Cubo
-
Numero contenuti
858 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11



Obiettivi di Cubo
")





-

La mia Ender 3 a metà stampa smette di estrudere
Cubo ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
Se estrude troppo e gli step dell'estrusore sono apposto, devi agire sulla % di flusso. Per esempio io l'asa lo estrudo al 92% altrimenti sovraestrude troppo. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
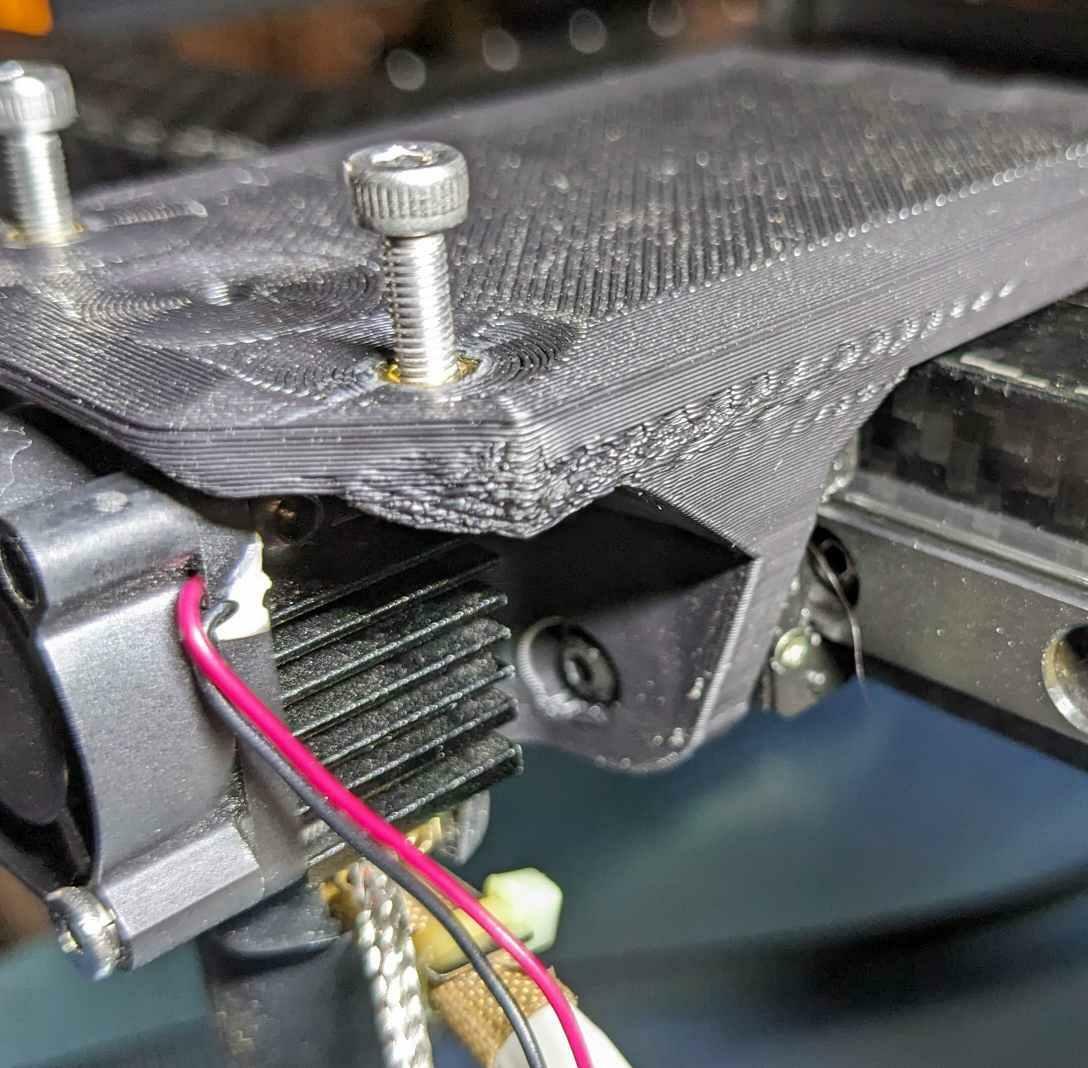
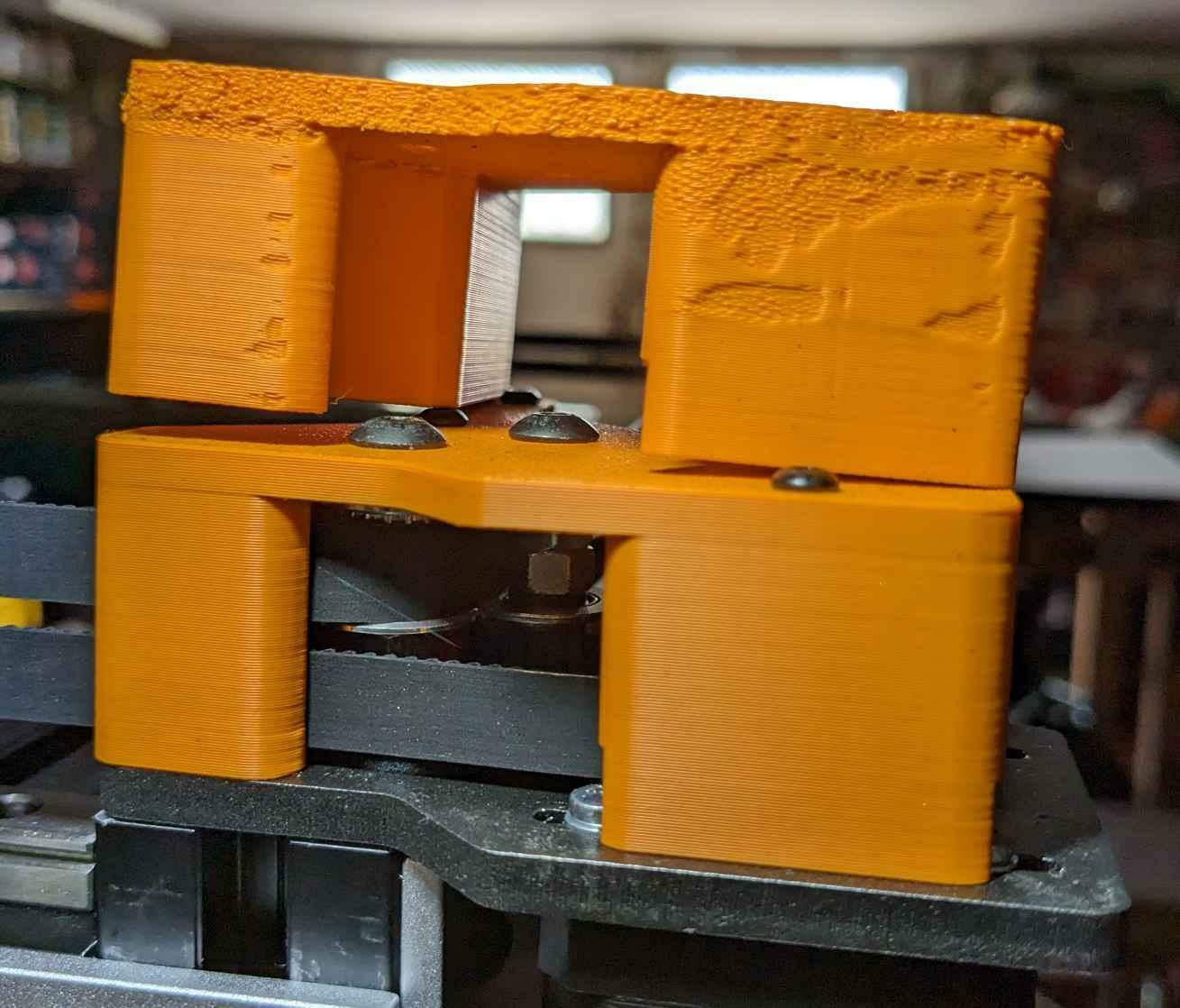
Ho risolto il problema delle cinghie: Mi è rimasto però il problema col supporto dell' hotend: anche con i bulloni (come si vede nel messaggio precedente) e anche stringendo a morte le viti, continua a basculare avanti e indietro... È come se tra asa e alluminio ci fosse una qualche proprietà autolubrificante 🤔😓 Penso che dove non arriva la tecnica, l'ignoranza rimanga valida, quindi proverò a risolvere incastrandoci degli stuzzicadenti a mo' di cuneo tra la parte che tiene i bulloni e le alette di raffreddamento.
-
stampiamo strano? :)
Cubo ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
Mi ha fatto ridere la fine del video 😂 Comunque, credo che tutte le "linee" sulle pareti verticali siano vfa (vertical fine artifact) dovute o ai motori o alla movimentazione (rotelle o guide lineari). Almeno a prima vista non sembra sottoestrusa la barchetta. Con 256 microsteps, forse non sono i motori a causare l avanzamento a tratti che comporta quelle linee... Se muovi l hotend a mano si muove bene o ha molti "scalini"? Ps. Forse anche la tensione/corrente troppo alta sui motori può portare ad un avanzamento troppo brusco ad ogni step... Ma non sono un esperto in materia Pps. Comunque, posto che la barchetta non è sottoestrusa, se vuoi comunque un hotend ad alto flusso, il consiglio sempre il ricambio della xmax3. Con meno di 30 euro ti porti a casa un hotend compatto, con riscaldatore ceramico (più leggero e potente) che può montare i volcano (sporgono 2mm in più dei nozzle ufficiali (cambia nulla) e con ventolina inclusa. Difficile da battere come convenienza e qualità. -
La mia Ender 3 a metà stampa smette di estrudere
Cubo ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
Ormai puoi lasciare così, comunque se ti ricapita, per invertire la rotazione del motore basta invertire due fili sullo spinotto del motore. Dicci prima a quanto stai -
Provo a fare il pignolo. Le nervature le mettono per ridurre il peso (e il consumo di materiale) senza perdere rigidità... Ma (secondo me) perché non possono fare il pezzo in fusione "vuoto dentro". Se si potesse, anche nei pezzi di fusione converrebbe fare le pareti spesse ed il centro riempito con trame al 10% 🤔 La rigidezza è la resistenza di un pezzo, generalizzando molto, è dato dalle inerzia geometriche delle sezioni. Queste aumentano con la distanza del materiale dal centro di massa, quindi potendo, invece delle costole conviene fare un volume racchiuso da pareti spesse e vuoto (quasi del tutto) in centro. In realtà c'è molto di più da dire, ma, sia a torsione che a flessione, sono certo che un tubo resista più di un "T" dello stesso peso. Credo questo si possa generalizzare anche alla piastra. Quindi io non metterei le nervature 🤓
-
Sono abbastanza sicuro: Rosso-nero - Ventola Grigio in mezzo - termistore Bianco sotto grosso - cartuccia riscaldante
-
Hai fatto bene. Con l'occasione potresti guardare la Q1 pro che se non ho capito male è una xmax 3 in miniatura (245mm di piatto invece di 330mm). Si trova in lancio a 469euro, prezzo ottimo per quello che offre... se non ne stessi costruendo una la prenderei al volo (mi verrebbe da prenderla lo stesso ma sarebbe ingiustificabile 😅)
-
stampiamo strano? :)
Cubo ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
A me sembra che sei oltre il limite di flusso dell hotend. Sui tratti rettilinei dove la velocità è massima infatti sottoestrude. Farei un test per stabilire il massimo flusso che puoi tenere (su orca dovrebbe essercene già uno credo ma non ricordo quale sia). -
Non penso di aver fatto ancora 50 stampe, ma almeno 30 si, comprendendo stampe da 15 minuti e stampe da 4+ ore. Per ora, un solo fallimento, su un pezzo molto alto e stretto (era la prima volta che stampavo così alto, 25cm) dove ho trovato la stampante che stampava in aria la classica palla di spaghetti di pla... Non ho mai capito perché (la parte iniziale del pezzo era ancora attaccata al piatto e l ugello non era otturato, boh!) Un intasamento su più di metà delle stampe è qualcosa di anomalo, deve esserci qualcosa che non va. Immagino tu abbia provato entrambi gli hotend in dotazione quindi non può essere quello. Non saprei, però non è assolutamente normale 🤔
-
A me sembrano difetti molto simili a quelli della foto che ho postato io. Il punto è che se stampi col loro profilo ofilo, per l'ASA è già impostato il flusso a 0.92 circa. Usi qidi slicer? Io si. Se vuoi passarmi il gcode e/o l stl, quando ho tempo posso provare a stampare il pezzo sulla "mia" (se non è enorme, ma non sembra). Quel difetto me lo ha recentemente fatto su un altro pezzo e su un solo angolo: Questo nonostante abbia usato gli stessi parametri con cui il resto delle stampe viene bene. Secondo me la criticità qui era l infill al 100% su un volume troppo grande. Questo fa si che anche solo un 1% in più crei parecchio materiale in più che può finire solo sui lati. Sospetto che centri anche il pressure advance, che, colpevolmente, non ho mai calibrato. Altra cosa, secondo me, alla massima velocità l hot end comincia ad estrudere meno. Quindi poi ti trovi con le parti lunghe rettilineo sottoestruse e le parti dove rallenta sovraestruse. Si potrebbe, da slicer, provare a limitargli il flusso. Occlusioni del nozzle per ora mai avute (ho su lo standard da 0.4, stampato solo pla e asa per ora)
-
Per caso il difetto che descrivevi sopra somiglia a questo? Quello è il flusso troppo alto con l asa (sopra stampato ad 1, sotto a 0,92 mi pare)
-
Ma parli della x max o della xmax 3? La xmax 3 che uso io a lavoro per ora sta andando benone.
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
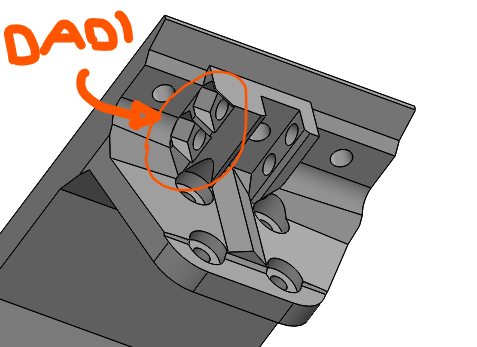
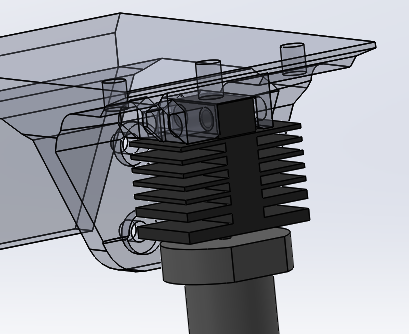
La testa di stampa non mi da pace. Lo avevo stampato coi fori sbagliati per il carrello della guida. Ristampato, è un casino attaccare l'hotend della xmax3... fori troppo precisi, se li allargo col trapano si crepa tutto 🤬 Ho disegnato un nuovo modello coi "captive nuts"... poi ho finito le idee (e manca ancora la parte di rafreddamento pezzo 😑)
-
Dove trovare un buon rele' a stato solido
Cubo ha risposto a dnasini nella discussione Hardware e componenti
Però così se un relè si brucia chiuso, io continuo a vedere il piatto e il led che si accende e spegne (perché c'è il secondo relè), quindi non me ne accorgo. Penso che sia impossibile mettere un led come voglio io 🤔 (in modo che si vede se il singolo relè si blocca chiuso) -
Dove trovare un buon rele' a stato solido
Cubo ha risposto a dnasini nella discussione Hardware e componenti
Ni, cioè il led è proprio quello che pensavo, ma pensavo di metterlo bello in vista da qualche parte sul frontale, così se c'è un led fisso acceso so subito che è saltato un relé. Bisognerebbe aprire il relè e portare i fili del led fuori 🤔 Hai ragione !