

giaconik
-
Numero contenuti
10 -
Iscritto
-
Ultima visita
Obiettivi di giaconik
")





-
Problemi stampa PETG
giaconik ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
Si quindi dovrei aver fatto la cosa giusta speriamo !! In giro tra forum, google e youtube suggeriscono per gli estrusori bowden (tipo E3D V6) dai 5 ai 7 mm mentre per i direct da 1 a 3 mm e seguendo ciò ho impostato 6 mm ... Anche secondo me era troppo !! Ora noto che si accumula un pò di PETG sul nozzle ... amen !!
-
Problemi stampa PETG
giaconik ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
Buonasera a tutti, alla fine diciamo che il problema degli spazi vuoi con le modifiche suggerite da tutti voi è stato risolto e la qualità di stampa è soddisfacente !! Ora però, dopo due stampe della durata di circa 6 ore, ho voluto eseguire una stampa più lunga, circa 22 ore, peccato che però dopo 10 ore l'estrusore si sia bloccato e conseguentemente tutta la stampa e andata a far...si benedire ... 🤬🤬🤬 Io utlizzo un E3D V6 gold edition con una noctua 40mm sul dissipatore di calore. La mia paura è che utilizzando 6 mm di ritrazione mi sia tirato nel heatbraker del filamento fuso che, solidificandosi, ha bloccato tutto. Partendo da questa mia supposizione ho messo 1 mm di ritrazione ed abbassato a 10 mm/s la velocità di ritrazione; ora sto ritentando la stampa e vi terrò aggiornati. Se nel mentre qualcuno avesse qualche parere o suggerimento sarebbe sempre ben accetto !! 😜 Un saluto a tutti !! -
Problemi stampa PETG
giaconik ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
Con le modifiche suggerite da Otto_969 ho notato significativi miglioramenti, ora sulla scia di queste sto cercando una messa a punto. Penso che il problema fosse legato per lo più allo spessore della linea e alla percentuale di infill che maggiorata del 10% rende molto bene !! Spero tra oggi e domani di finire la calibrazione, una volta fatta metterò sulla discussione ciò che ho trovato io nel caso potesse servire a qualcuno !! Grazie davvero a tutti in particolare a Otto_969 con cui sono in debito !! 😅😅😅
-
Problemi stampa PETG
giaconik ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
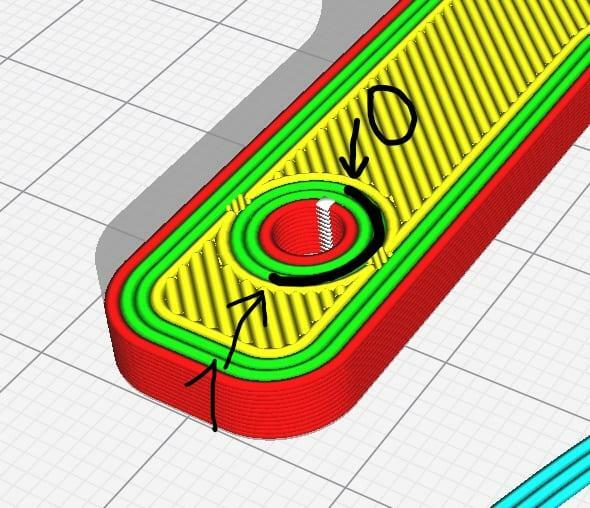
In realtà si, il problema è che manca la parte indicata in nero nella seguente foto, conta che quella linea parte da dove ho messo lo zero e poi fa i giri interni, da uno inizia a estrudere come se partisse in ritardo e poi procede ai giri interni correttamente...
-
Problemi stampa PETG
giaconik ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
Ciao Otto_969 !! Innanzitutto grazie davvero per la risposta completa, precisa e davvero valida !! Solo che per questa ti devo, minimo, un caffè !! 😂😂😂😂 La stampa non sembra ma è abbastanza voluminosa quindi penso che usare lo 0.8 ci possa stare, diciamo che siamo al limite però !! 😅😅 Adesso provo un'altra stampa con tutto ciò che mi hi suggerito: - Line width = 1 mm e poi provo 1.2 mm - Wall flow e top/bottom flow = 110% - Fill gaps between walls = everywhere - Wall lines count = 4 - Ritrazione = 20 mm/s per 6 mm Adesso provo a lanciare l'ennesima stampa, speriamo bene... I test standard gli ho fatti ma ti dirò che non trovo nulla di anomalo. Ti aggiorno più tardi e ti mando la foto di una colonna di temperature !! Grazie ancora !!😃😃 -
Problemi stampa PETG
giaconik ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
Ho già provato a modificare alcuni parametri di cura ma continua a presentare questo distacco, sembra come se il flusso di PETG parta in ritardo e non riesca a completare il primo giro più esterno del foro.
-
Problemi stampa PETG
giaconik ha pubblicato una discussione in Problemi generici o di qualità di stampa
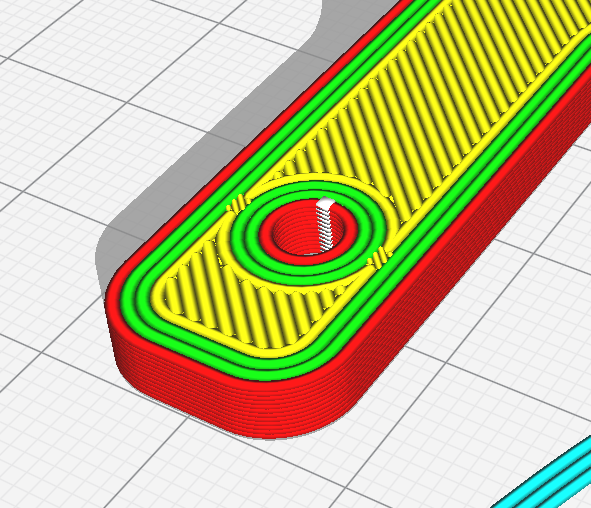
Buonasera a tutti, ho un problema quando estrudo PETG. In particolare non si riempiono i contorni dei fori, spero dall'immagine si veda bene. Uso un nozzle da 0.8, altezza layer 0.32, spessore wall 2.4 (tre passaggi da 0.8), infill 100%, 240° di estrusore e 70° di piatto, velocità 40mm/s, velocità primo layer 15 mm/s, velocità wall 25 mm/s, ritrazione 5 mm a 45 mm/s, nessun supporto e skirt per iniziare. Grazie a tutti quelli che potranno darmi una mano, sono disperato 😪 ...
-
spazi vuoti indesiderati, HELP ME !!
giaconik ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
ottimo !! finalmente !! ci sono venuto matto per provare a capire ... grazie mille ora capito il problema e so dove intervenire !! ancora grazie mille !! -
spazi vuoti indesiderati, HELP ME !!
giaconik ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, ho un problema con la stampa di pezzi costituiti da fori circolari al loro interno, misteriosamente attorno a questi si formano degli spazi vuoti non dovuti alla stampa vera e propria ma dovuti allo slicing. Io personalmente per costruire i pezzi uso Fusion 360 per il CAD e Cura per lo slicing, vi allego alcune foto per capire meglio il mio problema. Nelle foto i fori in questione sono stati cerchiati in rosso. Grazie a tutti in anticipo.
-
Ciao a tutti !! Sono nuovo sia sul forum sia nel mondo della stampa 3D !! Un saluto a tutti !!



.jpeg.1a05501aaad92ecfb11f90661d3d1b41.jpeg)
