Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Non riesco più a fare incisioni Laser decenti. Problemi anche su carta
Killrob ha risposto a sr.sr nella discussione Incisione e taglio laser
se dici che non hai cambiato nulla mi pare strano che non ti funzioni più. Prova con il salvare il file in SVG da inkscape e poi prilo con LaserGBRL, crea il file da li e prova di nuovo -
dubbio sul metodo di modellazione
Killrob ha risposto a jim_07 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
mi spiace ma sto cominciando a studiare blender solo ora, tu sei anni luce avanti a me 😉 -
Skr2 non rileva più schermo
Killrob ha risposto a Nico129005 nella discussione Hardware e componenti
ci sono pochi consigli da dare, puoi provare con un altro tft se ce lo hai, altrimenti hai bruciato anche le uscite del monitor -
aspetta, tu la seconda volta hai parlato di upload non di compilazione, se la compilazione ti va a buon fine devi solo prendere il file .bin generato, copiarlo in una sd, o micro sd, e poi metterlo nella stampante e accenderla, aspettare una trentina di secondi e basta. Sono rimasto parecchio indietro... avevi già risolto...
-
Smette di estrudere dal 2° layer
Killrob ha risposto a Alomor nella discussione Problemi generici o di qualità di stampa
a questo punto direi che è la scheda che ti sballa la lettura del termistore e ti fa bloccare l'hotend -
Motore estrusore FLSUN Super Racer
Killrob ha risposto a ermanno70 nella discussione Problemi generici o di qualità di stampa
Infatti quello è PLA+ -
Non riesco più a fare incisioni Laser decenti. Problemi anche su carta
Killrob ha risposto a sr.sr nella discussione Incisione e taglio laser
Comincia a dirci quale software usi per fare le incisioni, colleghi direttamente la macchina o crei il gcode che poi copi su una SD e usi quella sulla macchina? Riporta $30 al valore che avevi prima, non è quello il problema -
prova a ricompilare senza cancellare nulla
-
Motore estrusore FLSUN Super Racer
Killrob ha risposto a ermanno70 nella discussione Problemi generici o di qualità di stampa
non è incredibile, era da aspettarselo, 220 per il pla sono troppi io lo stampo dai 195 ai 200, se ha smesso di estrudere il problema è l'hotend che si è intasato di nuovo. Spiegaci esattamente che passi compi per cambiare nozzle e ptfe, considera che io sulle mie stampanti saranno circa 10 o 11 mesi che non cambio il nozzle. -
Problemi con i supporti
Killrob ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Concordo con @dnasini -
problemi di temperatura su artillery Genius
Killrob ha risposto a Davide.Milan nella discussione Problemi generici o di qualità di stampa
È un errore di lettura del termistore, o è rotto, o non è messo bene nella sua sede -
Problema geetech a20m: necessito firmware decente
Killrob ha risposto a devilmarley nella discussione Geeetech
Lo trovi in impostazioni macchina da gestione stampanti -
Io sto continuando a sperimentare
Killrob ha risposto a Killrob nella discussione Incisione e taglio laser
Normalissimo vetro di un quadro spesso 2mm. Il procedimento è semplice, con la vernice bianca si ottiene il colore nero, o scuro, con quella nera si ottiene il colore bianco, o più chiaro. La difficoltà sta nel ri allineare il pezzo. Chiaramente si devono preparare 2 immagini una negativa dell'altra. Si dà una mano di bianco si lasera l'immagine, si pulisce con acetone (devo provare con alcool semplice), si dà una mano di nero e si lasera la seconda immagine negativa della prima e si pulisce di nuovo. La difficoltà sta appunto nel riposizionare il vetro nella esatta posizione iniziale. -
Io sto continuando a sperimentare
Killrob ha risposto a Killrob nella discussione Incisione e taglio laser
e a chi interessa spiegherò come si fa 😄 -
E ora mi è venuto il pallino di fare le laserate su vetro a 2 colori, a parte il fatto che ho mancato il perfetto allineamento di qualche mm, devo ancora farmi una dima decente per questi lavori, posso ritenermi più che soddisfatto. Il logo è alto 10cm e largo 6

-
Come "rigenerare" i cristalli di Silica Gel
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
quelli che mettono nelle confezioni dei filamenti di solito non sono rigenerabili quindi occhio a non mischiarli -
contatta la Creality allora e fagli presente il problema, se la stampante ce l'hai da poco è bene che tu sfrutti la garanzia, e poi loro ti faranno fare prove specifiche.
-
Come "rigenerare" i cristalli di Silica Gel
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
ma scusa, ce l'hai scritto in descrizione del prodotto come fare, fidati e prova, al peggio le butti e le riprendi, per quello che costano... "Una volta saturato, sarà possibile espellere l’umidità e riutilizzare i sacchetti borsette di gel di silice, collocandoli in un forno a convezione, per un tempo che varia da 30 minuti a 2 ore e a una temperatura di 95-125°C (200-250°F), o in un forno a microonde, per circa 7-12 minuti e in modalità “Defrost”" -
se non usi TPU allora lascia stare, io ho 2 direct e 2 bowden, ma sono nate così non sono state trasformate in un secondo momento. Se ti ritieni soddisfatto di come stampa lascia perdere, ma se vuoi cimentarti per il solo gusto di averlo fatto... 😉 sono qui per darti una mano 🙂
-
problema di Sottoestrusione
Killrob ha risposto a Nicche05 nella discussione Problemi generici o di qualità di stampa
io il petg lo estrudo dai 230 ai 250 in dipendenza della marca e colore ma comunque segui il consiglio di @dnasini e fai i test che ti ha indicato. -
dipende da cosa ci vuoi stampare... di solito il direct drive è utilizzato per i filamenti morbidi tipo il TPU, se non lo usi potrebbe non valerne la pena. Al momento come ti stampa? i risultati sono come li vuoi tu?
-
problema di Sottoestrusione
Killrob ha risposto a Nicche05 nella discussione Problemi generici o di qualità di stampa
è la prima volta che ti capita? che materiale? a che temperatura? velocità? -
Problemi con i supporti
Killrob ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
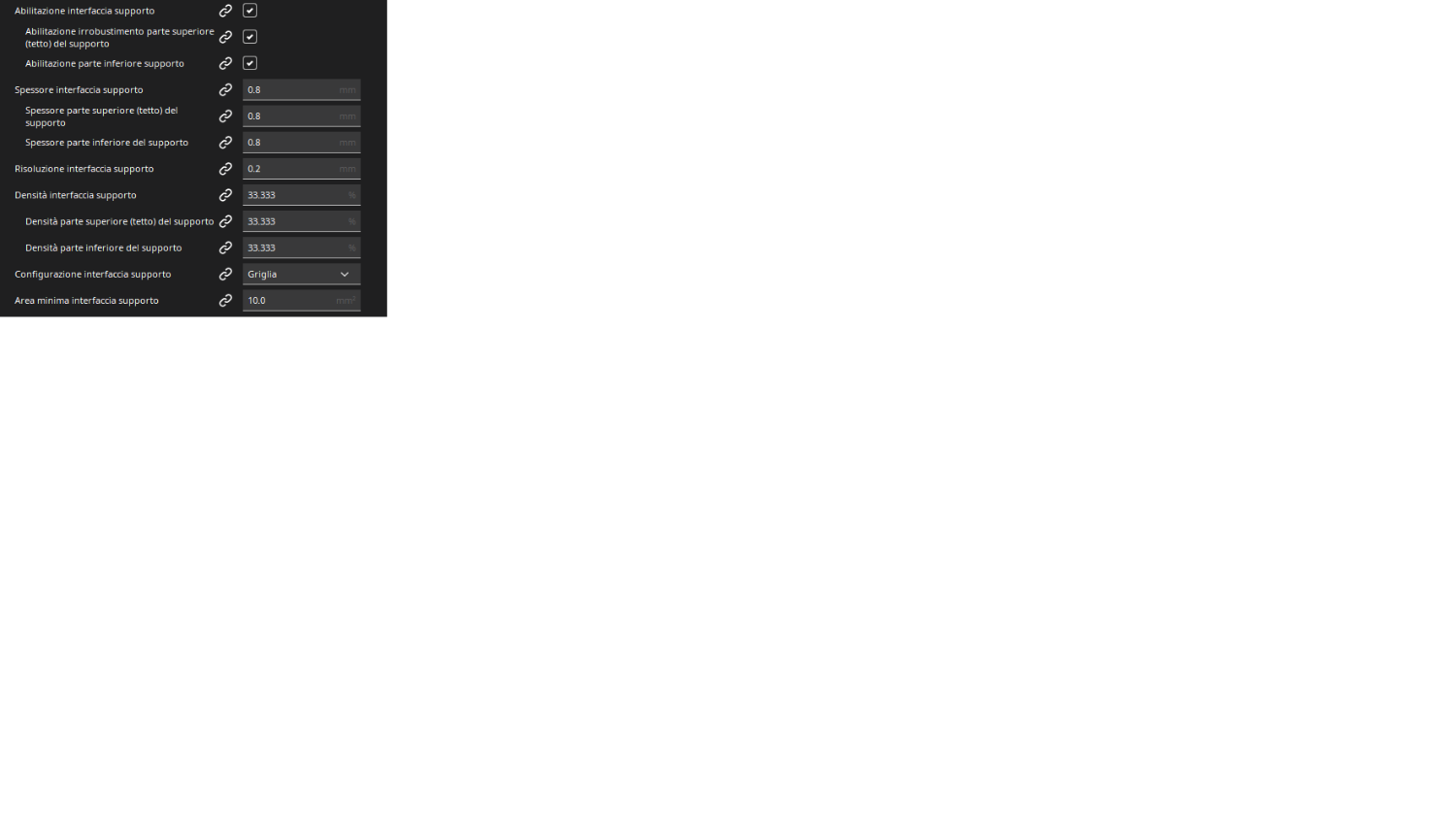
questi sono i parametri che sto usando con il PLA blu di Amazonbasics -
Problemi con i supporti
Killrob ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
adesso devi impostare gli altri parametri, che ti settano meglio l'interfaccia supporto, per esempio lo spessore di interfaccia supporto che io metto a 0.8... ok meglio una immagine
-
e scarica il firmware da qui https://drive.google.com/drive/folders/1Bt006KFDnRJG4FOcd8yXniYVLFXKBFBi compreso il DWIN_SET.zip che ti serve per il display