Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Intasamento nozzle quando stampo con altezza layer 0.1
Killrob ha risposto a Alessandro998 nella discussione Hardware e componenti
ok bene, manutenzione la fai, quindi c'è da capire perché.... la stampa che fai ha molte retrazioni? -
Passare al PETG è così complesso?
Killrob ha risposto a FrankDG nella discussione Materiali di stampa
manco mezzo.... -
Nuova elettronica per Acro System
Killrob ha risposto a l0v3byte nella discussione La mia stampante 3D e il mio laboratorio
la configurazione è ottima, io ancora ho su degli scrausi A4899 su tutte questa parte mi interessa, io non sono riuscito a trovare indicazioni sull'uso di quei dip switches, nemmeno sul github di MKS che non lo hanno messo ancora disposizione, almeno l'ultima volta che ho guardato 2 settimane fa. Come li hai impostati? da firmware o con quei dip? Devo darti solo una delusione... l'interfaccia web fa schifo.... non ti permette di fare nulla. e siccome mi hai invogliato.... ho preso questi... https://www.amazon.it/dp/B08R3GFYTR?psc=1&smid=A3U34M6U9EFE6U&ref_=chk_typ_imgToDp -
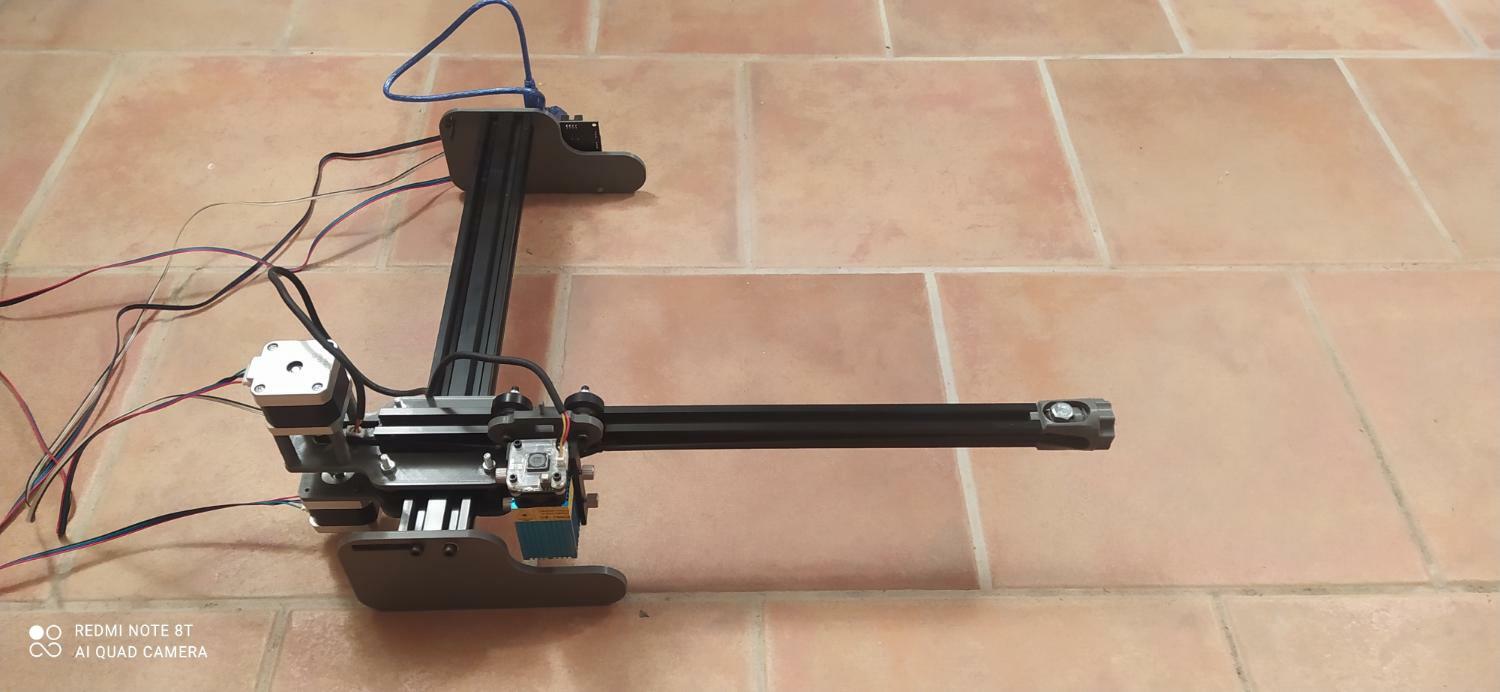
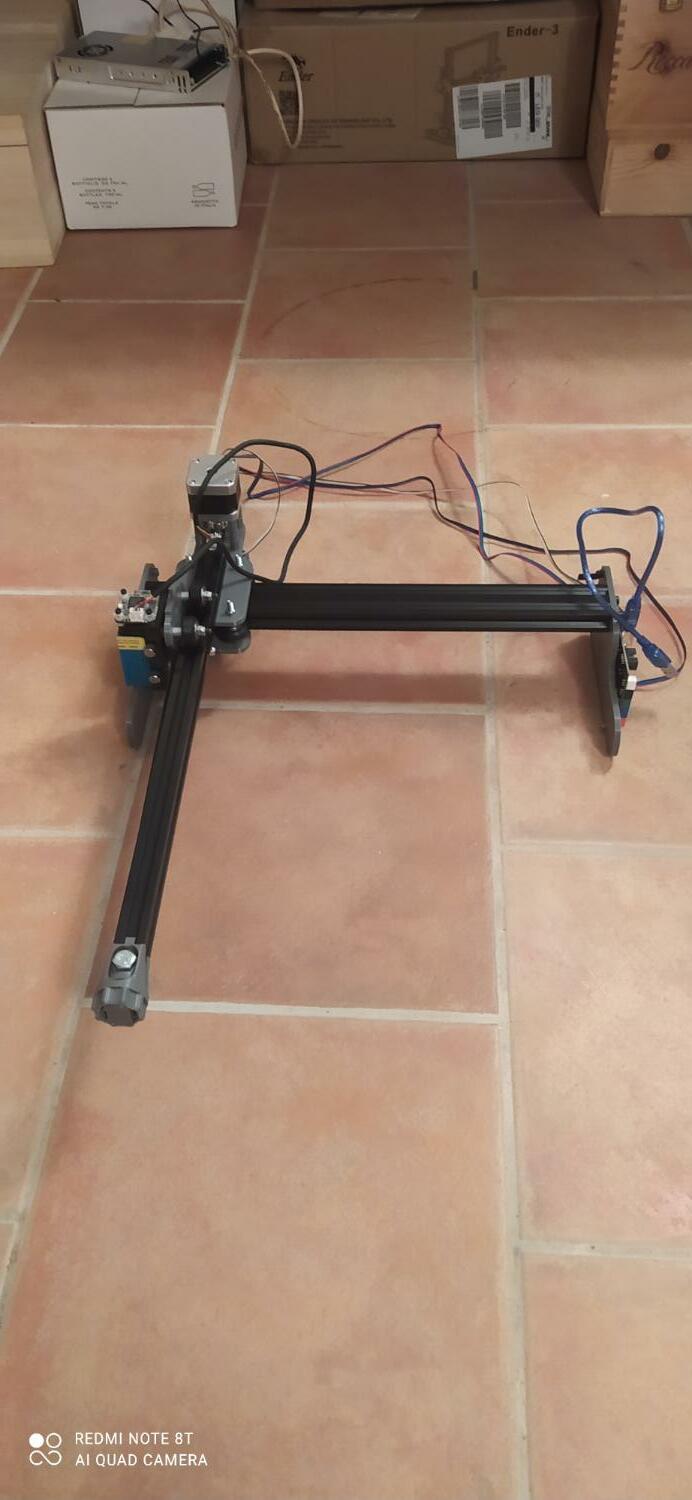
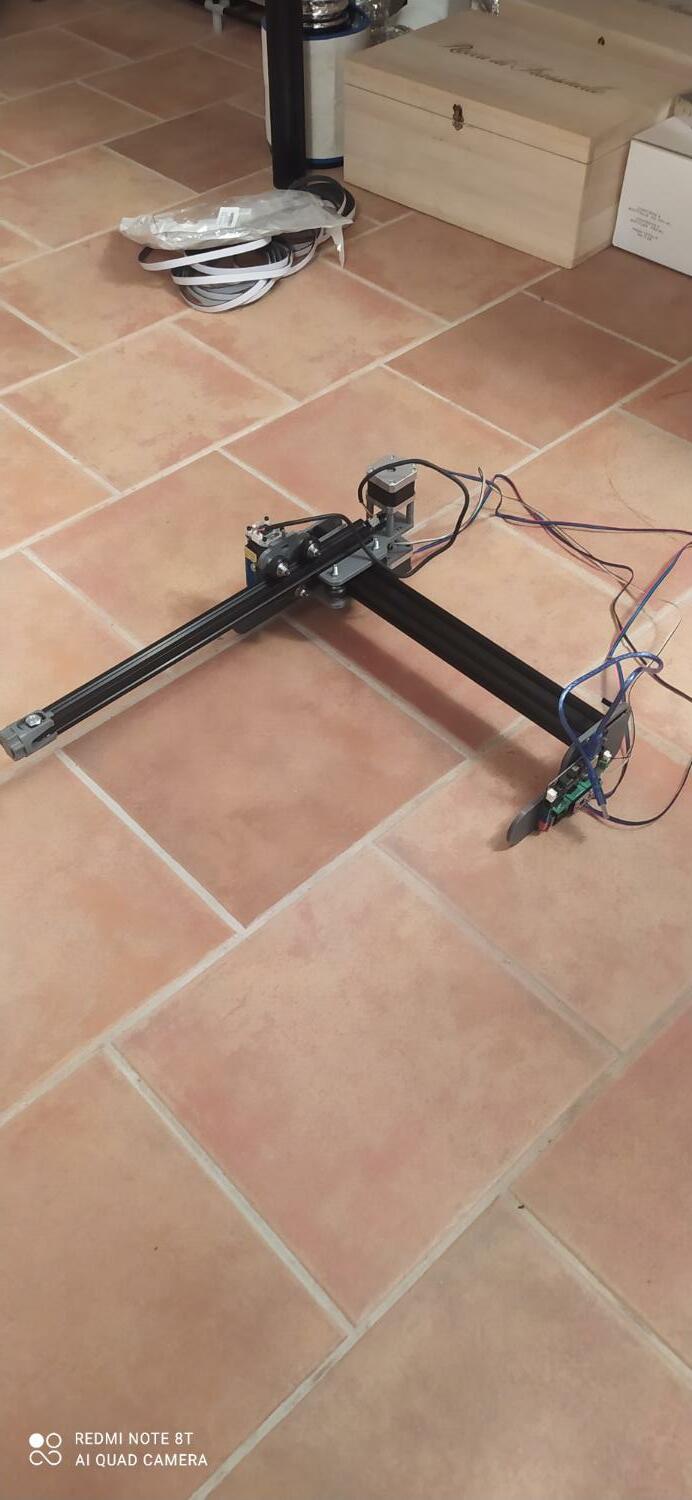
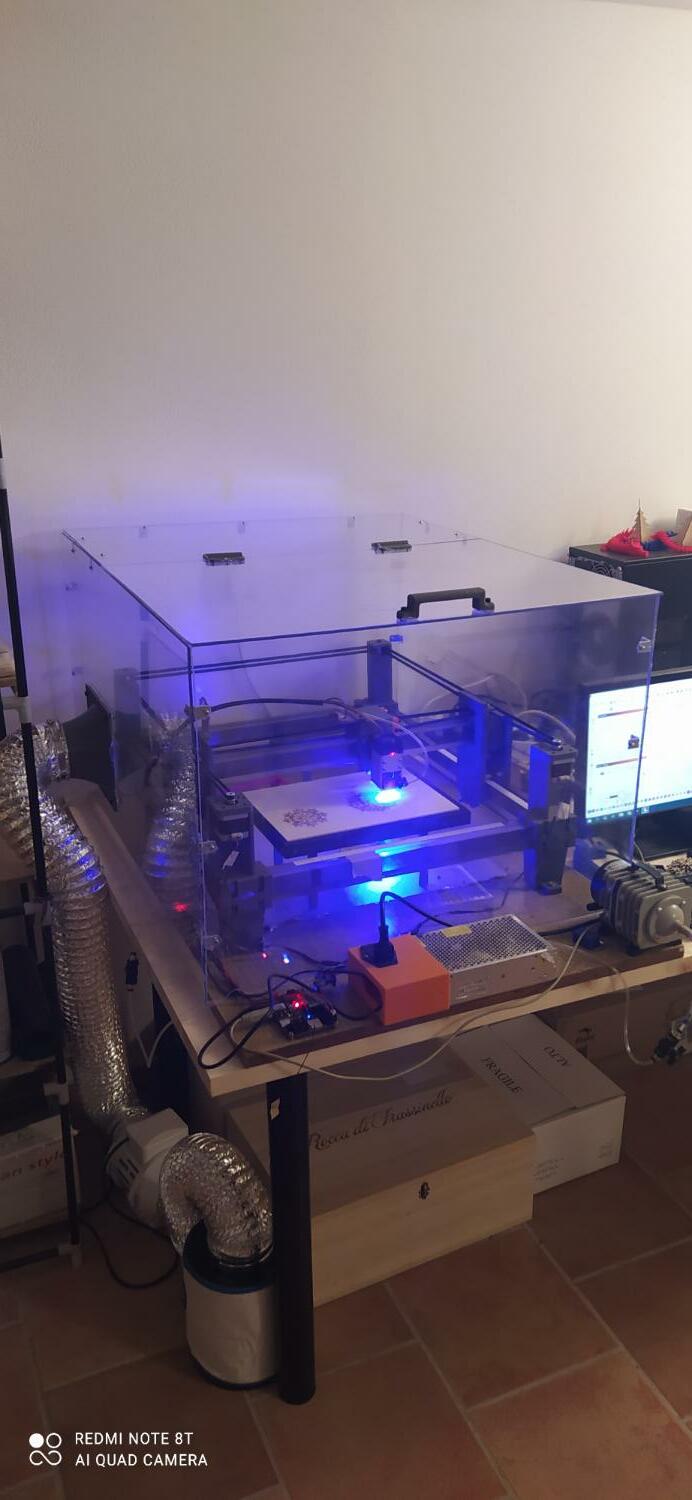
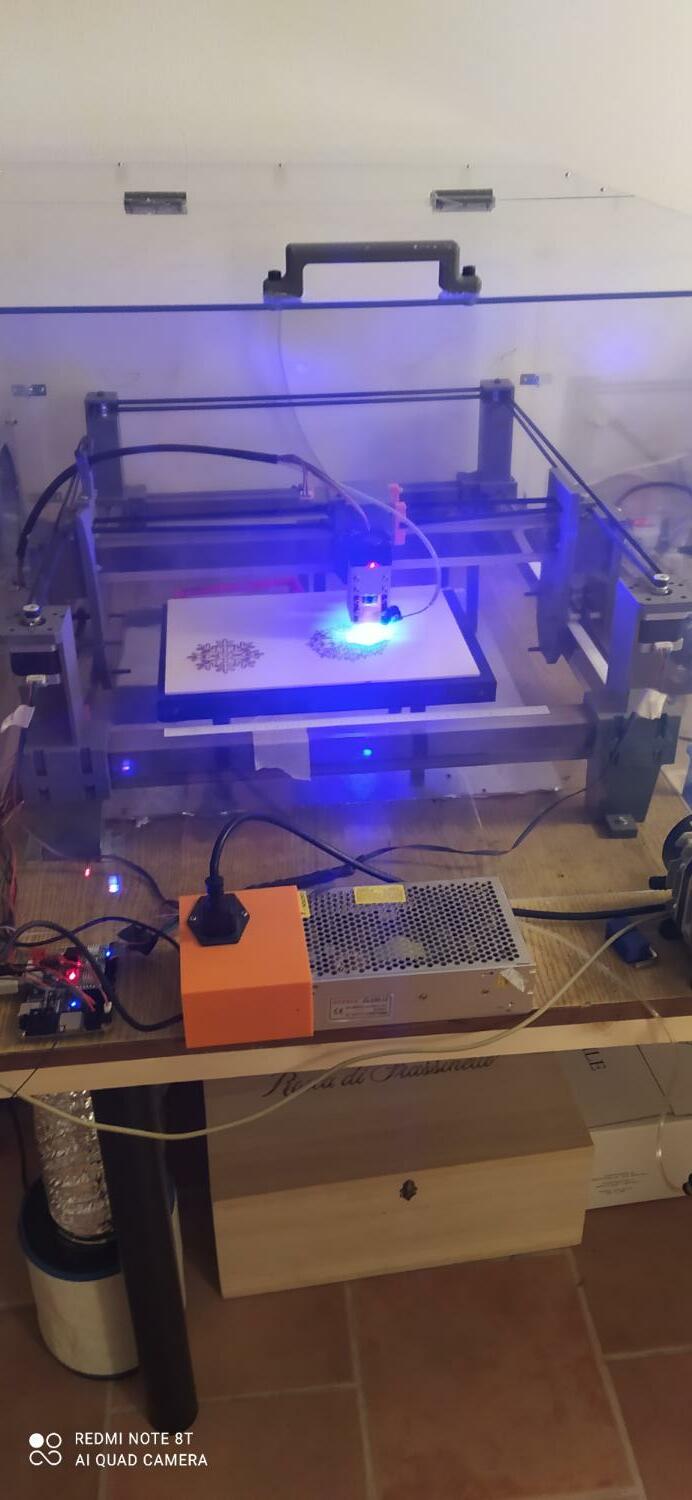
tre... voglio presentarvi la mia Cantilever, una piccola laserina trasportabile con scheda di controllo MKS DLC V2.0, due drivers A4988, modulo laser Eleksmaker da 5.5W e area di lavoro di 320X300

-
Passare al PETG è così complesso?
Killrob ha risposto a FrankDG nella discussione Materiali di stampa
allora non ti stare a fasciare la testa prima di rompertela, io ho dei sottovasi in PLA che stanno in giardino da un paio di anni senza problemi. -
fai un video, caricalo su youtube e metti qui il link che io non ho mica capito....
-
Intasamento nozzle quando stampo con altezza layer 0.1
Killrob ha risposto a Alessandro998 nella discussione Hardware e componenti
e da quando è che non cambi il nozzle? o non pulisci l'hotend? o non controlli se il PTFE è deformato? -
può succedere che montino un motore con l'albero più corto, va bene che è Creality ma sempre di cinesi si parla, montano quello che hanno a disposizione al momento 😉
-
Problemi stampa PETG
Killrob ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
ricontrolla bene e conta le linee perimetrali dell'anteprima che hai postato... tu metti 4 linee ma quante ne fa? considera che ne fa 4 per la parete ma ne dovrebbe fare 4 anche per il foro... e dove le mette? -
Anycubic Mega S + Enotepad PLA 20% Fibra Legno | Profilo + Settaggi
Killrob ha risposto a Mobius Strip nella discussione Profili di stampa 3D
fai i test che ti ho detto e vedrai che comincierai con il piede giusto... mi raccomando una cosa, su quel canale cerca anche il video per il corretto livellamento del piatto, che in effetti è la cosa principale e della massima importanza. Puoi avere tutti i profili precisi come ti pare ma se non livelli bene ed il filamento non si attacca al piatto.... -
Slittamento layer geeetech i3 pro b
Killrob ha risposto a Piero73 nella discussione Problemi generici o di qualità di stampa
Anche perché il fatto che durante lo z-hop rilasci del materiale, che è un controsenso perché lo z-hop si fa durante una retrazione, può significare che stai stampando ad una temperatura troppo elevata per quel materiale che cola dal nozzle per gravità e non per spinta del motore. E comunque dicci a che temperature stai stampando e che PLA è -
Anycubic Mega S + Enotepad PLA 20% Fibra Legno | Profilo + Settaggi
Killrob ha risposto a Mobius Strip nella discussione Profili di stampa 3D
Si quello è un profilo generale ed è un buon punto da cui partire, devi comunque fare i test e poi provare I test da fare sono: Estrusione Thin wall Temp tower Stringing Ti consiglio di andare sul canale youtube di @Help3der vedere i suoi video per i test di cui sopra -
Anycubic Mega S + Enotepad PLA 20% Fibra Legno | Profilo + Settaggi
Killrob ha risposto a Mobius Strip nella discussione Profili di stampa 3D
I filamenti caricati sono un po' rognosi da stampare e necessitano principalmente di 2 cose 1. ugello in acciaio temprato e 2. (conseguenza della prima) almeno 5 gradi in più di temperatura all'hotend. Per il resto bisogna vedere, non usare ugelli più piccoli di 0.4 perché vuol dire andarsi a cercare i problemi, di conseguenza consiglio un'altezza layer di 0.2, fai il primo layer molto lento 10/15mms ventola accesa dal terzo o quarto layer possibilmente progressiva (in cura puoi dirgli di accendere la ventola al 4 layer ma di mandarla al massimo dal decimo ad esempio). Altri consigli non te ne do perchè ogni stampante è a sé stante e devi solo fare le prove. -
Anet A8 Stampa fuori al Bed
Killrob ha risposto a Josegtr nella discussione La mia prima stampante 3D
Questa discussione ha 3 anni e i due utenti non si collegano da parecchio, ti conviene aprire un post nuovo per avere maggiore visibilità -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
Killrob ha risposto a hiroshi976 nella discussione Hardware e componenti
qui mi spiace ma ti contraddico... ASA e ABS hanno la stessa base di stirene e quindi gli stessi problemi in esalazioni -
Ender 3v2 vs flying bear ghost 5 vs anycubic mega s?
Killrob ha risposto a Fabio86 nella discussione La mia prima stampante 3D
ender 3 v2 -
Problema anet a8 con e3d v6
Killrob ha risposto a kiltro nella discussione Problemi generici o di qualità di stampa
Principalmente piatto sporco -
Scatto motori Laser Twotrees
Killrob ha risposto a Sgramber nella discussione Incisione e taglio laser
ti potrei ripondere anche li 😄 -
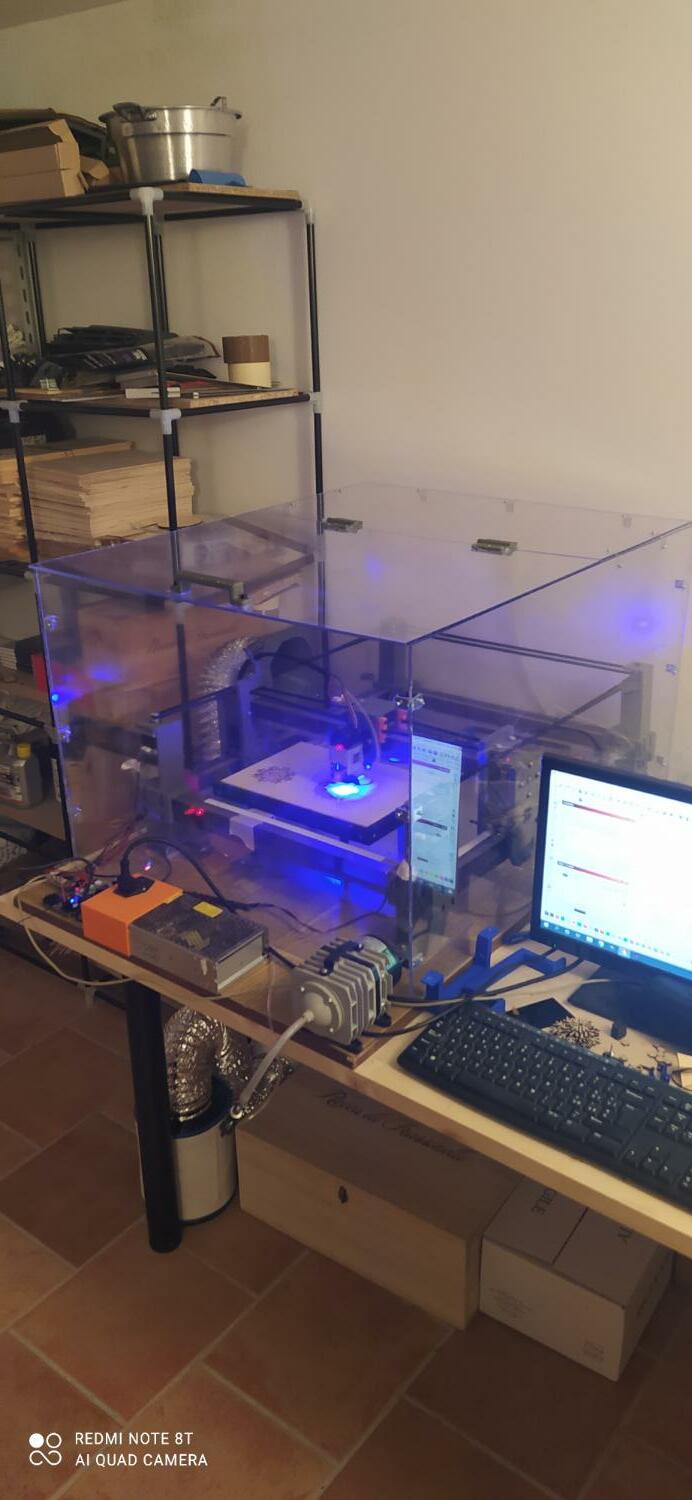
Finalmente oggi ho finito l'enclosure della Killograver
Killrob ha risposto a Killrob nella discussione Incisione e taglio laser
ecco le foto...
-
Finalmente oggi ho finito l'enclosure della Killograver
Killrob ha pubblicato una discussione in Incisione e taglio laser
A breve posterò le foto ma intanto vi metto qui i materiali utilizzati a chi dovesse interessare. 6 pannelli 125X50 cm di plexyglass filtro aria a carboni attivi da amazon aspiratore aria da 100mm da amazon condotto tubo flessibile da amazon squadrette ad L e viteria varia raccordo da 150mm a 100mm progettato in Fusion 360 (metto il file stl) cerniere progettate in Fusion 360 (metto il file stl) maniglia progettata in Fusion 360 (metto il file stl) Vi comunico che sto già facendo la prova tagliando un foglio di compensato da 3mm e non c'è fumo e non c'è odore, mi posso ritenere soddisfatto. I tre pezzi sono stati stampati con la Ender 3 in PLA Sunlu Grigio raccordo 150-100.stl cerniera.stl maniglia.stl -
Scatto motori Laser Twotrees
Killrob ha risposto a Sgramber nella discussione Incisione e taglio laser
e forse anche gli stepmm degli assi, che non è mica detto che avete le pulegge con lo stesso numero di denti. -
Problema Auto Home: urto dell'asse X e slittamento cinghia su puleggia
Killrob ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
@Salvogi io non ho fatto sinceramente caso se ci fossero o meno gli endstop... tu si? si l'ho riguardato ed effettivamente il micro di X non lo vedo -
Scatto motori Laser Twotrees
Killrob ha risposto a Sgramber nella discussione Incisione e taglio laser
a che bauds lavora? di default dovrebbe essere a 115200 però mi suona strano che il solo LB ti dia questo problema. -
Problema Auto Home: urto dell'asse X e slittamento cinghia su puleggia
Killrob ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
sembra come se non sentisse l'endstop al primo contatto. Il firmware che hai flashato era un file .hex? o lo hai compilato e caricato tu? hai la possibilità di collegare la stampante ad un pc? puoi scaricare ed installare repetier host? -
Errore MINTEMP
Killrob ha risposto a Giovanni71 nella discussione Problemi generici o di qualità di stampa
TMC2209