Cubo
-
Numero contenuti
1.145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

Creste sul primo strato
Cubo ha risposto a LaviCam nella discussione Problemi generici o di qualità di stampa
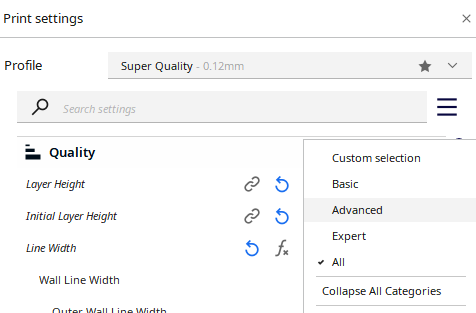
Si alza per non strisciare sul piatto, anche se 5cm sono eccessivi. Comunque quello che fa prima della stampa dipende dallo start gcode. Su cura lo trovi nelle impostazioni della stampante mi pare. Di solito per evitare quello che dici gli si fa estrudere una linea a lato prima di iniziare la stampa. Ad esempio questo è il mio: G28 ; home all axes M117 Purge extruder G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface G1 X2 Y20 Z0.3 F5000.0 ; move to start-line position G1 X2 Y175.0 Z0.3 F1500.0 E15 ; draw 1st line G1 X2 Y175.0 Z0.4 F5000.0 ; move to side a little G1 X2 Y20 Z0.4 F1500.0 E30 ; draw 2nd line G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface In grassetto sono le istruzioni per fare la riga "di pulizia" prima della stampa. (ne fa due affiancate) Per la restraction devi guardare velocità e distanza di ritrazione, se non li trovi su cura devi abilitarne la visualizzazione altrimenti restano nascosti. Ti basta andare sulle tre lineette a destra e selezionare all/tutti.
-
Creste sul primo strato
Cubo ha risposto a LaviCam nella discussione Problemi generici o di qualità di stampa
Configurarsi una torre di retrazione può non essere semplicissimo, bisogna conoscere un po' di gcode. Su Cura mi sembra che ci siano i plugins che ti creano in automatico le torri di temperatura/ritrazione/ecc... Se conosci l'inglese, questo sito dovrebbe essere molto ben fatto per settare al meglio la stampante: https://teachingtechyt.github.io/calibration.html#retraction Non dovrebbero esserci laschi... forse c'è qualcosa di avvitato male ? -
Dove comprare una stampante?
Cubo ha risposto a Sefiroths nella discussione La mia prima stampante 3D
Quando ho comprato la kp3s dal sito kingroon me l'hanno spedita dall'europa (germania con DHL se ricordo bene). Se ti interessa fanno anche la kp5l... Sicuramente molto meno famosa della kp3s (che comunque non è famosissima) ma dovrebbe rispondere a quello che cerchi. Meccanicamente sembra ben fatta, doppio asse z ed estrusore direct, non saprei però poi come è messa lato software. Non mi sembra abbia il bltouch. https://kingroon.com/products/official-kingroon-kp5l-3d-printer -
Prusa slicer: inner hole compensation
Cubo ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
L'unica altra cosa che mi viene in mente è cambiare la "slicing tollerance" su "exclusive" (se c'è). Probabilmente non compensa del tutto ma può aiutare, soprattutto se nei fori devono entrare altre parti sempre stampate. -
Da cellulare non vedo foto 🤔
-
nuovo progetto! replica volante f1 stampato in metallo e nylon
Cubo ha risposto a FoNzY nella discussione Nuove idee e progetti
Ma quindi non hai usato una fdm ma una stampante di quelle "a polvere" (dmsl forse si chiamano) anche per il nylon? Complimenti davvero un ottimo lavoro! -
Problema con parti cilindriche di diametro ridotto
Cubo ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Forse era l'opzione "minimum layer time". Se te lo mostra puoi fare un veloce confronto sui valori che hai su Prusa Slicer e Cura. Serve a dare il tempo di rafreddarsi agli ultimi strati quando sono piccoli e quindi ci mettono poco tempo ad essere completati e ad essere "ristampati" sopra. -
Detto da chi produce una stampante con firmware proprietario, nozzle proprietario (si trovano anche non originali però ho visto) ecc... Non mi pare molto credibile 😅 Poi sono d'accordo anche io che non abbia rivali, la Carbon, ma soprattutto la P1P secondo me.
-
Curiosità: esistono vari tipi di resina o sono sempre le stesse ?
Cubo ha pubblicato una discussione in Materiali di stampa
Nella stampa fdm ci sono molti materiali: nylon pla petg asa ecc... Esistono vari tipi di resina anche nella stampa a resina (uv) ? -
Consigli su fenomeni di blob e fallimento stampa
Cubo ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Prova a calibrare il flusso col test del cubetto vuoto "hollow cube" -
Sempre lo stesso difetto ANCHE SE..
Cubo ha risposto a psiconauta nella discussione Problemi generici o di qualità di stampa
Hai provato a guardare il percorso che fa il nozzle in quel punto ? Fatalità capita dove parte quel ponte sul lato opposto... magari fa dei movimenti "strani", O magari è la contrazione termica del pezzo che fa ponte che sposta la parete durante la stampa. -
Arresto motore estrusore
Cubo ha risposto a oblivion nella discussione Problemi generici o di qualità di stampa
Devi attaccare la stampante al pc e tramite repetier host dargli il comando m503. Almeno io facevo così. -
Consigli su fenomeni di blob e fallimento stampa
Cubo ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Effettivamente dando un'occhiata ai coefficienti di dilatazione, l'alluminio si dilata di più dell'ottone (e ancora di più dell'acciaio) quindi è giusto avvitare a caldo... altrimenti quando si scalda tenderebbe a mollarsi, buono a sapersi. -
Consigli su fenomeni di blob e fallimento stampa
Cubo ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Esatto.... Altra cosa che puoi fare è avvitarlo a caldo (temperatura di stampa). A freddo magari resta del petg in mezzo che poi si scioglie e lascia spazio. -
Consigli su fenomeni di blob e fallimento stampa
Cubo ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Avrei detto lo stesso.🤔 Quando avviti il nozzle in teoria non dovrebbe mai andare in battuta sul vlocchetto riscaldante, dovrebbe sempre sporgere un po' ed andare in battuta sulla testa dell'heat braeck. Se non accade significa che devi avvitare di più quest'ultimo prima di avvitare il nozzle. Se il nozzle sporge un po' e quindi è in battuta sulla testa dell'heatbrack, allora potrebbe essere che è banalmente avvitato troppo debolmente. -
Arresto motore estrusore
Cubo ha risposto a oblivion nella discussione Problemi generici o di qualità di stampa
Per caso avevi resettato o toccato i setting che si leggono da m503? A me era successa la stessa cosa quando avevo resettato i setting e non ricordo quale valore dell'estrusore si era impostato su "inf" che non esiste neanche come valore. Con m503 puoi guardare se c'è qualche valore strano. Ps. Le impostazioni colpevoli da me erano: "M203 T0 Einf" e poi un altro "Einf" più in basso. -
Alla fine l'ho stampato anche in nylon. Ho avuto qualche difficoltà con l'adesione al piatto in pei ma alla fine ho risolto con la lacca splendor (mai usata prima) riuscendo ad avere quel minimo di adesione che bastava. Su una stampa più grande sono quasi certo che non sarebbe bastato. 260-255°C nozzle e 59-56°C letto, ventola spenta, layer alti 0.2 e larghi 0.25, no brim. Mi ero preparato anche un modello con "brim più facile da togliere" integrato ma non è servito. Lo avevo visto su youtube e mi pare comunque una bella idea per gli ingranaggi, consiste nel fare una cosa del genere: Ho visto anche che alcuni, per raggiungere subito l'umidità interna "di regime" che poi il pezzo avrà quando sarà esposto all'atmosfera e non più essiccato, bolliscono i pezzi 🤨🤨 (era cnc kitchen mi pare). Forse però era solo una cosa utile per fare i test di resistenza in condizioni realistiche senza aspettare troppo 🤔
-
Avevo visto anch'io un video dove stampavano il filo del decespugliatore! Solo non sapevo fosse nylon, con i prezzi che ho visto in giro, forse conviene prendere quello 😅 Se il diametro è abbastanza costante ed è nylon... perché no ? 🤔 Probabilmente andrebbe essiccato bene prima ma per il resto... Effettivamente l'ingranaggio avrei potuto stamparlo anche in ASA essendo così piccolo. Però in generale mi pare che l'asa (magari l'abs è un po' diverso) sia più difficile del petg: - warpa di più del petg (mi pare) - non si può usare la ventola di rafreddamento altrimenti i layers aderiscono pochissimo tra loro 🤔 Questo almeno da quello che ho visto stampando senza camera chiusa.
-
Grazie delle info, quella del legno non l avevo mai sentita ma sembra un buon "jolly" da giocarsi quando non funziona null'altro 🤔 Intanto ho preso il nylon non caricato della esun, 41euro di 1kg... Il problema sarà tenerlo asciutto a lungo (1kg mi durerà in eterno credo). Il mio essicatore arriva a 70°C... Basta per il nylon? (temo di no...)
-
Questo nylon su amazon mi pare molto conveniente... Forse troppo? 🤔 eSUN Filamento Nylon 1.75mm, Stampante 3D Filamento PA, Precisione Dimensionale +/- 0.05mm, Bobina da 1KG (2.2 LBS) Materiali di Stampa 3D per Stampante 3D, Naturale https://amzn.eu/d/6Nga74h Ps. Se lo prendo caricato in carbonio, posso farci gli ingranaggi lo stesso? Oppure poi rischiano di a radere troppo quelli adiacenti? 🤔
-
Copriobiettivo da disegnare
Cubo ha risposto a Potus88 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Se ho capito bene invece del triangolo dovresti trascinare una sezione del triangolo. Cioè dovresti disegnare anche il triangolo che rappresenta la parte vuota e poi trascinare solo la parte tra i due triangoli... Oppure ci dai le misure e ti facciamo noi l stl 😁 Se vuoi stamparlo in vase mode puoi ma allora dovresti farlo tutto pieno. Poi cura ti sta pere be solo la superficie laterale (spessa un solo strato) e la base. -
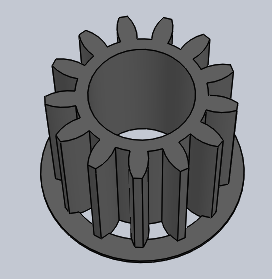
È un i granaggio che serve ad un amico per un meccanismo della moto d'acqua (non so cosa). Su internet non se ne trovano di simili nei soliti siti e mi piaceva l idea di farlo io 😁 Ho qui con me quello rotto e fa 10mm di diametro circa, spessore 8mm. L ho già stampato in petg col Nozzle da 0,25 ed è venuto praticamente identico in tutte le dimensioni importanti (dopo tre iterazioni). Però la tentazione di stampare nylon mi è rimasta. Ho anche visto video dove lo stampano senza camera chiusa (oggetti basse soprattutto) 🤔
-
Ah quindi fovrei pure stamparlo tenendolo nell'essicatore. L'ingranaggio in questione è molto piccolo, speravo di poter fare all'aperto. Non immaginavo fosse così difficile stampare nylon. Grazie delle info, proverò col petg.
-
Salve a tutti, dovrei creare un ingranaggio di "plastica" piuttosto piccolo (penso userò il nozzle da 0.2mm). Di solito che materiale si usa per gli ingranaggi ? Il nylon ? Sapreste indicarmi anche un filo decente da comprare che non costi moltissimo ? Grazie! Ps. Avrei visto questo https://www.3djake.it/fiberlogy/nylon-pa12-natural Ho letto che pa12 assorbe meno l'umidità e ha un punto di fusione inferiore, tutte cose che mi farebbero anche comodo.
-
fermo stampa per inserimento dadi
Cubo ha risposto a FRANKBOLINA nella discussione Software di slicing, firmware e GCode
Eeeeh lo so, prima o poi mi compilerò marlin con tutto quello che serve (così imparo)... però nel suo caso se è per inserire un dado e basta, non dovrebbe avere problemi. Con 15-20sec se la cava 🤔 L'unica cosa è che deve stare a guardare la stampa per cogliere il momento giusto quando si ferma 😬