Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Il binario MGN12 poggia meglio sul profilo 2020 ma il carrello MGN12 è largo 27mm quindi sporgerebbe 3.5mm costringendo a posizionare un distanziale per la copertura. Dalle foto mi sembra che la Prusa XL originale utilizzi i profili 3030, utilizzando gli stessi profili della Prusa XL originale in futuro si potrebbero utilizzare i file stl originale se verranno pubblicati.
-
Cosi non viene una Prusa XL, viene una Prusa M. Come profili cosa utilizziamo? 3030 o 2020?
-
Se lasci il piatto 370x370mm, io utilizzerei gli LM12 comunque si può provare anche con gli LM8. Invece di un LM8 flangiato, io metterei 2 LM8UU in modo da aumentare il braccio. Già mi sono scaricato le foto che si trovano su internet e domani dovrei iniziare qualche disegno. Se l'asse Z l'hai fatto tu, io passo direttamente agli assi X ed Y. Anche io ho questa impressione, penso che Prusa abbia investito molto in questo progetto e che preferisca evitare clonazioni varie. La Voron non scherza mica.
-
Richiesta consiglio profilo....
Salvogi ha risposto a EmmeEmme nella discussione Profili di stampa 3D
Sono gli strati superiori. I bottom layer sono quelli inferiori. Mentre i perimetri sono gli strati laterali. -
Richiesta consiglio profilo....
Salvogi ha risposto a EmmeEmme nella discussione Profili di stampa 3D
In effetti, secondo me, non conviene farla completamente vuota. Perché si otterrebbero comunque top layer non tanto belli. -
Richiesta consiglio profilo....
Salvogi ha risposto a EmmeEmme nella discussione Profili di stampa 3D
Il riempimento può anche essere zero visto che non ci sono grandi top layer. Ma senza riempimento è meglio utilizzare più strati di top layer. I supporti invece sono comunque necessari. -
Problemi aderenza al piano? - FLSUN Q5
Salvogi ha risposto a Denny96 nella discussione Problemi generici o di qualità di stampa
Dopo avere fatto l'autolivellamento con l'apposito accessorio, regoli l'altezza con il foglio di carta? -
Richiesta consiglio profilo....
Salvogi ha risposto a EmmeEmme nella discussione Profili di stampa 3D
Non può essere stampata in vase mode perchè per il vase mode occorre che ogni strato abbia un solo perimetro mentre il tuo modello in alcuni strati ha più perimetri. Occorrono anche i supporti per il bordo inferiore del cappotto, per il sacco e per la punta del cappello. Diciamo che non è una stampa facile per chi ha poca dimestichezza perchè è necessario utilizzare i supporti. Per chi ha un po' di pratica potrebbe anche essere facile. -
Richiesta consiglio profilo....
Salvogi ha risposto a EmmeEmme nella discussione Profili di stampa 3D
Il vase mode consente di ottenere una buona qualità, risparmio di filamento e risparmio di tempo ma non può essere utilizzato per tutti i modelli. Il riempimento più veloce da stampare dovrebbe essere "Linee", se lo fai al 20% non dovrebbe consumare molto filamento. Comunque non è possibile dare suggerimenti se non si sa esattamente quale modello devi stampare, eventualmente posta il link del modello o posta una foto. -
Aumento temperatura massima Ender 3 pro
Salvogi ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
Ho questa discussione di @Ziki00, in pratica è alle prese con un progetto grandioso, un estrusore di pellet e a quanto sembra è già a buon punto. Probabilmente non sono pellet specifici per stampanti 3D quindi la temperatura di stampa sarà differente. -
Aumento temperatura massima Ender 3 pro
Salvogi ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
Se hai la scheda 4.2.2 o 4.2.7 sul sito della Creality https://www.creality3dofficial.com/pages/firmware-download c'è un firmware che riporta la dicitura "High Temperature Hotend". Atrimenti, come dice @Killrob, i file bin non li puoi modificare. Inoltre, 260°C sono assai per il teflon quindi devi utilizzare una gola all metal come questa https://it.aliexpress.com/item/1005003304368818.html che non faccia arrivare il teflon fino al nozzle. Io ho fatto questo esperimento ed ho avuto i seguenti problemi. I sensori NTC 3950 k che ho provato io (quelli economici di AliExpress) sballano superati i 275°C quindi sono dovuto passare alla sonda K. Sonda K o sensore PT100 non possono essere installati su tutte le schede madri e comunque richiedono ulteriori modifiche del firmware. Le gole all metal che ho provato io (quelli economici di AliExpress) non vanno bene per il PETG perchè si intasano quindi la dovevo cambiare per stampare il PETG. Anche ABS e policarbonato possono essere stampati a 260 °C, i filamenti che necessitano di temperature più alte costano in maniera eccessiva (dai 200€/kg in su). -
Gestione energetica dell'hardware
Salvogi ha risposto a Mosfet nella discussione Hardware e componenti
La potenza assorbita potrebbe essere utile per farsi un'idea del costo energetico della stampa. In questo caso sarebbe più utile una presa smart che indica potenza assorbita istantaneamente in W e conteggia l'energia complessiva in kWh. Invece la potenza assorbita non mi sembra utile per monitorare lo stato di salute dell'alimentatore. Per capire come sta l'alimentatore, si dovrebbe verificare che la tensione di uscita sia sempre costante (ben stabilizzata) e senza ripple o rumore PWM (ben filtrata) quando è sotto carico (piatto in fase di riscaldamento). Alla fine un alimentatore per stampante costa intorno a 15 € quindi pazienza lo si cambia e basta. Casomai il problema potrebbe essere che un alimentatore difettoso che fornisce una tensione poco stabile e con parecchie interferenze potrebbe creare problemi alla scheda madre e al display della stampante. Potrebbe essere l'intervallo di tempo tra una lettura ed un'altra, come già detto da @FoNzY ma potrebbe essere che hai il controllo PID anche sul piatto quindi la temperatura non oscilla più una volta stabilizzata. Comunque mi piace l'intraprendenza di fare esperimenti ed effettuare misure per cercare di capire come funzionano le cose. -
Probabilmente ha difficoltà ad entrare nell'area riservata. Capita, da un paio di anni ci sono spesso problemi, penso che la MakerBot abbia tagliato i fondi per lo sviluppo del sito in questione.
-
Questo test non lo conoscevo ma dovrebbe servire a livellare correttamente il piatto e a sistemare la percentuale di flusso. In pratica, se ho capito bene, dovresti ottenere uno strato spesso esattamente 1mm non affetto ne da sottoestruso che da sovraestrusione. Il tutto giocando tra distanza del nozzle dal piatto e percentuale di estrusione. Appena ho tempo lo provo, visto che nelle stampanti in cui non ho il 3D touch non riesco ad ottenere un livellamento ottimale.
-
Se @l0v3byte costruisce io mi offro per fare i disegni a partire dalle foto e/o vostre indicazioni.
-
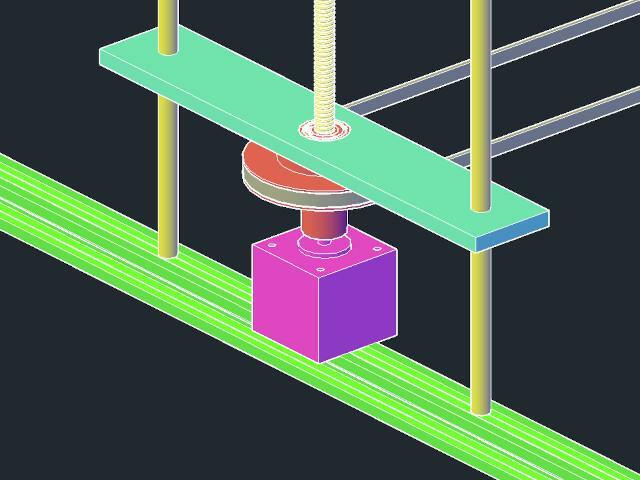
Sicuramente non è il massimo ancorare i cuscinetti sulle guide lineari ma io tenterei la seguente soluzione. Ovviamente la staffa di supporto del cuscinetto deve essere sufficientemente rigida quindi sarebbe meglio in metallo. Oppure stampata 3d ma bullonata su un profilo 2020 di irrigidimento. Ho utilizzati cuscinetti di molte dimensioni in tante applicazioni e li ho sempre comprati su AliExpress. Fino ad ora ho avuto problemi con una sola guida lineare LM8UU. Dipende molto dalla fortuna. Comunque, come fatto notare da @Truck64, la puleggia dopo il giunto elestatico non è una soluzione corretta. In pratica la forza radiale viene bilanciata solo in parte dall'albero del motore ed in parte dalla barra trapezia che inevitabilmente tende a flettere. Oppure utilizzerei i giunti rigidi come questi https://it.aliexpress.com/item/32841772560.html

-
Ho appena visto che sul sito della Tronxy addirittura vendono il kit con le pulegge da 20 denti, almeno @john ha ridotto il danno con le pulegge da 80 (o 100 denti) che richiedono una forza tangenziale minore a parità di coppia. Dovresti realizzare un tendicinghia regolabile ma senza elementi elastici altrimenti aumenti la forza che tende a flettere le barre trapezie. Altrimenti potrebbe andare anche così visto che sembra che hai fatto un lavoro abbastanza preciso. Per fortuna non è un componente critico, in caso di rottura la stampante continua a stampare. Forse ti conveniva sovrapporre alcune cm di cinghia utilizzando come dima una puleggia con molti denti (come quelle che già hai) ed incollarli con l'attack. Infatti, dovresti cercare di mettere dei cuscinetti accostati alle pulegge (un cuscinetto per puleggia) in modo tale che la forza di tiro della puleggia venga bilanciata dai cuscinetti.
-
A parte il tendicinghia inesistente. La cinghia messa così è una cosa drammatica perchè tende a piegare le barre trapezie.
-
Nel cubo vedo i seguenti difetti. Sottoestrusione perchè sono visibili chiaramente i 3 perimetri. Prima di continuare dovresti ricalibrare i passi dell'estrusore. Ok, hai fatto il thin wall test, ma fai un segno sul filamento a 15cm dallo spingifilo (esatti misurati con il righello) ed estrudi 10cm, ed infine misura quanto filamento effettivamente è stato estruso. Se l'estrusore estrude molto meno di 10cm, ad esempio 8cm, c'è qualcosa che non va. Meglio fare quadrare più la lunghezza di estrusione che il thin wall test. Riempimento pasticciato, non è un grosso problema perchè alla fine si tratta del riempimento e potrebbe dipendere dalla sottoestrusione. Wobble, in pratica sono onde sulle pareti verticali e ciò dipende se le barre con filettatura trapezie sono storte, o se gli stepper dell'asse Z hanno problemi meccanici o se c'è troppo attrito sull'asse Z. Il PETG andrebbe stampato con nozzle a 240°C, piatto a 70°C e ventola spenta. Al limite la ventola si dovrebbe utilizzare solo sul bridging. Comunque, se spegni o riduci la ventola il riempimento ti dovrebbe peggiorare. La prima stampa è venuta orrenda ed onestamente non ho idea cosa dirti.
-
Corexy homemade telaio in acciaio tubolare
Salvogi ha risposto a gioniko nella discussione Nuove idee e progetti
Grazie, troppo buono. Anche io avevo problemi di intasamento frequenti perchè confondevo i parametri. In pratica non basta la ritrazione, dopo aver ritratto il filamento lo slicer esegue un movimento avanti e dietro nel cosiddetto tubo di raffreddamento in modo tale da evitare la formazione di fili o ringrossamenti del filamento. Quindi è necessario definire i parametri corretti su PrusaSlicer ed il gioco è fatto. -
Creality Ender 3 pro display nero
Salvogi ha risposto a kafula nella discussione Problemi generici o di qualità di stampa
Hai provato anche a cambiare porta e velocità di connessione? Mi sembra che la Ender 3 abbia la porta settata a 115200, di solito le stampanti utilizzano solo 250000 o 115200. Comunque, se il display è scuro al 90% è successo qualcosa sulla scheda madre. Se con Pronterface non riesci a collegarti alla stampante allora è quasi sicuro che sia successo qualcosa sulla scheda madre. Quale versione della scheda madre hai? Casomai posta una foto della scheda madre. Se la stampante è in garanzia, ti conviene sospendere i vari tentativi e contattare la Creality. Se non hai garanzia, puoi provare a riflashare il firmware che puoi scaricare da qui https://www.creality3dofficial.com/pages/firmware-download -
GODRONATORE + PROG. GCODE.
Salvogi ha risposto a MATTEO90 nella discussione Problemi generici o di qualità di stampa
Come dice @FoNzY, potrebbe dipendere da velocità elevate, maggiore è la velocità più forza occorre. Potrebbe anche dipendere da un principio di intasamento dell'hotend, qualcuno dice che l'hotend della Ender 3 ha il problema che il tubo in teflon tende a sfilarsi un po' causando problemi di intasamento. Eventualmente ci sono estrusori dual-gear come questo https://it.aliexpress.com/item/33040909310.html o dul-gear con riduttore ad ingranaggi come questo https://it.aliexpress.com/item/4001250706492.html ovviamente prima devi verificarese hai lo spazio a disposizione per il nuovo estrusore. Come ti accorgi che la ruota godronata slitta? Comunque la stampa sembra buona, il cerchio ha un aspetto un po' poligonale ma ciò dovrebbe dipendere dal CAD che usi tu. Slic3r è un ottimo slicer ma ormai è un progetto abbandonato. Puoi passare a PrusaSlicer che è un altro progetto opensource basato sul progetto di Slic3r. -
Corexy homemade telaio in acciaio tubolare
Salvogi ha risposto a gioniko nella discussione Nuove idee e progetti
Io ho utilizzato più colori con un solo nozzle con PrusaSlicer. Tempo prima avevo fatto dei tentativi senza ottenere buoni risultati perchè avevo confuso "Retrazione quando l'attrezzo è disabilitato" con "Setup estrusore singolo MM". In questo post ho anche portato fuoristrada @immaginaecrea, poi ho capito l'errore e sono riuscito a stampare multicolore -
Creality Ender 3 pro display nero
Salvogi ha risposto a kafula nella discussione Problemi generici o di qualità di stampa
Oltre al tentativo proposto da @Geipeg, prova anche a collegare la stampante al PC e vedere se viene riconosciuta da programmi host tipo Printrun. Questo potrebbe anche essere stato causato da sbalzi di tensione oppure se hai mosso manualmente qualche asse troppo velocemente anche con la stampante spenta. -
Corexy homemade telaio in acciaio tubolare
Salvogi ha risposto a gioniko nella discussione Nuove idee e progetti
Molto bello, complimenti. Lo puoi modificare anche per ottenerne una versione diretta.