dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
e quale sarebbe questo sensore? non mi ricordo di averlo visto... Il sensore che ho comperato e questo Sensore di filamento Trianglelab Orbiter V2 V2.2 compatibile con stampante 3D estrusore Orbiter V1.5 V1.0 e orbiter V2.0 per DDE https://a.aliexpress.com/_EyHoLFx L'ho preso in bundle con l'orbiter v2 e si monta sopra l'estrusore -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Se siete interessati, ho appena terminato la configurazione in Klipper dell'Orbiter filament Sensor con annessa macro per il tasto di unload filament. Le funzioni implementate sono: - Load automatico filamento all'inserimento - Unload filamento premendo il tasto unload sul sensore - Cambio filamento (runout filament) Per quest'ultima, ho dovuto modificare la macro in dotazione perche', vai a sapere tu il motivo, una volta finito di caricare il nuovo filamento, veniva spento l'hotend e quindi il resume rischiava di fallire Oltre a questo "fix" ho anche aggiunto un paio di variabili customizzabili per il preload del filamento, per il resto, le macro sono quelle fornite con il sensore Mi manca di testare il cambio filamento da slicer (cambio colore) che conto di fare domani, impegni permettendo -
Compilare Marlin alcune domande per Ender 5 s1
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
io dubbio e' lecito, ad ogni modo, se compili la versione di Marlin che hai attualmente come fw stock, non dovresti dover "modificare" il fw dell'LCD. Come primo passo puo' avere senso, poi, quando avrai preso piu' confidenza, puoi pensare di compilare ed installare una versione successiva. Io per la mia CR20 ho fatto cosi', mi sono ricompilato la versione stock (una 1.1.9) e sapendo che quella ricompilata da me funzionava, ho provato la 2.0 sapento che il piano di rollback l'avevo 🙂 -
Compilare Marlin alcune domande per Ender 5 s1
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
allora, Marlin e' un linguaggio interpretato, il che significa che viene letto riga x riga. Nella stragrande maggioranza delle volte, se correggi l'errore in cima, i successisi tendono a sparire. Concentrati sulle linee rosse (errori) e lascia x ultime le linee gialle (warning) come hai fatto (che e' il modo a mio avviso migliore) solitamente gli errori nascono da path non trovati non da problemi sui settaggi. Controlla quindi le prime linee rosse e cerca di correggerle, il resto dovrebbe, tendenzialmente, andare bene -
Io farei in questo modo: - Collegati alla stampante (via pc, octoprint o altro) e lancia il comando M503 per vedere le impostazioni stampante. Segnati il valore impostato dello Z Offset. Ricalibra lo Z Offset, salvalo e riesegui il comando per verificare se e' stato correttamente salvato. Se ti ritorna il valore, spegni la stampante, riaccendila e riverica com M503 che venga mantenuto. - Se il valore viene mantenuto passa oltre, altrimenti devi capire come mai nn ti mantiene il valore impostato. In questo caso, segnati tutti i valori del comando M503 per sicurezza, fai un reset della eeprom, reimposta i parametri come da comando precedentemente salvato, salva il tutto com M500 e riparti dal punto precedente. - Se tutto e' come impostato, passerei a fare una prova di stampa. Se lo Z offset ti risulta "modificato", passerei ad analizzare in primis lo start gcode dello slider se non presenta qualche impostazione predefinita dello Z offset e se nn trovi nulla, utilizzerei un altro slicer (profilo standard) per capire se sia o meno lo slicer che usi ad introdurre qualche modifica o se la cosa vada ricercata altrove A seconda dei risultati, si agisce di conseguenza
-
Compilare Marlin alcune domande per Ender 5 s1
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
Se tutto va come deve si, devi procurarti il compilato della tua attuale release e flashiarlo. Tieni presente che ogni operazione di questo tipo comporta comunque dei rischi. Tra questi c'e' il Brick della scheda (scheda bloccata che nn risponde) che puo' avvenire per diverse cause tra cui, interruzione di un caricamento o configurazione errata dei parametri. Non e' una cosa che accade di frequente ad ogni modo nn e' impossibile. Detto questo, se ti sei documentato bene prima di fare questa operazione e se non hai impostato parametri di sistema ad-minkiam, il processo e' piuttosto veloce e senza conseguenze -
I "pin/step gpio pin" da dove si tirano fuori?
dnasini ha risposto a Anfove nella discussione Hardware e componenti
Il "dove" recuperarli dipende fortemente dalla scheda che hai. Ad esempio, per le schede BTT, vau sul loro sito in github e trovi tutta la documentazione sulle dimensioni e il pin out delle schede. Io ho due Creality e per quelle ho fatto affidamento sui file di configurazione perche' di documentazione ufficiale nn ne ho mai trovata :(. Poco male nel senso che le ho sostituite quasi subito con altre schede ma questo e' quanto -
Compilare Marlin alcune domande per Ender 5 s1
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
Devi usare VisualStudio Code non Arduino IDE. Poi devi anche mettere il nome giusto di default_envs in platformio.ini Eventualmente se ci sono file per il display. Cercati due video su youtube di Dazero "Come Installare Marlin 2 su Qualsiasi Stampante ( o quasi )" che ti spiegano passo passo cosa devi recuperare e come configurare i file Per capire se il tuo ambiente di compilazione e' pronto, una volta che hai spostato i file di configurazione sotto la cartella Marlin, prova a compilarli utilizzando i parametri di default. Se tutto va come deve, puoi cominciare a customizzarli. Per impostare i parametri che hai nella stampante ora, collegato alla stampante via usb dal PC e lancia il comando M503. Salvati l'output e utilizza quei parametri come valori nel fw che andrai a configurare -
Consigli x Stampare con nozzle Stainless Steel
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Giusto per completezza, alla fine ho portato a casa il risultato "barando" leggermente. Ho utilizzato la CR20 ricompilando Marlin per poter aumentare le temperature e sono riuscito a stampare (in camera chiusa) con questi parametri Nozzle Acciaio Inox 0.4mm Piatto a 100C Hotend a 290C per i primi due layer e poi a 280C Velocita' 50mm/s Camera chiusa -
Come compilare una Marlin Bugfix?
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Mannaggia la pupazzaaaaaaaaa!!!!!!!!!!!!!!!!!!!!!!!! ce l'ho fatta ma e' stata una lotta infinita!!!!!! Morale della favola, ho disinstallato Tutti i plugin di visual studio e visual studio. Ho rinominato la cartella C:\Users\Administrator\.platformio e ho reinstallato tutto da capo. Ho poi scarica la bugfix, copiato i miei file config.h e config _adv.h, impostato l'env di default in platformio.ini (credo sia superfluo ma nn si sa mai) e ricompilato il tutto. A parte un paio di errorini cosmetici prontamente sisntemati e' andato tutto liscio Morale della favola, adesso ho il mio bel fw con bugfix che mettero' sulla CR20, appena l'altra sara' in grado di stampare in modo accettabile, migro anche la CR20 a Klipper e mi dimentichero' di questo supplizio!!!!!!! -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
io le ho comperate entrambe EBB36 e U2C, quell oche mi manca e' capire come realizzare il cavo in modo accettabile funzionalmente ed esteticamente -
Come compilare una Marlin Bugfix?
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
@eaman l'ho postato completo nel post sopra... l'errore e' lo stesso PS D:\Documents\3D Printing\00-Stampante e Kit\CR-20 Pro\Marlin-2.1.2.1 - CR-20 Pro bugfix> platformio run --silent -e STM32G0B1RE_btt Tool Manager: Installing platformio/framework-arduinoststm32 @ ~4.20600.231001 Unpacking [####################################] 100% Tool Manager: Warning! Package Mirror: [('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\boards_entry.txt', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\boards_entry.txt', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\boards_entry.txt'"), ('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\generic_clock.c', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\generic_clock.c', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\generic_clock.c'"), ('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\PeripheralPins.c', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\PeripheralPins.c', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\PeripheralPins.c'"), ('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\variant_generic.cpp', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\variant_generic.cpp', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\variant_generic.cpp'"), ('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\variant_generic.h', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\variant_generic.h', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\variant_generic.h'")] -
Cavo Can Bus, dove recuperarlo o costruirlo
dnasini ha risposto a dnasini nella discussione Hardware e componenti
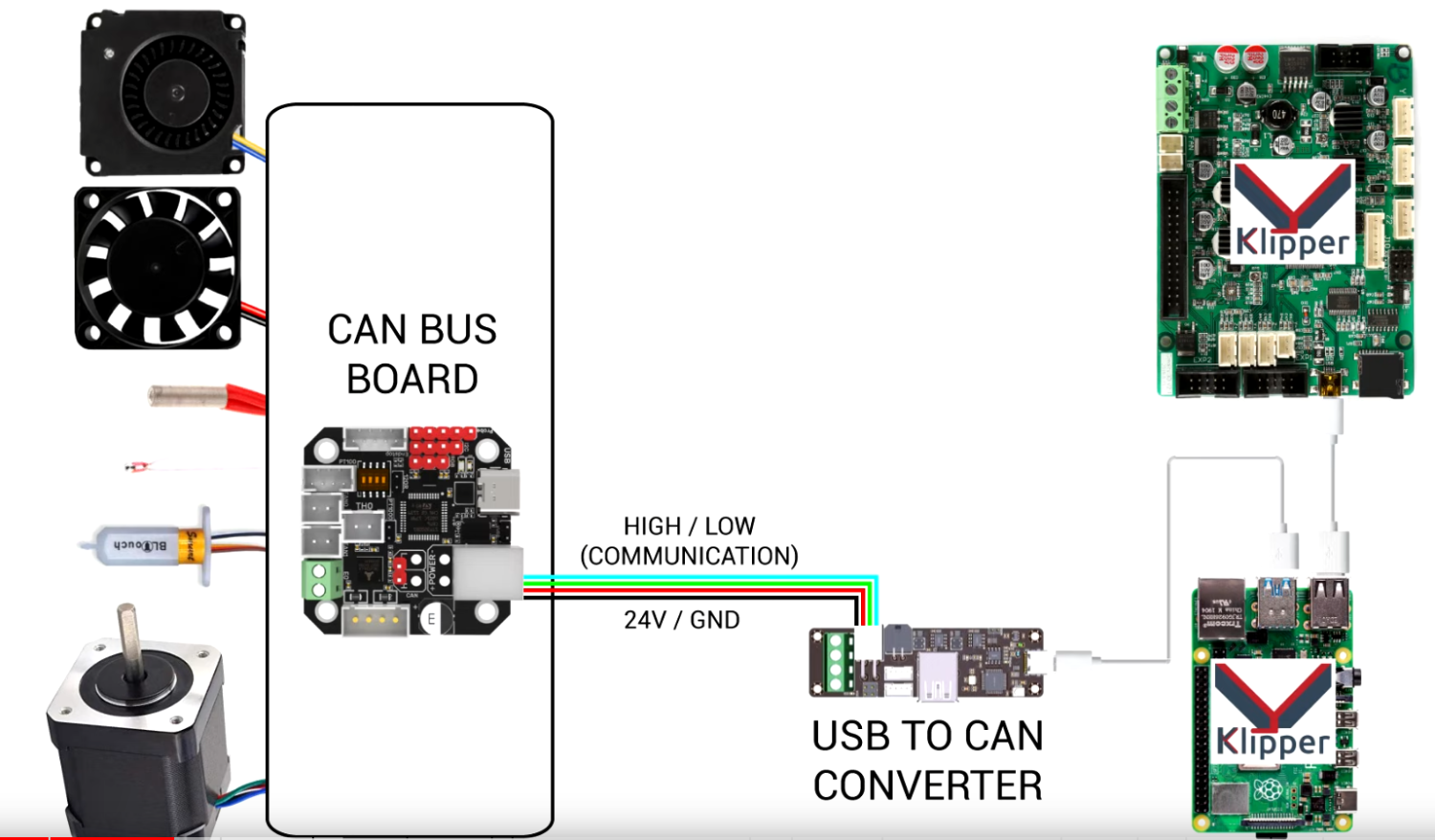
ehhh aspetta un attimo che faccio venire la scimmia anche a te.... Invece di avere una matassa di cavi che dalla MB vanno al toolhead, ne fai passare solo 4 (di fili) e remotizzi l'intelligenza della MB su una scheda attaccata al toolhead. Realizzi in soldoni questo le componenti sul toolhead (bltouch, termistore, ventole,....) sono collegate alla scheda Can Bus che a sua volta e' collegata alla USB2CAN con soli 4 cavi (2 x alimentazione e 2 x la segnalazione). A sua volta, la scheda U2C e' collegata via USB al Raspberry. Klipper avra' quindi la connessione alla MCU della MB per piatto e motori degli assi e alla MCU della scheda CAN BUS per gli altri terminali. I vantaggi che vedo sono principalmente 2 1) la sostituzione/manutenzione delle componenti lato toolhead nn richiede di ricablare parti fino alla MB 2) la connessione tra MB e toolhead e' ridotta a 4 fili piu' facili da gestire da qui la costruzione?recupero del cavo. L'alimentazione e' facile, due cavi rosso/nero della sezione corretta ed e' finita. La menata sono i due cavi di segnalazione Can_Low e Can_High che non devono essere di chissa quale sezione ma devono essere twistati (intrecciati) per limitare le interferenze. Ora, sul tubo ho trovato uno che li twista con il trapano ma mi sembra una soluzione piuttosto casereccia e la lascerei come ultima spiaggi. Se trovassi invece una cavo gia' pronto e solo da attestare nn sarebbe male. Per il momento ne ho trovato uno in danimarca ma per un metro di cavo vuole 10 euri mannaggia a loro, quindi se trovassi una guida per "realizzarlo" nn sarebbe male in un altro video un tizio ha usato si un cavo RJ45 usando una coppia per Can_High e Can_Low mentre le altre due coppie le ha usate una per i +24V e l'altra coppia per GND ma sono troppo a diguno di elettronica per capire se le sezioni unite di una coppia di cavi ethernet sono adeguiti per la corrente che deve attraversarli, l'omino sostiene che dovrebbe essere adeguato..... il cavo le realizza dal minuto 3:30
-
Resume print
dnasini ha risposto a EugenioCap nella discussione Software di slicing, firmware e GCode
guarda se dal menu' dell'LCD puoi accedere alla configurazione emettere in off la funzione Resume Print -
Come compilare una Marlin Bugfix?
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Nessuna notifica di aggiornamento..... Appena carico la cartella con dentro Marlin with bugfix e vado nel menu PlatformIO, seleziono il processore e rimane nello stato Loding Task all'infinito e da li nn si schioda..... Se faccio ripartire la baracca ed entro nella schermata Auto Build Marlin e premo Build questo e' quello che accade (all'infinito) Fa unpacking di qualcosa, restituisce il warning, e ricomincia con unpacking
-
Come compilare una Marlin Bugfix?
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
immagino, ma l'ultima volta ha fatto lui tutto in automatico, adesso nn ho idea di che cosa deve aggiornare -
Come compilare una Marlin Bugfix?
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
niente da fare, ho scaricato la Marlin 2.1.2.1 with bug fixes ma se provo a premere il tasto Build dalla pagina Auto Build Marlin ottengo questo output che si ripete all'infinito PS D:\Documents\3D Printing\00-Stampante e Kit\CR-20 Pro\Marlin-2.1.2.1 - CR-20 Pro bugfix> platformio run --silent -e STM32G0B1RE_btt Tool Manager: Installing platformio/framework-arduinoststm32 @ ~4.20600.231001 Unpacking [####################################] 100% Tool Manager: Warning! Package Mirror: [('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\boards_entry.txt', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\boards_entry.txt', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\boards_entry.txt'"), ('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\generic_clock.c', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\generic_clock.c', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\generic_clock.c'"), ('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\PeripheralPins.c', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\PeripheralPins.c', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\PeripheralPins.c'"), ('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\variant_generic.cpp', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\variant_generic.cpp', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\variant_generic.cpp'"), ('C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\variant_generic.h', 'C:\\Users\\Administrator\\.platformio\\packages\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\variants\\STM32MP1xx\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\variant_generic.h', "[Errno 2] No such file or directory: 'C:\\\\Users\\\\Administrator\\\\.platformio\\\\packages\\\\framework-arduinoststm32@src-06b9d2668dcd05a92820ac50e10b17c7\\\\variants\\\\STM32MP1xx\\\\MP133AA(E-F-G)_MP133CA(E-F-G)_MP133DA(E-F-G)_MP133FA(E-F-G)_MP135AA(E-F-G)_MP135CA(E-F-G)_MP135DA(E-F-G)_MP135FA(E-F-G)\\\\variant_generic.h'")] Tool Manager: Looking for another mirror... Unpacking [####################################] 100% Tool Manager: Warning! Package Mirror: [('C:\\Users\\Administrator\\.platformio\\p -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
@Cubo ma x il tuo progetto hai per caso valutato anche l'uso del can bus? io ci sto facendo uno studio per la mia Ender 5 Plus trasformata in CoreXY e l'idea mi stuzzica molto. Mi manca ancora da capire come recuperare/realizzare il cavo e relativi connettori ma il progetto sembra promettente -
Come compilare una Marlin Bugfix?
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
😄 ero sicuro di aver pestato la 💩.... ho scaricato la snapshot 😞 questa sera scarico Marlin 2.1.2.1 with bug fixes... e' che l'emozione era tanta che non sono sceso fino a fondo pagina.... -
Non riesco a cambiare i valori di Jerk
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
mmmm nn mi e' chiaro il nesso con il fatto che hai messo i menu' in italiano (da qui la mia osservazione che ti complichi la vita) ma mi adeguo 🙂 -
Non riesco a cambiare i valori di Jerk
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
Perche' dovete complicarvi la vita con le localizzazioni dei menu? -
Miniatura resina bagnata
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
eccone uno tra tanti, solo per darti l'idea del prodotto. Io lo uso in anternativa alle bombolette ad aria compressa quando nn necessito troppa forza "soffiante". Rispetto alla bonboletta ad aria compressa e' i lsoffio di un asmatico, ad ogni modo il suo dovere lo fa e per il lavoro sulle stampe si difende bene -
Miniatura resina bagnata
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
Ciao, io non sono un luminare in materia e non temo di essere smentito. Anche io uso resine lavabili in acqua e faccio in questo modo: - inserisco la stampa in un contenitore ermetico (quelli da cucina x intenderci con tappo a chiusura ermetica) e lo agito delicatamente per togliere il grosso della resina - finito questo, immergo la stampa nella vasca del Mercury per il lavaggio definitivo - se h stampa ha diversi particolari, finito il lavaggio nel Mercury, con un pennello e acqua gli do una spazzolata delicata - utilizzo un soffiatore USB per togliere i residui sulle stampe dettagliate o direttamente un Phone per asciugare i residui - a stampa asciutta passa nella camera di cura e' un po' uno sbatti ma il risultato e' buono -
Come compilare una Marlin Bugfix?
dnasini ha pubblicato una discussione in Software di slicing, firmware e GCode
Saro' tarlucco ma ieri ci ho passato la sera senza concluder eun cavolo. Sulla mia CR20 ho ancora marlin in v2.1.2.1 Main ma sospetto che ci sia un bug sulle letture delle temperature. Quello chi mi succede e' che scaldando contemporaneamente piatto e hotend tutto funziona liscio alla prima stampa. Se questa termina o viene interrotta e riporto la stampante in temperatura (hotend e piatto) per la stampa successiva, spesso mi va in thermal runnaway, si blocca, spengo e riaccendo, riscaldo, etc.... e la cosa si ripete per piu' volte. Non credo sia un prob dei termistori perche' ogni tanto avviene sul bed, altre volte sull'hotend ed in piu', avevo lo stesso prob sulla E5P ma da quando sono passato a Klipper, mai piu' successo. Visto che devo modificare dei paramentri in Marlin, mi son detto, xche' nn installare la bugfix che magari risolvo anche questo prob? Cosi' ho scaricato la bugfix, ho sostituito i miei attuali Config.h e Config_adv.h nella cartella marlin di bigfix, ho aperto visual studio e gli ho fatot caricare la cartella bugfix. Dalla main windows gli ho fatto fare il build ma dopo 10 min era ancora li che millantava di aggiornare librerie. Ho quindi chiuso tutto, riaperto e gli ho detot di fare upload (sempre da schermata mail) e' partito scaricando e spacchettando qualcosa, per poi darmi un warning (giallo) su librerie non trovate, e' ripartito a scaricare e spacchettare ancora da un mirror site rimanendo in loop su questa operazione. Per scrupolo ho importato la vecchia cartella di marlin 2.1.2.1 e questa l'ha compilata senza problemi Che cosa sbaglio o mi dimentico di fare? -
Cavo Can Bus, dove recuperarlo o costruirlo
dnasini ha pubblicato una discussione in Hardware e componenti
La mia Ender 5 Plus e' come la fabbrica del duomo, finita una mod trovo subito qualche cosa d'altro che mi fa scattare il prurito 😩 A sto giro la vena si e' chiusa x il can bus, cosi' mi sono comperato il BTT EBB36 con l'unita' U2C. Mi sto documentando a riguardo ma l'unica parte dove sto trovando piu' difficolta' e' il cavo a 4 fili per collegarli. Dal lato "teorico" tutto e' chiaro, 2 fili twistati per Can_Low e Can_High e una coppia di fili x l'alimentazione. Morire che pero' trovo o il cavo gia' fatto o una guida accettabile per realizzarlo comprensiva di quali connettori utilizzare. Qualcuno sa dove reperire queste informazioni?