dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Ho provato anche a cambiare l'ordine degli angoli, ha funzionato per un paio e poi mi ha ridato lo stesso errore La butto li.... tra le varie manutenzioni fatte, ho aggiunto un decupler tipo questo (ma piu' ridotto in dimensioni) che utilizza dei magneti 6x3 per funzionare. e' possibile che dei magneti cosi' piccoli, a contatto con la barra su cui e' appoggiato il piatto possano interferire con il funzionamento del BLTouch? quando fa homing al centro del piatto nn ho problemi.... ora provo a fargli fare una mesh..... niente, anche la mesh restituisce lo stesso errore 😞 -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Ho un comportamento strano che nn riesco a visualizzarne la causa, magari voi potete darmi qualche suggerimento. Ho Klipper installato e dopo aver fatto un po' di manutenzione al piatto, aggiunto degli angolari per irrigidire la struttura e sistemato alcuni fili, ho deciso di rifare il bed leveling giusto per partire con il piede giusto nel fare le stampe. Premetto che ho sempre utilizzato la macro di Klipper per farlo ed ha sempre funzionato correttamente. Questa sera, invece, lanciando la macro, il toolhead fa homing degli assi correttamente utilizzando il BLTouch, poi si sposta nell'angolo fronte sinistra per fare la prima probe e qui l'anomalia. La probe esce, il piatto rimane fermo e dopo un secondo la probe risale dando come messaggio di errore BLTouch failed to raise probe ho provato a resettare la scheda, a fare l'aggiornamento di Klipper, fatto reset del BLTouch, ma nada de nada, l'homing lo fa senza problemi ma quando parte a fare la probe di riferimento per il bed leveling, ecco l'errore -
Modifica start gcode ideamaker valida per tutti i profili
dnasini ha risposto a Claudio65 nella discussione Software di slicing, firmware e GCode
Capisco ma e' un metodo che nn scala 🙂 fino a poco tempo fa usavo anche io ideamaker con molta soddisfazione. Io ho creato 1 solo profilo per ogni filamento e, a seconda del tipo di stampa che dovevo fare con quel filamento, modificavo al volo i parametri che mi servivano senza dover creare un profilo di stampa ad hoc. Puoi farlo velocemente specificando nella schermata dove selezioni stampante, filamento e profilo di stampa (icona "play" del menu' di sinistra) quali sono i parametri che vuoi elencati per la modifica veloce. Cosi' facendo, quando selezioni un filamento, di default ti viene associato l'unico profilo di stampa disponibile e dal menu' "preferiti" dei parametri, vai a modificare i valori che ti servono per quella stampa specifica -
Modifica start gcode ideamaker valida per tutti i profili
dnasini ha risposto a Claudio65 nella discussione Software di slicing, firmware e GCode
Ehhh hai poco da fare, il campo che hai trovato nn sarebbe male, se nn fosse che i comandi che inserisci li vengono aggiunti alla fine dello start gcode che imposti nel profilo di stampa. In aggiunta, puoi inserire un solo comando a quanto sembra, quindi nn puoi neqanche trasferire l'intero start gcode li dentro Altra alternativa potrebbe essere quella di inserire i comandi nel custom gcode del filamento, ma qui dipende da quanti filamenti hai configurato. Ma per curiosita', quanti profili di stampa hai? Non ti nascondo che la cosa piu' pulita sarebbe appunto di specificarlo nello start gcode del profilo.... -
Filamento petg
dnasini ha risposto a rambo nella discussione Problemi generici o di qualità di stampa
la cosa ci puo' stare, ma se nn ci condividi "questi parametri" cosa ti aspetti che ti diciamo? Se vuoi ti dico che parametri uso io, ad ogni modo sei cmq ai piedi della scala perche' questi sono i parametri che funzionano per la mia config Hotend: 245C Bed: 80C Velocita' 70mm/s Retrazione 0.3mm -
Filamento petg
dnasini ha risposto a rambo nella discussione Problemi generici o di qualità di stampa
questo e' un complotto dei poteri forti.... come nel film "il mondo dietro di te"..... 😱 -
Filamento petg
dnasini ha risposto a rambo nella discussione Problemi generici o di qualità di stampa
...impostazioni di default di chi e di cosa? -
Filamento petg
dnasini ha risposto a rambo nella discussione Problemi generici o di qualità di stampa
A quali problemi fai riferimento? Con PETG ne puo iavere una pletora... -
Fan2 non funziona
dnasini ha risposto a antoniodp nella discussione Problemi generici o di qualità di stampa
Questo il comando https://marlinfw.org/docs/gcode/M106.html ad ogni modo, appena imposti una temperatura per l'estrusore, la ventola del dissipatore deve partire subito, se nn lo fa, c'e' qualche cosa che nn e' stato collegato correttamente -
Fan2 non funziona
dnasini ha risposto a antoniodp nella discussione Problemi generici o di qualità di stampa
mmm nn ne sono cosi' sicuro, almeno, a me e' capitato di attestare i fili al contrario nel JST e la mia mica girava...... -
installazione bltouch ender 3
dnasini ha risposto a trust_no1 nella discussione Problemi generici o di qualità di stampa
se hai una stampante stock e hai acquistato la stessa identica scheda che avevi prima, se hai eseguito correttamente i cablaggi, dovresti poter installare il fw Creality dal loro sito e iniziare a stampare. Qui trovi una delle n guide per farlo Se vuoi invece ricompilarti il fw questo e' un altro discorso e la cosa richiede un po' piu' di conoscenze, ma e' cmq fattibile -
installazione bltouch ender 3
dnasini ha risposto a trust_no1 nella discussione Problemi generici o di qualità di stampa
con una descrizione cosi', che genere di risposta ti aspetteresti? Dacci almeno qualche informazione su cui fare delle supposizioni..... -
Fan2 non funziona
dnasini ha risposto a antoniodp nella discussione Problemi generici o di qualità di stampa
il fw lo hai compilato tu o scaricato gia' pronto? -
Fan2 non funziona
dnasini ha risposto a antoniodp nella discussione Problemi generici o di qualità di stampa
le mie ipotesi sono: 1) ventola cablata in modo sbagliato (poli invertiti): contolla il pinout della scheda x conferma 2) controlla in marlin come sono state impostate le dimensioni del tuo piatto. Se fai home con la probe, ci sta che il nozzle nn sia al centro, lo deve essere la probe. Se non lo e', potrebbero essere gli offset della probe non configurati correttamente. -
....te lo diro' quando mi avra' preso la scimmia x questo nuovo progetto...... se vado avanti cosi'...... la mia fu Ender 5 Plus nn stampera' mai..... e' come la fabbrica del duomo 😭
-
bolle sulla stampa
dnasini ha risposto a alberto bonsignore nella discussione Problemi generici o di qualità di stampa
Altra cosa che puoi e' se hai attiva la funzione che fa il resume delle stampe se va via la corrente. Questa funzione salva, per ogni layer, la sua posizione su SD per poter ripristinare la stampa. Se la SD e' lenta in scrittura o peggio ancora rovinata, il processore puo' "bloccarsi" momentaneamente per scrivere la posizione. Questo fa si che per una frazione di secondo il nozzle si fermi e depositi in un solo punto piu' materiae del dovuto creando quelle protuberanze -
in effetti i pin sono gli stessi (15). Grazie
-
Per un progetto che ho in mente, dovrei remotizzare il display BTT TFT50 che attualmente e' attaccato al mio raspberry pi 4. Attualmente, i due sono collegati da un bus lungo pochi cm che va benissimo se i due dispositivi sono attaccati ma completamente inutili se li volessi utilizzare distanti tra loro. Per intenderci, avrei necessita' di reperire la piattina dorata nella foto qui di seguito piu' lunga rispetto a quella in dotazione. Sapete dove recuperarla o almeno come si chiama? a mia disposizione ho dei cavi che avevo preso per la camera del raspberri, questi per capirci potrebbero andare comunque bene?

-
Se non vuoi/puoi cambiare l'alimentatore, quello a 12v
-
Cavo Can Bus, dove recuperarlo o costruirlo
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Wow, anche io ho adottato una soluzione analoga sul mio attuale toolhead usando questo a 8 poli, ma la cosa che mi pesa e' proprio il cavo che dalla MB arriva al toolhead che e' un matassone di fili altamente antiestetico 😕 Girami una foto della tua soluzione, sono curioso 😋 Per la parte di crimpatura, non sono mica un mago, ma posso dirti che le cose sono svoltate con la pinza giusta -
Purtroppo x i supporti non c'e' la ricetta. Bisogna fare delle prove. Io mi sono disegnato 2 bridge uno a campata dritta e l'altro ad arco. Da li, partendo dai settaggi di default, ho cominciato a sperimentare fino a che nn ho trovato la combinazione che reputavo migliore x me principalmente i parametri a cui prestare attenzione sono: - distanza tra supporto e parete del pezzo e distanza tra top layer del supporto e del pezzo - la quantita' di toplayer del supporto (non meno di 3 - flusso toplayer supporto (maggiore e' puo' la superficie del pezzo e' liscia ma piu' difficile da staccare) - matrice del toplayer supporto (concentrico, lineare, .....)
-
Compilare Marlin alcune domande per Ender 5 s1
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
Io ho trovato questo tutorial di Creality, ci hai gia' guardato? spiega come fare upgrade fi fw e dello schermo -
Cavo Can Bus, dove recuperarlo o costruirlo
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Bhe li sono diventato bravino, dopo aver realizzato e montato le componenti del progetto mercury One.1 mi sono dovuto ricrimpare una tonnellata di cavi tra motori e ventole 🙂 -
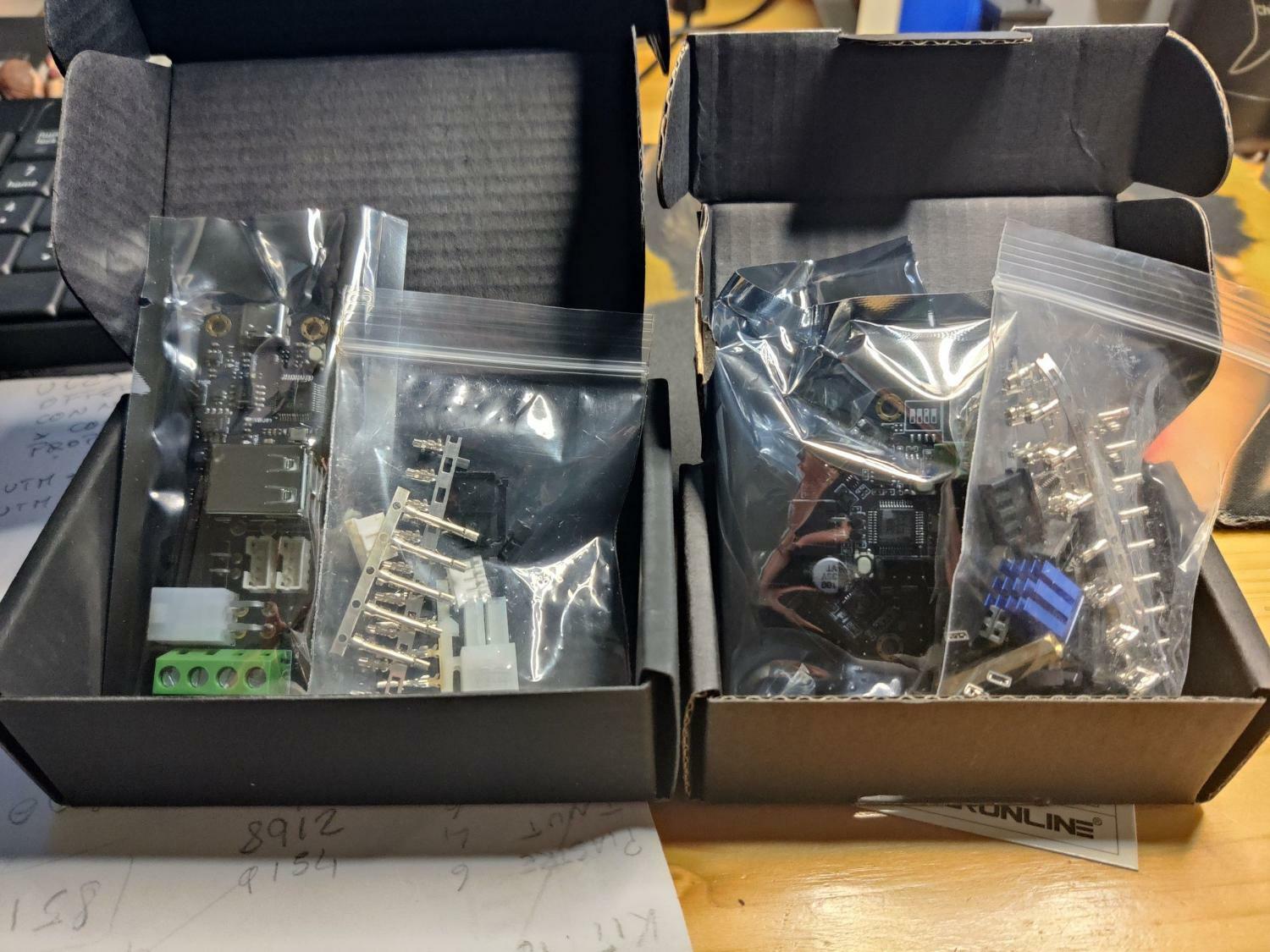
Cavo Can Bus, dove recuperarlo o costruirlo
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Oggi mi sono arrivate le schede e devo dire tanta roba, mi hanno "risolto" un'altra menata che e' individuare e recuperare i vari connettori Assieme alle schede ci sono anche quelli 🙂 Per il cavo, ho recuperato le specifiche della sezione dei cavi da qui cosi appena recupero le altre componenti posso costruirmelo
-
Ender 3 - problemi di stampa PLA con un solo filamento
dnasini ha risposto a bigio87 nella discussione Problemi generici o di qualità di stampa
Se il problema e' legato al Filamento, potrebbe essersi inumidito e quindi necessita di essere asciugato. Una prova al volo che puoi fare e' alzare di 5C la temperatura di estrusione dei primi due layer e vedere se questo rende piu' fluido il filamento risolvendo il problema.