Cubo
-
Numero contenuti
1.145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

Differenza di misure
Cubo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Penso proprio di si, funziona con tutte le forme. -
Differenza di misure
Cubo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Se gli alberi sono piccoli puoi disattivare la funzione che allarga i buchi per compensarne il restringimento, se ce l'hai attiva. Poi puoi anche mettere la "slicing tolerance" su inclusive. In quel modo avrai alberi più grossi e buchi più sottili. -
Ma come funzionano i supporti su SLICER CURA?
Cubo ha risposto a Cla Bello nella discussione Problemi generici o di qualità di stampa
Ottimo, comunque in generale, se è un bordino piccolo e non vuoi supportarlo puoi aumentare la "area minima della superfici supportate" o qualcosa di simile. Oppure puoi anche aumentare la distanza xy dei supporti dal modello. -
Piatto PEI & problemi :-(
Cubo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Oggi ho usato per la prima volta il piatto in pei per la mia kp3s pro, liscio. Meno male che mi sono ricordato di questa discussione e ho tolto la pellicola trasparente sopra. Sono proprio dovuto andare a cercarla e provare a grattare "a caso" (perché non vedevo nulla) su un angolo con un taglierino per iniziare a pelarla via. Quindi effettivamente è facile dimenticarsene e stamparci sopra la prima volta, anzi direi inevitabile se uno non sa che c'è. Sui piatti ruvidi in teoria non c'è invece. -
Ma come funzionano i supporti su SLICER CURA?
Cubo ha risposto a Cla Bello nella discussione Problemi generici o di qualità di stampa
Perché tutte le tue pareti a sbalzo sono inclinate a 45 o più gradi. Metti 46° così quelle a 45 le ignora e quelle a 90 le supporta. (di solito si mette tra 55 e 60 che è più o meno il limite di tutte le stampanti credo). -
Software semplice per estrusione e smusso
Cubo ha risposto a fratt nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Gratis non si trova, se cerchi qualcosa di simile gratis vai su fusion360 tanto poi si somigliano tutti 👍 -
Software semplice per estrusione e smusso
Cubo ha risposto a fratt nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Su Solid Works ci sono le funzioni "fillet" e "chamfer" (musso tondo o con piano inclinato). Selezioni lo spigolo e fa tutto in automatico. Non lo conosco ma probabilmente anche su freecad c'è qualcosa di simile. -
Piatto PEI & problemi :-(
Cubo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Più o meno, intendo quanto più basso è il primo layer rispetto a quanto dovrebbe essere da impostazioni di slicing. Con altezze layer piccole è più facile sbagliare di molto in percentuale. -
Si, infatti pensavo di farmi fare da loro i PCB riscaldanti in alluminio per il letto multizona. Il tipo del video deve essere tedesco credo... Forse in germania hanno meno tasse d'importazione (pensavo fossero a livello europeo).
-
Piatto PEI & problemi :-(
Cubo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Controintuitivo forse, ma penso non aiuti. Mi spiego. Se il primo layer è da 1 e schiacci in eccesso di 0.5 decimi, la linea si allargherà del doppio circa. Se il primo layer è da 3 decimi e schiacci in eccesso di 0.5 decimi, si allargherà di un sesto circa la linea. E' una mia idea, ma di solito non scendo mai sotto agli 0.2 di primo layer (anche quando stampo a 0.1... praticamente mai comunque). Potresti riprovare stampando a 0.3 il primo layer e vedere se va meglio, magari senza toccare lo zoffset per poter confrontare i due cubetti a parità di "schiacciamento". -
Ah wow, forse per dargli un senso stampato in metallo bisognerebbe tirare fuori una struttura molto particolare (stampabile soltanto) e molto efficiente... Troppi "molto" mi sa 😬 Quelli del video sono ricavati da dei tubi quadrati fresati con una cnc, quello da 30-40euro se lo sono fatti fare da pcb way (non so se era un prezzo di favore per la sponsorizzazione).
-
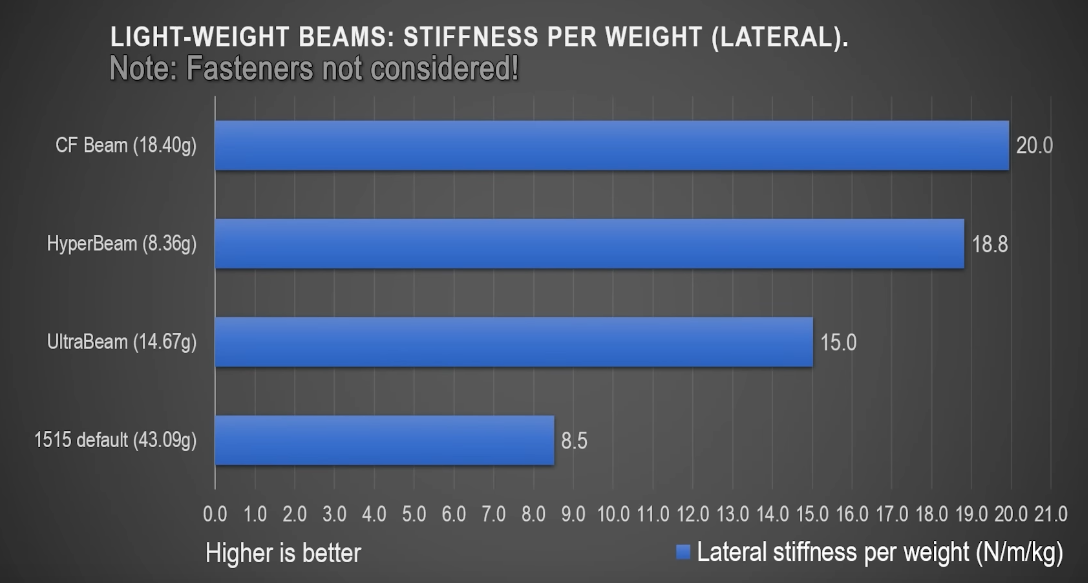
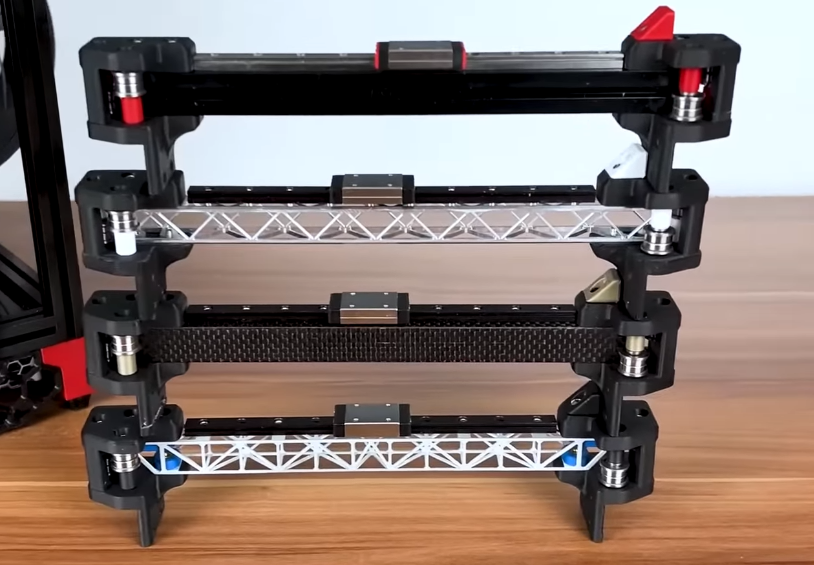
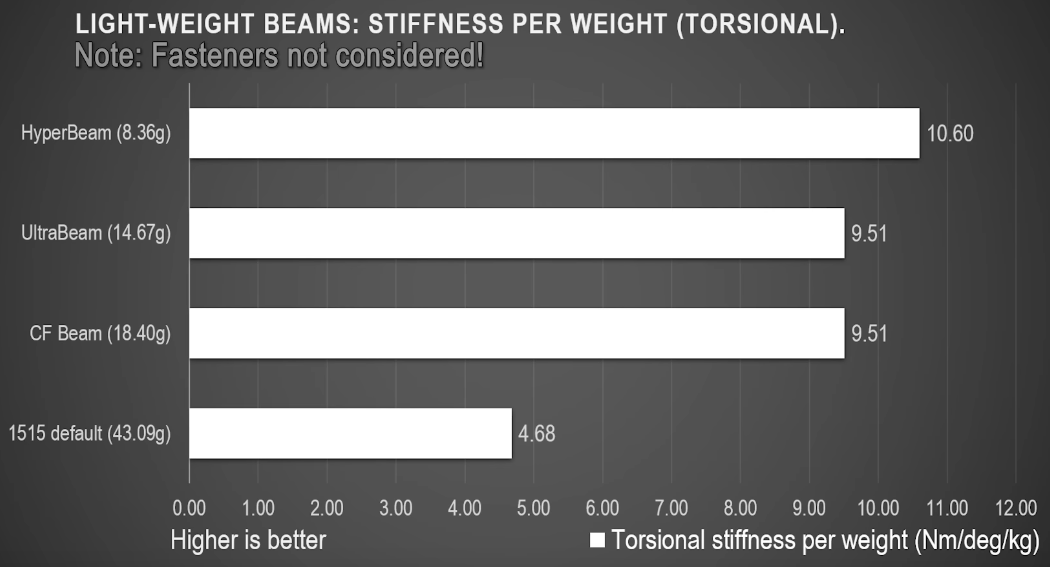
No, non flette, quello che dico però è che una struttura simile di carbonio con la stessa freccia peserebbe meno. Quanto meno non saprei ma non certo trascurabile, considerando anche che la maggiorparte del peso da spostare lo costituisce proprio l'asse X. Per questo resto fan del carbonio 😄 Giusto pochi giorni fa hanno pubblicato questo video. Sintetizzandolo, hanno analizzato questi "assiX" (per una voron 0 quindi piccoli ma il confronto regge lo stesso): Dall'alto abbiamo: Estruso 15x15 alluminio "ultra beam" (scatolato alluminio fresato) Tubo fibra carbonio "hyper beam" (come l'ultra ma ancora più leggero) Dai test (penso credibili) è venuto fuori questo sulla rigidità per peso. Cioè quanto rigidi sono rispetto a quanto pesano, che è proprio quello che interessa per un asseX perché non ha senso avere un asse rigidissimo che pesa 4Kg come uno leggerissimo che flette da paura. Nota: test fatti misurando la freccia al centro dopo aver attaccato dei pesi al centro dell'asse. Qui gli stessi test ma con la torsione (che però se uno proprio non mette la testina di estrusione ad un metro dall'asse non dovrebbe essere affatto importante come la flessione). Come si vede la fibra di carbonio è quella che performa meglio nella flessione e guardandoun attimo al prezzo non dovrebbe avere concorrenti (non ricordo bene ma quel tale "hyper beam" costava sui 30-40euro... per una voron0 quindi da 10cm ?).

-
Beh 25euro spedito quello da 500 non è male, bisognerebbe trovarlo da 600+. In che senso? Peserebbe molto di più rispetto al carbonio a parità di rigidità penso. 🤔 Semmai bisognerebbe lavorarlo con una fresa per farci "i fori triangolari tipo le strutture delle gru". Così risparmi molto peso... Ma la fibra di carbonio sarà sempre più rigida e leggera... Ed economica nel caso dell'ultima lavorazione
-
Si, si possono calcolare le forze in gioco in base alle accelerazioni. L'oscillazione poi dipenderà dalla elasticità della macchina, che in buona parte sarà data dalle povere cinghie che muoveranno quel letto. Il fatto è che un letto così grande pesa un botto, e muoverlo richiede molta forza, che viene dalle cinghie, che sono elastiche e produrrebbero un ghosting assurdo temo, anche andando piano (e impiegando chissa quanto tempo per fare stampe di quelle dimensioni). Resto convinto che la via carbonio/coreXY sia quella più corretta 🙂 Non avevo pensato alla squadra e alla torsione della struttura della stampante. Così su due piedi, mi verrebbe da dire che si potrebbe montare la stampante e poi montare in squadra solo le guide, aiutandosi con una bolla laser. Dovrebbe venire piuttosto preciso. Il resto poi lo si può correggere tramite software come diceva Fonzy. Ps. Sono curioso di vedere il tuo disegno, magari per copiare qualcosa se è meglio del mio 😄 Soprattutto son curioso di vedere come fai il piano 👍
-
Non so come facciano questi ma non costano tanto. https://it.aliexpress.com/item/32946654825.html?UTABTest=aliabtest359606_508211&aff_fcid=ca2026336db1488984a58b9807697613-1672851839550-07295-_9jUw9p&tt=CPS_NORMAL&aff_fsk=_9jUw9p&aff_platform=shareComponent-detail&sk=_9jUw9p&aff_trace_key=ca2026336db1488984a58b9807697613-1672851839550-07295-_9jUw9p&terminal_id=ab6b88d10be64f30aa957b3b877811a9&OLP=1084900408_f_group0&o_s_id=1084900408&afSmartRedirect=y Se ricordo bene questi li usano (utenti privati) per metterli sulle rat rig come upgrade, tra le altre cose (a te servirebbero da 600+mm ovviamente, ma la sostanza è quella). Rettificarlo non penso serva, almeno spero. La mia idea era di poggiarci sopra la guida lineare e semplicemente metterci degli spessori (anche rondelle per dire) dove la guida non tocca l'ase in fibra. Alla fine quello che conta è che la guida sia dritta e che quindi i punti di contatto siano allineati, il resto non conta. Come rigidità/peso un asse in fibra di carbonio penso sia imbattibile.
-
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
Porca vacca erano proprio quegli Einf ! Mi sa che non esiste neanche come valore impostabile (ho provato a cercarlo). Non so proprio da dove erano venuti fuori, io i comandi M203 e M205 li ho usati adesso per la prima volta per reimpostargli i valori 😦 Vabbè, grazie comunque dell'aiuto! -
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
Ah... Pazzesco però perché il primo layer veniva giusto. Sarebbe dovuto venire estremamente sotto estruso (o magari era premuto abbastanza da compensare). Proverò a cambiare quello domani, assieme ai due "Einf" (ce ne è un altro più sotto). In che senso? -
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
Niente, solo estrusore e pignone alla fine. Ho solo reimpostato gli step/mm con m92 E810 e già che c'ero ho fatto una calibrazione pid della cartuccia riscaldante (che fluttuava molto). Alla fine ho salvato tutto con M500. In mezzo avrò dato un po' di comandi g1 per estrusore filo e calcolare gli step/mm ma nulla di particolare che ricordi -
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
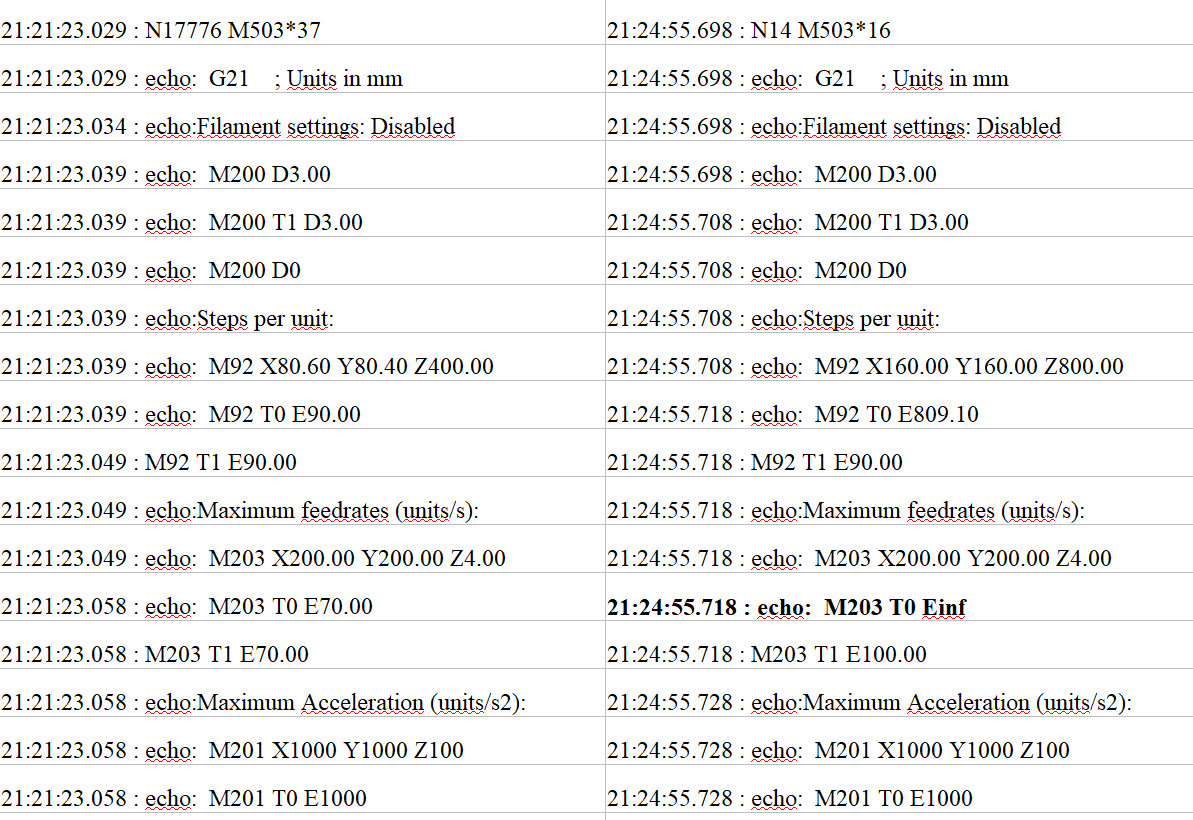
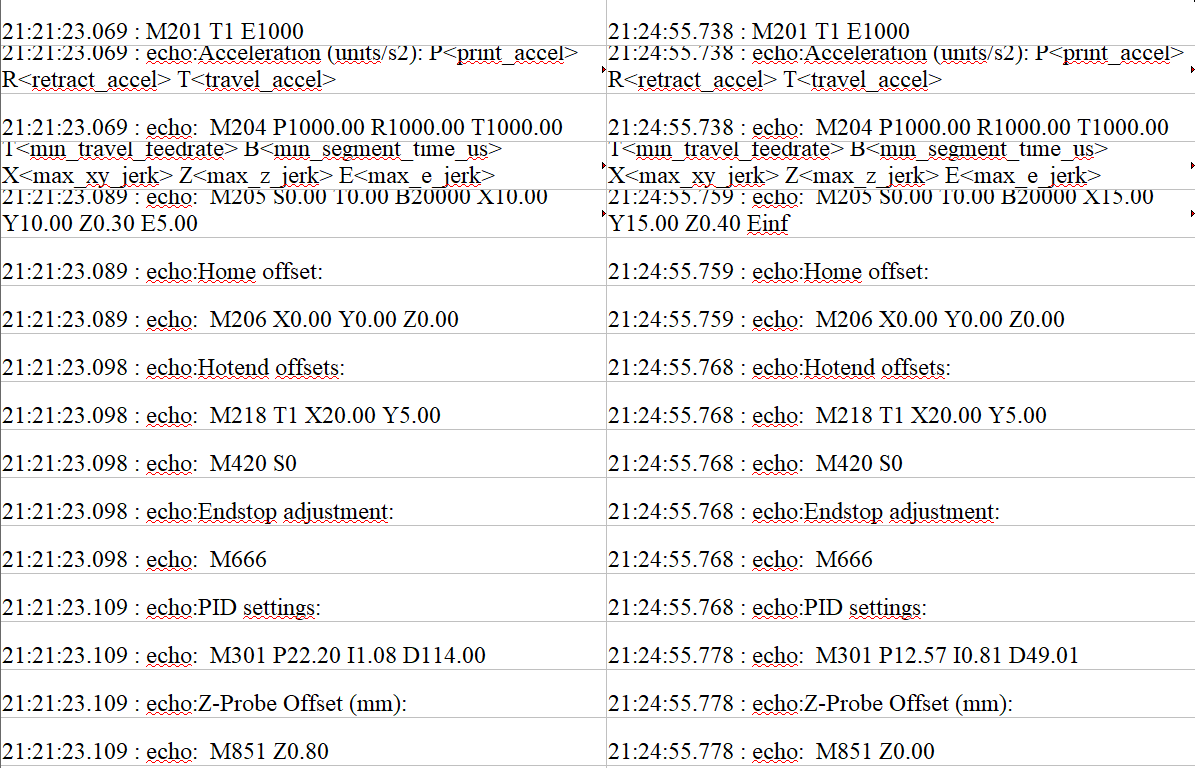
OK FORSE CI SIAMO ! 🙏 Ho resettato con M502 e si sono caricate queste con le quali stampa senza mai fermarsi pare (guardato per 10min una stampa che prima smetteva di estrudere dopo 10sec): 21:21:23.029 : N17776 M503*37 21:21:23.029 : echo: G21 ; Units in mm 21:21:23.034 : echo:Filament settings: Disabled 21:21:23.039 : echo: M200 D3.00 21:21:23.039 : echo: M200 T1 D3.00 21:21:23.039 : echo: M200 D0 21:21:23.039 : echo:Steps per unit: 21:21:23.039 : echo: M92 X80.60 Y80.40 Z400.00 21:21:23.039 : echo: M92 T0 E90.00 21:21:23.049 : M92 T1 E90.00 21:21:23.049 : echo:Maximum feedrates (units/s): 21:21:23.049 : echo: M203 X200.00 Y200.00 Z4.00 21:21:23.058 : echo: M203 T0 E70.00 21:21:23.058 : M203 T1 E70.00 21:21:23.058 : echo:Maximum Acceleration (units/s2): 21:21:23.058 : echo: M201 X1000 Y1000 Z100 21:21:23.058 : echo: M201 T0 E1000 21:21:23.069 : M201 T1 E1000 21:21:23.069 : echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> 21:21:23.069 : echo: M204 P1000.00 R1000.00 T1000.00 21:21:23.089 : echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_us> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk> 21:21:23.089 : echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.30 E5.00 21:21:23.089 : echo:Home offset: 21:21:23.089 : echo: M206 X0.00 Y0.00 Z0.00 21:21:23.098 : echo:Hotend offsets: 21:21:23.098 : echo: M218 T1 X20.00 Y5.00 21:21:23.098 : echo: M420 S0 21:21:23.098 : echo:Endstop adjustment: 21:21:23.098 : echo: M666 21:21:23.109 : echo:PID settings: 21:21:23.109 : echo: M301 P22.20 I1.08 D114.00 21:21:23.109 : echo:Z-Probe Offset (mm): 21:21:23.109 : echo: M851 Z0.80 E' tutto sballato, non sono neanche le impostazioni con cui è arrivata (gli step/mm di E sono a 90 mentre era arrivata con 768, per dirne una) però comunque, per quanto girasse piano, E non ha mai smesso di muoversi. Le impostazioni che invece fanno fermare E sono queste: 21:24:55.698 : N14 M503*16 21:24:55.698 : echo: G21 ; Units in mm 21:24:55.698 : echo:Filament settings: Disabled 21:24:55.698 : echo: M200 D3.00 21:24:55.708 : echo: M200 T1 D3.00 21:24:55.708 : echo: M200 D0 21:24:55.708 : echo:Steps per unit: 21:24:55.708 : echo: M92 X160.00 Y160.00 Z800.00 21:24:55.718 : echo: M92 T0 E809.10 21:24:55.718 : M92 T1 E90.00 21:24:55.718 : echo:Maximum feedrates (units/s): 21:24:55.718 : echo: M203 X200.00 Y200.00 Z4.00 21:24:55.718 : echo: M203 T0 Einf 21:24:55.718 : M203 T1 E100.00 21:24:55.728 : echo:Maximum Acceleration (units/s2): 21:24:55.728 : echo: M201 X1000 Y1000 Z100 21:24:55.728 : echo: M201 T0 E1000 21:24:55.738 : M201 T1 E1000 21:24:55.738 : echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> 21:24:55.738 : echo: M204 P1000.00 R1000.00 T1000.00 21:24:55.748 : echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_us> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk> 21:24:55.759 : echo: M205 S0.00 T0.00 B20000 X15.00 Y15.00 Z0.40 Einf 21:24:55.759 : echo:Home offset: 21:24:55.759 : echo: M206 X0.00 Y0.00 Z0.00 21:24:55.768 : echo:Hotend offsets: 21:24:55.768 : echo: M218 T1 X20.00 Y5.00 21:24:55.768 : echo: M420 S0 21:24:55.768 : echo:Endstop adjustment: 21:24:55.768 : echo: M666 21:24:55.768 : echo:PID settings: 21:24:55.778 : echo: M301 P12.57 I0.81 D49.01 21:24:55.778 : echo:Z-Probe Offset (mm): 21:24:55.778 : echo: M851 Z0.00 Se qualche buona anima mi suggerisce cosa provare a cambiare la ringrazio infinitamente. Io non saprei proprio, l'unica cosa forse strana è quel "Einf" che ho messo in grassetto ma magari è normale. Comunque il problema sta da qualche parte in quelle impostazioni... Ve le metto affiancate per confrontarle meglio se volete. A sx quelle dopo il reset che funzionano, a dx quelle dopo che non fanno andare E.
-
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
Ho rifatto una stampa, si è bloccata quasi subito. Avevo già aperto la scocca sotto e gli stepper erano tutti belli freschi. Anche i motori. Ho anche mandato avanti e indietro E per 2 minuti di fila senza che si fermasse. L'unica cosa che mi rimane è provare a rimettere gli step/mm di prima, poi è tutto identico. -
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
Non saprei proprio come verificarlo. So solo che prima non aveva mai dao problemi. Ho anche provato a rimettere i fili come in origine (1234) e far stampare un cilindretto senza mettere il filo (perché ovviamente girava al contrario lo spingifilo) ma si è fermato il motore E alla prima ritrazione. Per vedere se va in protezione magari posso farmi un gcode "stress" con una infinità di istruzioni per muovere lo spingifilo in continuazione 🤔, se si muove piano o veloce lo stress per il driver è lo stesso ? -
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
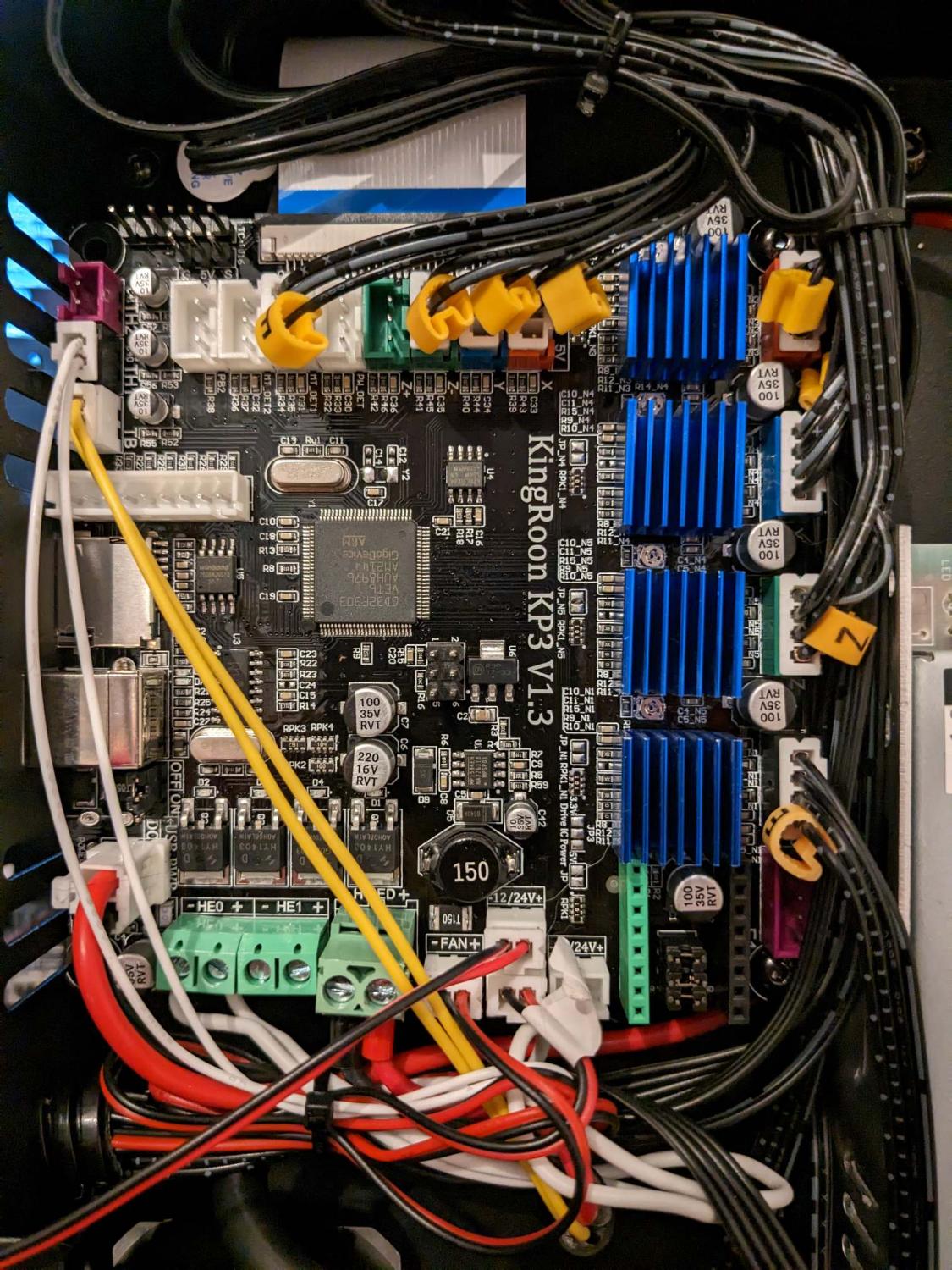
La mb è questa e dovrebbe essere una "Robin nano" rebrandizzata I driver dal sito dicono che sono TMC2225 Il motore è un pancake credo. È quello originale che c'era prima. Avevo provato a mettere quello con cui era arrivato il DDE che come dimensioni era uguale, ma vibrava senza girare, così ho rimesso l originale cambiando solo il pignone.
-
Non penso sia molto più complicato, di sicuro è più difficile ottenere buoni risultati di velocità e accelerazione per via delle dimensioni e dei pesi. Io partirei da un asse X in fibra di carbonio con una mgn12h che tiene un orbiter e un hot end ad alto/altissimo flusso. Che è quello che sto facendo sulla mia. Ovviamente core xy. Non è tanto più complicato né costoso di fare una stampante lenta con un motore per ogni asse, l asse x pesante, ecc... Penso (poi in realtà non ho ancora esperienza diretta in merito) 🤔
-
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
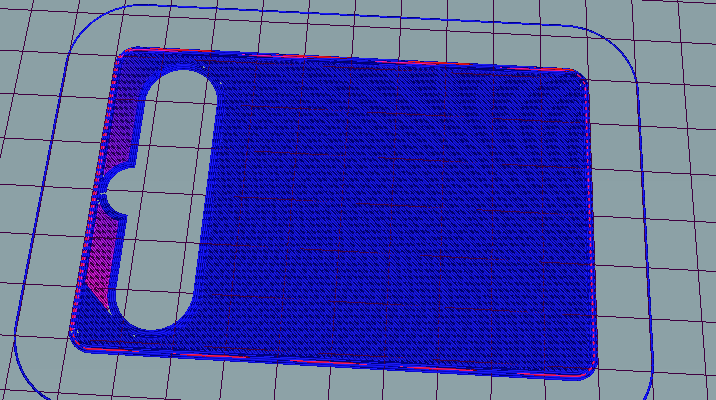
Ultima prova, ho editato il gcode per stampare solo la parte "critica": Mi stampa l'angolino a desta e poi smette di estrudere proprio come quando stampa tutto. Quindi non dipende dal tempo di stampa è proprio qualcosa che accade lì... boh ! Dopo che ha smesso di estrudere ho bloccato la stampa, ho provato a far estrudere di nuovo con: G92 E0 G1 E10 Ma niente, motore spento. Neanche dal pannello della stampante si muoveva ne avanti ne indietro (gli altri assi invece si). Spento e riacceso la stampante e ha ripreso a muovere anche il motore E. Ps. Ho anche provato a scambiare di nuovo i fili. Prima da 1234 li avevo messi a 1243, ora sono a 4321. Il verso è sempre invertito ma il problema rimane.
-
Motore estrusore smette di muoversi poco prima della fine del primo layer
Cubo ha risposto a Cubo nella discussione Hardware e componenti
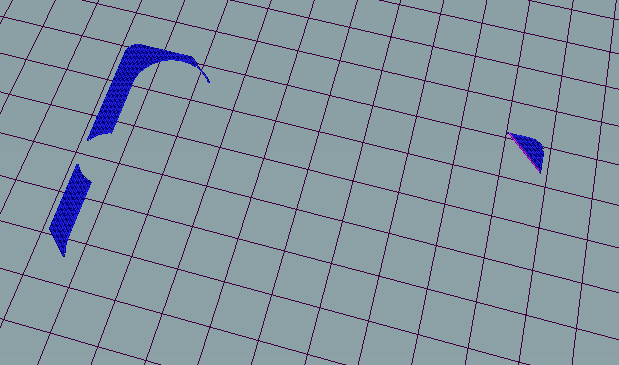
Il mistero si infittisce 😵 Ho provato a stampare lo stesso gcode da repetier-host e la stampante smette di estrudere proprio dove repetier mi evidenzia in rosa le linee (magari sono solo le ultime linee stampate eh) ! 🤨 Proprio la parte rosa a sx nella foto è quallo che riempie per ultima e, tenendo un dito sulla rotella dello spingifilo, ho sentito che è proprio quando si sposta per stampare lì che smette ! Da repetier però non ho visto errori. Ho provato a stampare un altro modello (da sd), già fatto in precedenza con successo, e smette di estrudere ancora prima, dopo la seconda linea dopo la skrt. Anche qui, nulla di intasato, semplicemente è come se si spegnesse il motore ☹️ La parte dove semette di estrudere è questa, ma non ci vedo niente di strano. 14:09:21.485 : N1586 G1 X130.278 Y53.04 E466.66993*82 14:09:21.517 : N1587 G1 X130.299 Y53.077 E466.67134*108 14:09:21.733 : N1588 G0 X130.478 Y53.406 F1620*66 (y53 quindi è in basso, a dx nella immagine) 14:09:21.760 : N1589 G1 F2400 E465.87134*56 (ritrae 0.8mm come previsto) 14:09:21.949 : N1590 G0 X125.112 Y127.142 F9000*125 (y127 quindi va in alto, a sx nell'immagine) 14:09:21.964 : N1591 G1 F2400 E466.67134*60 (toglie la ritrazione) 14:09:22.134 : N1592 G1 F1800 X125.263 Y127.243 E466.67738*59 (estrude... ma in realtà no!) 14:09:22.149 : N1593 G1 X126.178 Y127.973 E466.71632*91 14:09:22.287 : N1594 G1 X126.334 Y128.116 E466.72336*80 14:09:22.287 : N1595 G1 X127.127 Y128.965 E466.762*92 14:09:22.303 : N1596 G1 X127.287 Y129.168 E466.77059*93 14:09:22.318 : N1597 G1 X127.917 Y130.089 E466.80771*93 14:09:22.318 : N1598 G1 X128.035 Y130.298 E466.81569*92 14:09:22.403 : N1599 G1 X130.743 Y133.006 E466.94306*95 14:09:22.419 : N1600 G1 X130.743 Y133.571 E466.96186*81