Cubo
-
Numero contenuti
1.145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

Qualità realizzativa delle stampanti con budget di 600-700 euro
Cubo ha risposto a mbiz nella discussione La mia prima stampante 3D
Al posto del pva ho sentito che si può usare anche il petg per supportare il pla e viceversa. Teoricamente non attaccano fra loro o attaccano pochissimo, quindi si possono stampare senza distanza tra supporti e modello ottenendo misure praticamente esatte. Pla e petg sono poi molto meno sensibili all'umidità. La necessità del pva resterebbe nei casi dove non sarebbe possibile rimuovere i supporti meccanicamente ma soltando dissolvendoli (perché compenetrano il modello ad esempio) ma sono casi super mega particolari secondo me. Con il tuo budget dovresti arrivare a prendere la P1P che è la X1 carbon spogliata delle cose non essenziali (e forse qualcosa di più? non saprei). Supporti solubili a parte, anche quella dovrebbe mettere in imbarazzo quella che avete nel vostro istituto. Se puoi vuoi, puoi sempre aggiungerci (anche in futuro) il "pezzo" che vendono a parte (non ricordo il nome) per il multimateriale ed usare anche con quella il pva 🤔 Le stampanti "professionali" secondo me "soffrono" il fatto di dover funzionare anche se l'operatore non sa quasi nulla di stampa 3d. Ho visto dove lavoro un prototipo (non li chiedono quasi mai) fatto con stampante da 10-20k euro, coi supporti solubili in decine di ore (credo 2 giorni compresa la dissoluzione dei supporti) che io a casa con la mia stampante da 200euro cinese ho fatto in 5 ore e con qualità paragonabilissima (l'ho fatto davvero, per curiosità 😁). Questo perché io ottimizzando (neanche troppo eh) i parametri di stampa e gli orientamenti avevo stampato senza supporti, loro avevano probabilmente preso il modello, lo avevano messo sullo slicer "a caso" o magari "seduto bene" e fatto partire la stampa con una infinità di supporti solubili potenzialmente inutili più riempimento al 100% 🤦♂️. Questo per dirti che molto lo fa anche l'esperienza (quello è un caso eclatante ma comunque indicativo). -
Quanto furbo sono se stampo i rocchetti del tagliaerba? 🤔
Cubo ha risposto a Cubo nella discussione Materiali di stampa
Ho recentemente stampato un dado "in piedi" e le facce laterali a 60° sono venute perfette con le ventole al 100%. L adesione tra i layer ovviamente ne ha risentito abbastanza, devo fare altre prove però, stringing a parte, si stampa molto bene. -
Bordo esterno si stacca
Cubo ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
Se avevi stampato con una parete sola e si stacca, dovresti aumentare la skin overlap (su cura si chiama così). -
Problemi stampa Tpu
Cubo ha risposto a john nella discussione Problemi generici o di qualità di stampa
Hai il tubo di teflon che va dalla bobina allo spingifilo sopra l'estrusore ? Potrebbe essere lì che magari si incastra e stira estrudendo poi poco. Potresti provare a fare la stampa senza quel tubetto, magari accompagnando il tpu con la mano in modo che entri nello spingifilo senza tensione (giusto per escludere ogni altra causa). -
Coibentare la parte sotto al piatto, materiali ?
Cubo ha pubblicato una discussione in Hardware e componenti
Per ottenere temperature più omogenee e consumare meno (in modo da stressare meno l'alimentatore) volevo isolare il fondo del piatto, la parte dove ci sono le viti di regolazione in pratica. Cosa posso usare ? Avevo visto un video dove usavano i pezzi dell'imballo fatti in quella schiuma grigio scuro e dicevano che era resistente al calore 🤔 -
In alternativa puoi alzare il "minimum layer time" (su cura si chiama così) in modo che ogni layer duri almeno 15-20 secondi ed abbia il tempo di raffreddarsi.
-
Qualcuno con una prusa XL ? Come è costruito il letto ?
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Però non mostrano come è fatto il sotto. Ma quindi non è possibile regolare la singola piastrella? -
Quanto furbo sono se stampo i rocchetti del tagliaerba? 🤔
Cubo ha risposto a Cubo nella discussione Materiali di stampa
Ps. Ho trovato fili da pesca da massimo 0,5mm, ma se c'è un risparmio in termini di euro/kg mandatemi pure i link anche di altri filamenti che magari li provo... Anche non di nylon... Basta che siano da 1,75-1,6mm -
Quanto furbo sono se stampo i rocchetti del tagliaerba? 🤔
Cubo ha risposto a Cubo nella discussione Materiali di stampa
Si, ho fatto fatica a rompere la torre. A differenza dei test di cnc kitchen, il comportamento mi è sembrato più fragile ma quasi sicuramente è perché io non ho "reidratato" i pezzi che quindi (appena usciti dalla stampante) avevano una percentuale di umidità molto inferiore a quella "naturale". Ah una cosa dimenticavo: per via del diametro da 1,6mm ho dovuto stringere un po' la ruota dello spingifilo ed impostare il flusso a 109,4% ma nessun problema collaterale. -
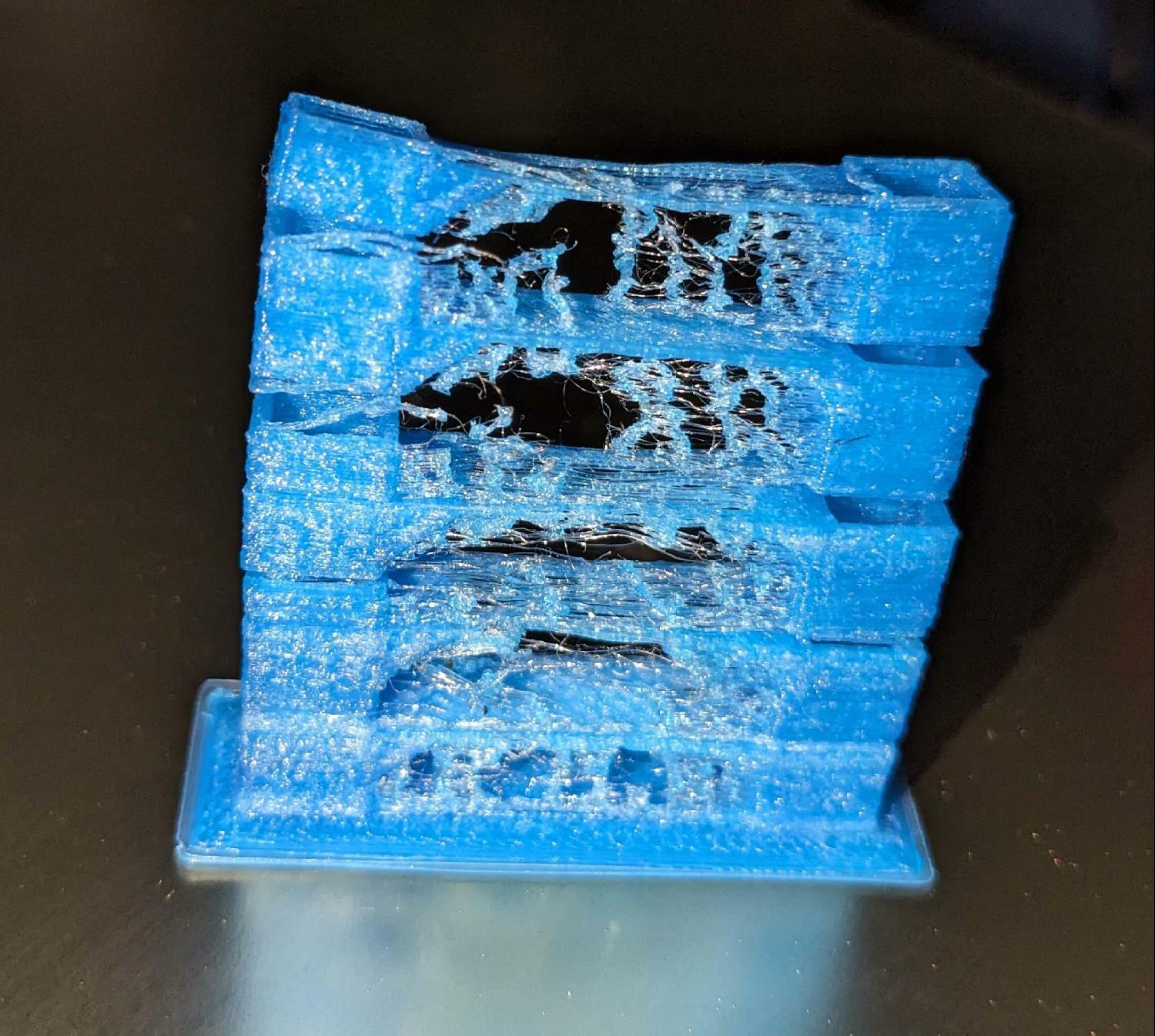
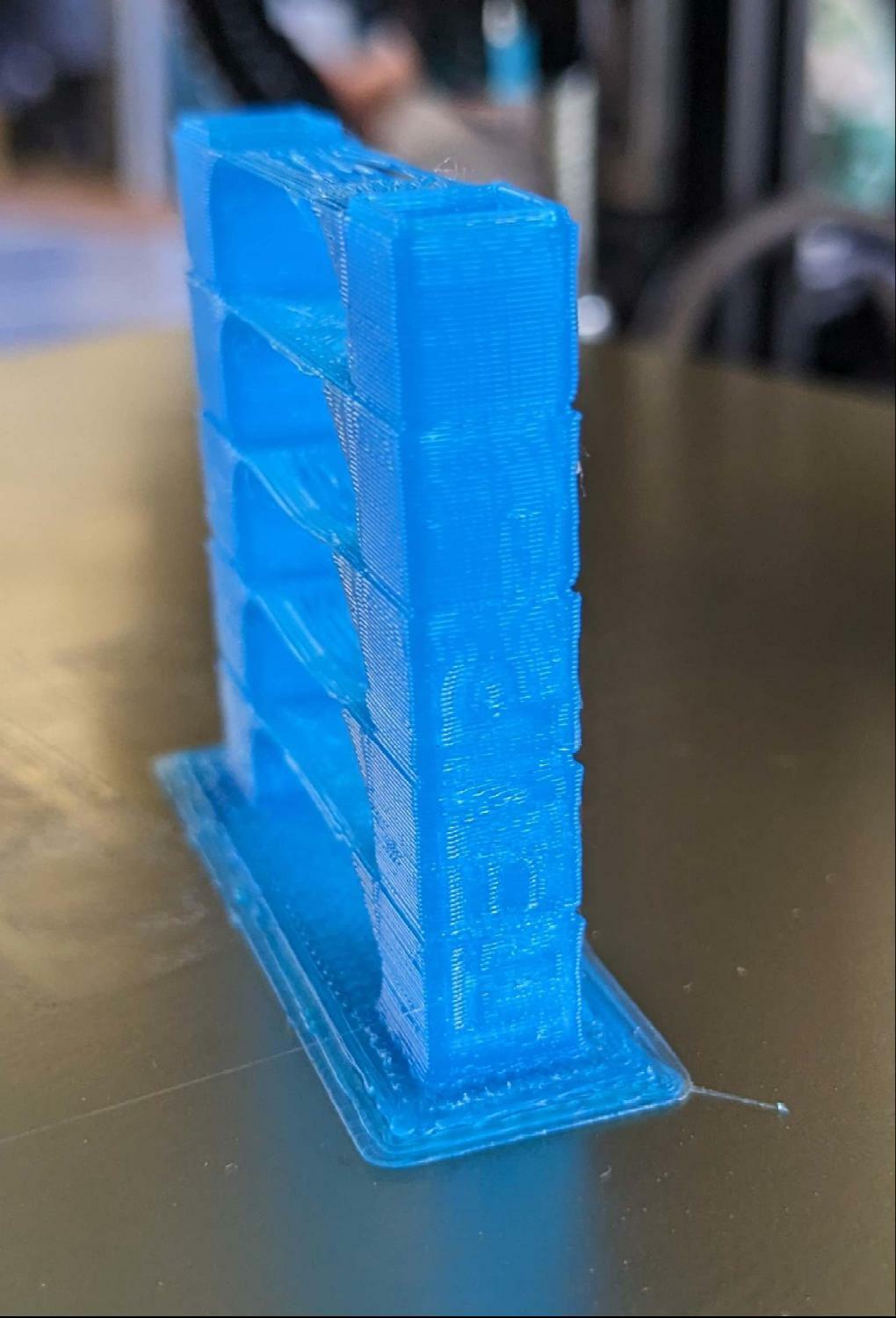
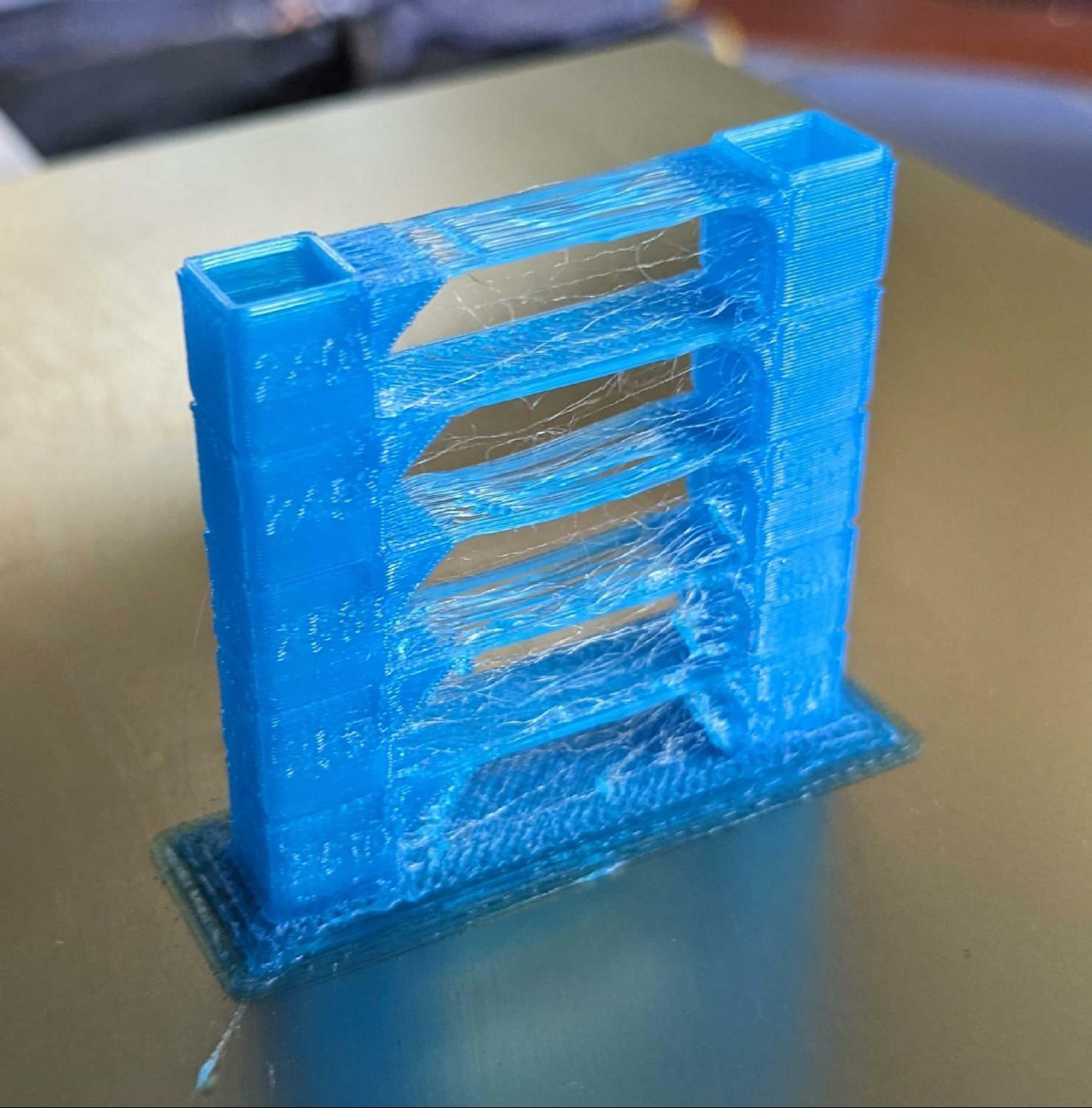
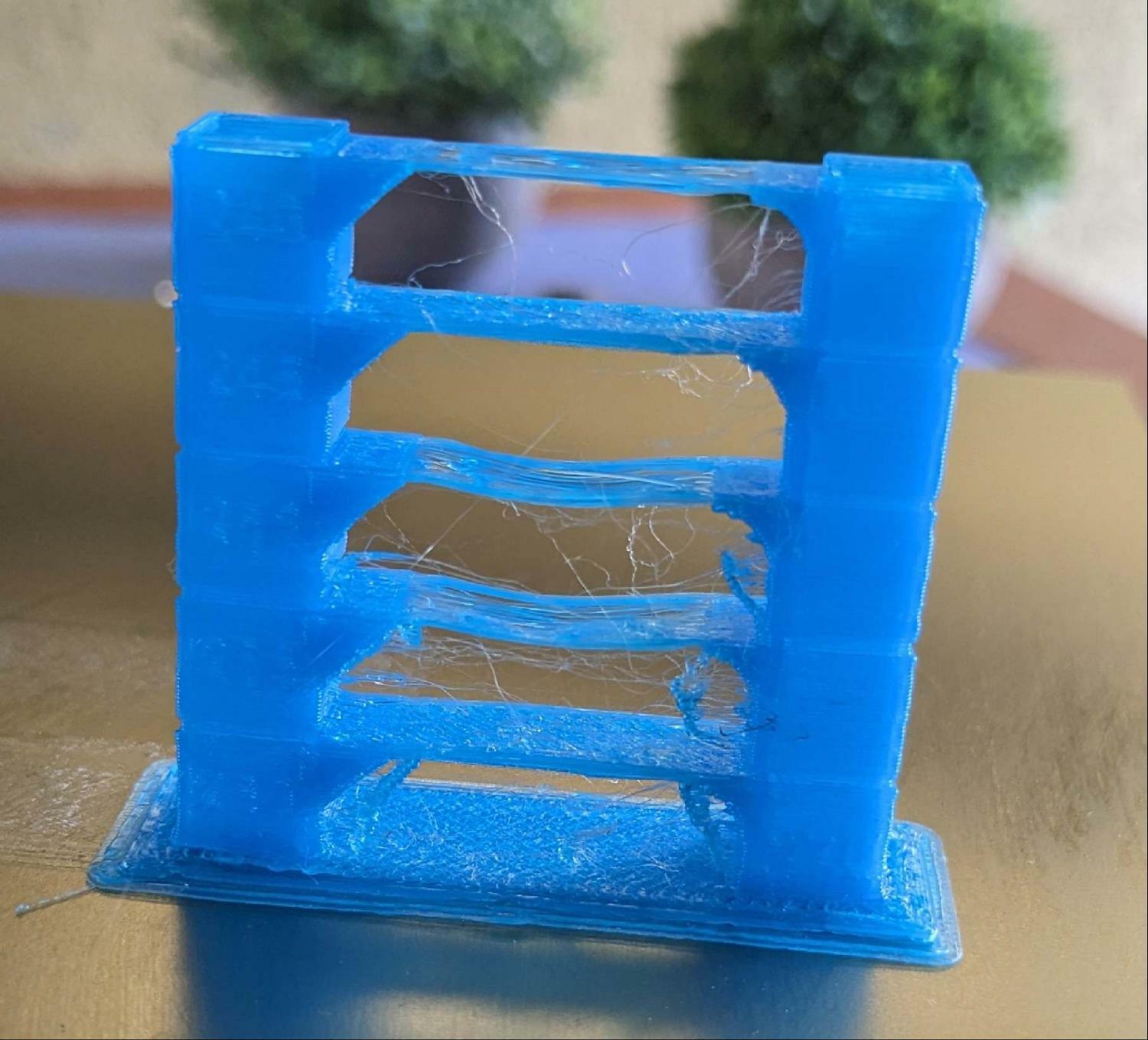
Quanto furbo sono se stampo i rocchetti del tagliaerba? 🤔
Cubo ha risposto a Cubo nella discussione Materiali di stampa
Torno con credo ottimi risultati! Prima della essicazione: Dopo essiccazione (70° per 12 ore per essere sicuro): Con la colla vinilica non ho avuto il minimo problema di adesione, cosa che invece avevo avuto col nylon e la lacca in passato (nylon "ufficiale" per stampa 3d). La torre va da 260 a 240 gradi. La temperatura migliore penso sia 245 (secondo ponte dall'alto). Nessun problema particolare di stampa.
-
Qualcuno con una prusa XL ? Come è costruito il letto ?
Cubo ha pubblicato una discussione in La mia prima stampante 3D
Scusate se ho sbagliato sezione, non ho trovato quella per Prusa. Qualcuno per caso ha una prusa XL ? Come è attaccato il letto a più zone ? C'è un telaio sotto ? Grazie! -
Quanto furbo sono se stampo i rocchetti del tagliaerba? 🤔
Cubo ha risposto a Cubo nella discussione Materiali di stampa
Non ho ancora provato a stampare ma avevo sbagliato i conti 🤣. Nylon (densità 1,14g/(cm^3); 0.16cm diametro; 100m pesano: (0.08^2)x3.14x10000x1.14= 458g Infatti sono arrivati e pesano mezzo kilo, che porta il prezzo a24euro/kg. Comunque buono (la metà) del nylon "3d" ma lontano dai 12euro di 3,5kg che non so da dove mi erano saltati fuori. Questo week end probabilmente proverò a stampare..... qualcosa ? Non ho ingranaggi da fare... non saprei cosa si può stampare in nylon... Al limite faccio una temp tower. -
Consigli su quale prendere e quanti Nm ? Ho anche visto che ce ne sono di stampabili 😯 qualcuno ne ha mai stampata ed usata una ?
-
Quanto furbo sono se stampo i rocchetti del tagliaerba? 🤔
Cubo ha risposto a Cubo nella discussione Materiali di stampa
Magari è più resistente del nylon normale. Ho visto CNC Kitchen che aveva stampato quello della "OREGON" ed aveva ottima qualità di stampa e anche proprietà meccaniche... C'è anche su amazon ma costa come il nylon per stampa se non di più in rapporto alla massa quindi non ha senso. Per 12euro allora mi sacrifico e faccio la prova 😄 -
Quanto furbo sono se stampo i rocchetti del tagliaerba? 🤔
Cubo ha pubblicato una discussione in Materiali di stampa
Nylon 1,75mm per stampa 3d, 40-50euro/kg. Nylon 1,6mm per tagliare erba, 11euro di 3,5+Kg. 2 Pezzi Filo in Nylon per Tagliabordi Professionale, 1,6 mm x 100 m https://amzn.eu/d/27TG4lW Qualcuno ci ha mai provato? Avevo visto un video dove lo facevano mi pare ma sembra una cosa troppo conveniente per essere vera. Forse dentro ci mettono anche altro oltre al nylon... Magari fibre che intasano l'ugello ? 🤔 -
Layer separati
Cubo ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
Fai il test del "hollow cube" e vedi come è messo il flusso 🤔 -
Genius Pro, problemi adesione Petg
Cubo ha risposto a Alessandro Siviero nella discussione Artillery
Nelle impostazioni del profilo puoi scegliere di "seguire" tutte le conversazioni a cui rispondi. Così ti arriva la notifica anche senza citazione. (avevo lo stesso problema, sarebbe meglio se fosse automatica quella impostazione ma bisogna attivarla) -
Esatto, altra cosa che puoi fare se hai già un calibro è misurare la larghezza delle linee singole (tipo la skirt va benissimo) del primo strato. Se sono larghe come impostato (es. 0.4mm) sei giusto, se sono più larghe significa che sei più schiacciato ma per la adesione va anche meglio, se sono meno larghe sei alto. Col pei ruvido ed il petg quando schiaccio "troppo" si attacca benissimo e bisogna necessariamente aspettare che si raffreddi per togliere i pezzi.
-
Creste sul primo strato
Cubo ha risposto a LaviCam nella discussione Problemi generici o di qualità di stampa
In che senso cambia pezzo? Se stampi due oggetti contemporaneamente dici? Lo zhop di solito si lascia disattivato, almeno quello è il consiglio che ho sempre visto. La stampante non dovrebbe toccare quanto già stampato, anche se ci passa sopra, quindi lo zhop è inutile in teoria. Pure io che ho una stampante "cantilever" ho disattivato lo zhop e non ho mai avuto problemi... -
Io il petg (kingroon) lo stampo su piatto ruvido pei a 60°C ed aderisce benissimo a patto di fare un bel primo layer sufficientemente schiacciato...🤔
-
Creste sul primo strato
Cubo ha risposto a LaviCam nella discussione Problemi generici o di qualità di stampa
Figurati! 😁 -
Con G4 S10 La stampante resta ferma per 10secondi. Magari prima ci metti un G0 X0 Y0 così non ti cola sulla stampa... Io l ho usato proprio per mettere dei magneti in una stampa con successo. L unica cosa da non dimenticare è che dopo un po' di inattività (penso più di 10s) i motori si spengono e se tocchi la testina per sbaglio e la muovi poi sflasi tutta la stampa ovviamente.
-
Creste sul primo strato
Cubo ha risposto a LaviCam nella discussione Problemi generici o di qualità di stampa
Probabilmente va bene uguale, salta soltanto quel M117 che serve per lo schermo e non so neanche cosa faccia (probabilmente niente). Il tuo gcode di fine invece: Spegne hot end e letto (m104/140 s0) Resetta l estrusore ad 1 e poi lo fa andare a -1, in pratica fa andare fuori il filo di 2mm Azzera gli assi x ed y (G28). Spegne i motori. Mi sembra che vada bene. L'unica cosa migliorabile forse sarebbe lo spostamento a stampa finita. Invece di azzerare x e y con G28 potresti semplicemente dirgli di portare avanti il piatto: G0 Y200 (se il tuo piatto è da 200mm altrimenti devi mettere il valore giusto per te) E magari mettere la testina in parte: G0 X0 (puoi anche fare direttamente G0 X0 Y200). Così a fine stampa ti trovi il piatto sporto avanti con la stampa finita (è quello che fa la mia). Comunque è una sotilezza irrilevante. Ps. Prima di G0 X0 Y200 puoi mettere anche G92 Z0 G0 Z1 In modo che quando ha finito, prima di spostarsi si alza di un millimetro. La mia stampante lo fa, ora non sono al pc e non posso quindi vedere il mio gcode di fine ma i comandi dovrebbero essere quelli. Pps. Neanche sei mesi fa ero anche peggio di te in quanto a comprensione della stampa 3d 😁 basta farci pratica. Ah, qui trovi tutti i comandi spiegati: https://marlinfw.org/meta/search/?q=G0 -
Creste sul primo strato
Cubo ha risposto a LaviCam nella discussione Problemi generici o di qualità di stampa
Devi fargli fare la linea di spurgo prima di iniziare la stampa, impostandola nello start gcode come ti ho mostrato sopra. Probabilmente puoi anche copiare quelle righe che ti ho evidenziato ed inserirle alla fine dello start gcode 🤔 (compreso quel G92 E0 altrimenti ti butta via il filamento invece di fare la skirt perché crede di essere già avanti con l'estrusore).