE perché si era spezzato del filamento al suo interno e non sono riuscito a sfilarlo in nessun modo, quindi ho pensato di sostituire il tubo PTFE. Per quanto riguarda l'hotend non credo sia intasato perché il materiale estrude bene (almeno credo). Non so proprio più che altro pensare, mi sa che faccio prima se compro un'altra di stampante. 🧐 -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Ok grazie chiarissimo!!! Quindi a fine stampa su Cura prima di impostare il ritiro del filamento per agevolare l'estrazione senza blocchi, faccio estrudere ad esempio 5 mm e poi lo faccio tirare su ad esempio di 25 mm?? Grazie ancoraa mi hai sciolto tutti i dubbi che avevo.😅 -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
@dnasiniciao, ho novità. La barchetta viene stampata un po' meglio ma non è perfetta come tempo fa. Però aumentando il flusso vedo che la sottoestrusione diminuisce sempre più (giustamente). Tuttavia se faccio il test di calibrazione del flusso, lo spessore delle pareti si allontana dal valore target di 0,80 mm (cosa ovvia anche questa). Secondo te questo problema è sempre legato al filamento umido? Oppure può essere legato alla ruota godronata che non spinge bene in quanto usurata o a qualche ostruzione nell'hotend? Aggiungo che a fine stampa per evitare che il filo si saldi all'hotend non riuscendo a rimuoverlo se non dopo averlo nuovamente riscaldato, ho inserito nel G-Code di chiusura, l'estrazione del filamento di 25 mm. Questa cosa potrebbe influire sull'intasamento? Ti dico questo perché se il filamento rimane nell'hotend, una volta freddo i residui e sporcizia si attaccano al filamento circoscritto in quella zona, quindi quando riscaldo e tiro su, mi trascino anche questi residui mantenendo la gola pulita. Invece by-passando questa fase, i residui rimangono lì intasando l'hotend, pertanto può essere questa la causa al problema? 🙂 Grazie mille ancora per la pazienza e le informazioni. Infine in settimana proprio per togliermi ogni dubbio, acquisterò nuovo PLA e faccio la prova con la bobina immacolata. -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
ok graziee mille per le dritte, allora continuo a tenerli chiusi in questo modo riponendole anche nel loro scatolo. Poi ci faccio periodicamente passate di essiccazione con le indicazioni che mi hai fornito. Nel frattempo sto stampando la barchetta sperando che sia l'ultima, vorrei riprendere a stampare le cose che avevo messo in lista 😅. -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
@dnasini ti ringrazio nuovamente per i preziosi consigli. Altra cosa che farò è comprare bobine da 250 gr perché non sono uno stampatore seriale 😅 quelle da 1Kg (ne ho 3 di PLA e 1 PETG) le ho acquistate a dicembre 2021 e ora stanno quasi finendo. Un ultima cosa volevo chiederti, per conservarle uso delle bustine della geetech secondo me di pessima fattura perchè hanno una valvola scadente come quella in foto e quindi seppur creo le condizioni di sotto vuoto , a distanza di poco entra comunque aria. Che consiglio potresti darmi per conservarle per bene? Vanno bene quelle buste che hanno la valvola a tappo, tipo quelle dove si mettono i vestiti ?? O sono una ciofeca come queste in foto? Grazie mille per i preziosi suggerimenti.
-
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Buongiorno e grazie per la risposta. Dunque il filamento l'ho essiccato per 2h a 45°C nell'essiccatore sunlu prima versione, senza ventola. A breve provo a stampare nuovamente la barchetta di benchmark, giusto per capire se dopo aver serrato l'innesto la situazione è migliorata oppure è solo un caso. -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Dunque, dopo aver serrato l'innesto pneumatico del tubo PTFE ho fatto nuovamente i test di flusso impostando: - larghezza della linea: 0,4 mm - numero di linee perimetrali: 2 - Flusso: 96,7% e ho ottenuto i valori corretti di flusso: https://ibb.co/T8m3s0G https://ibb.co/Fmc3M9W https://ibb.co/wYzvLqq https://ibb.co/L6y00rQ Dalle foto si evince che comunque il filamento è umido perché si vedono dei vuoti che sono tipici di quando ci sono bolle d'aria nel filamento legate appunto all'umidità (devo provare a sentire se scoppiettano). Ad ogni modo domani stampo una nuova barchetta per test e vedo se ho ancora sottoestrusione. -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Niente, il problema persiste anche con questo filamento: https://ibb.co/1J9x0t5 https://ibb.co/Bfp6jRS provo a fare un test del flusso e vi dico. Graziee EDIT: ho trovato l'innesto pneumatico dove va il tubo PTFE allentato, l'ho serrato, ora faccio comunque un test del flusso, sperando che la causa sia quella.
-
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
ok grazie 🙂 chiaro!!! 🙂. Ora sto stampando la barchetta con il filamento che questa mattina ho essiccato con l'essiccatore e vedo se da ancora problemi e poi passo eventualmente a fare il test del flusso da te suggerito 🙂 . Grazie ancora 🙂 -
Filamento Umido e difetti sulla benchy
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
Ciao @dnasini stamattina ne ho essiccato uno, ora provo a fare una barchetta con quello 🙂 . Per ricalibrazione del flusso intendi la stampa del cubetto vuoto e la misura delle pareti?? Oppure la lunghezza di filamento estruso? 🙂 Grazie mille per la risposta. -
Filamento Umido e difetti sulla benchy
paco87 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, ho notato che le stampe fatte con la mia Eryone ER 20 escono un po' sottoestruse come da foto: https://ibb.co/MGS3SGy https://ibb.co/PMzLVb2 https://ibb.co/f2T2XqX https://ibb.co/2ZPXVZ2 Ultimamente mi si è spezzato un pezzo di filamento solido nel tubo ptfe che ho prontamente sostituito. Quando ho messo il nuovo, sono stato attento a spingerlo il più possibile per farlo andare in battuta, perciò penso che non sia questa la causa del difetto di stampa di cui sopra. Sulla stampante ho poi da poco montato la beagle camera per metterla in rete e monitorarla, può essere che ci siano errori di trasmissione dei dati dalla Camera alla stampante?? Altra cosa, potrebbero essere i filamenti un po' umidi?? Ho tutti filamenti datati (1 anno e mezzo) ma conservati "sotto vuoto" utilizzando quelle bustine con valvola di non ritorno e pompetta (che secondo me sono poco utili). Aggiungo che ho anche pulito il nozzle utilizzando un ago e successivamente spingendo il filamento sia tramite ruota godronata che manualmente non osservato ostruzioni. La cosa strana che noto è che qualche pezzo esce buono e qualche altro sottoestruso in determinate zone. Il prossimo test che farò è quello di stampare nuovamente la barchetta ma bypassando la beagle camera. Secondo voi cosa altro potrei controllare? grazie a tutti e buona domenica. 🙂 -
problema di sottoestrusione?
paco87 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
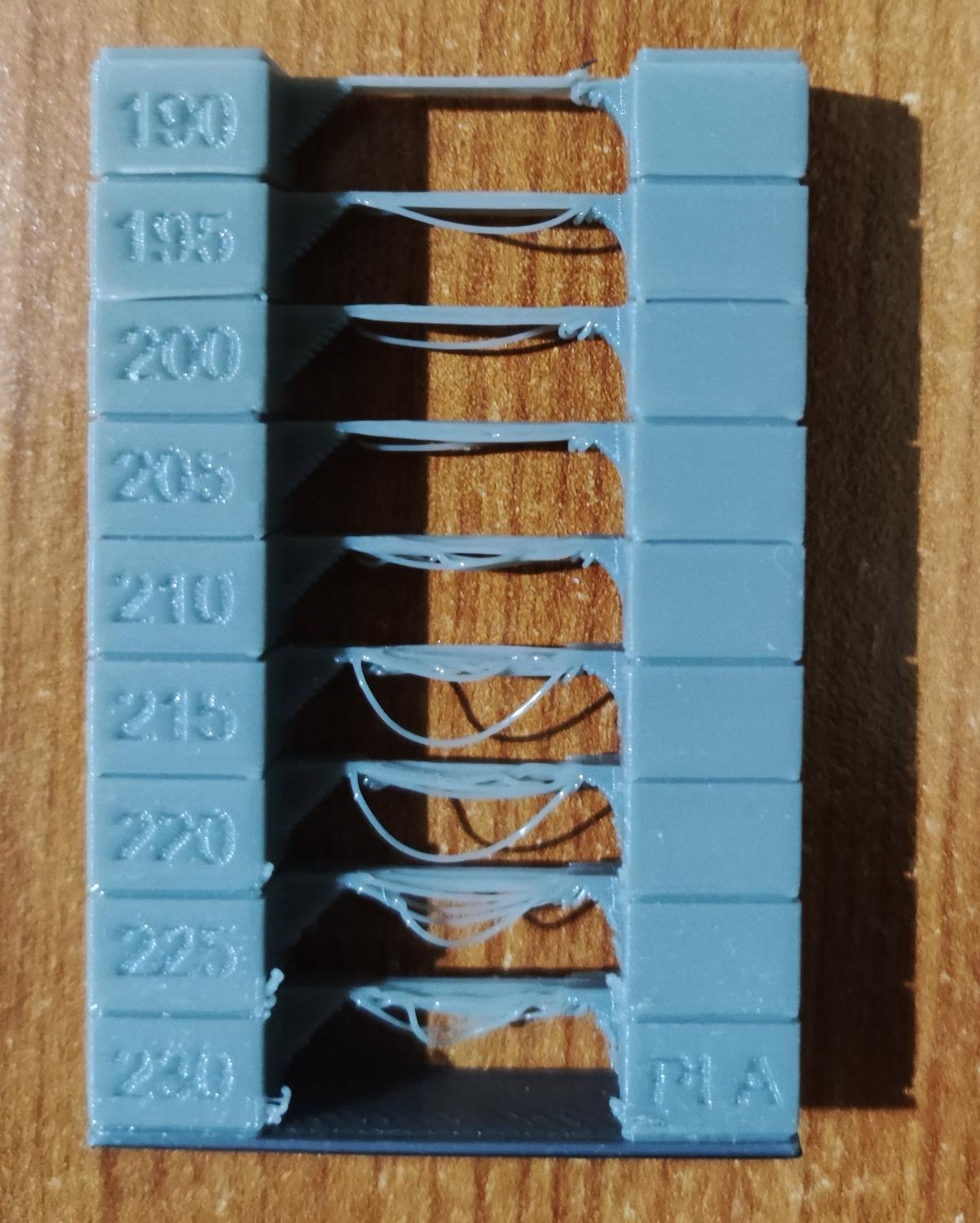
Buongiorno vi ringrazio per le risposte, di seguito le info chieste: in allegato posto la temp tower da cui emerge che le temperature buone di stampa stanno nel range che va da 190 °C a 210 °C. Questo pezzo l'ho stampato a 210 °C il primo layer e i successivi a 205 °C. La velocità di stampa è 60 mm/s. Gli step/mm sono calibrati per questa marca di filamento. Alla prossima stampa vorrei provare ad aumentare la temperatura a 210 °C e primo layer a 215 °C magari riesco a risolvere in questo modo. Altra curiosità, può essere causato dall'umidità del filamento?? Io li metto sempre sottovuoto con la silica gel, però nonostante tutto noto che comunque il materiale diventa più fragile e meno elastico. In risposta a pino81, nel mio caso il problema si limita a questo filamento e ad un altro e anche lì alla prossima stampa provo ad aumentare un po' la temperatura per test.