dnasini
-
Numero contenuti
4.514 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-
@Devil3D alla fine ieri ho ordinato, dall'olanda, il kit per la "porta frigo" x la mia Trident 250 🙂 Per qunato riguarda la rumorosita' dei motori, ho fatot qualche prova ma senza grosso successo, x il momento me li tengo cosi' visto che ho ancora da fare il fine tuning della macro x fare unload del filamento (la maledetta me lo deforma sempre alla fine e cosi' devo aprire l'estrusore ogni volta) e poi devo montare il sensore di filamento all'interno del CW2 (come da mod discussa qualche post fa)
-
Ho provato Autotune questa sera ma nn mi sembra abbia fatto molto a livello di "riduzione" del rumore dei driver. Possibile che abbia sbagliato a configurarlo ma dalla doc nn mi sembra ci sia molto da configurare...... Non mi sono ancora letto la documentazione di Shaketune che in effetti mi sembra piuttosto "articolato". dovrei capire come leggere ed interpretare i grafici generati, al momento ho utilizzato solo le funzionalita' di shaping di Klipper
-
mmm nn e' il costo o il lavoro di per se perche' mi conosco, se c'e' qualcosa da strusare x migliorare nn mi ci tiro indietro. La menata principale e' che adesso la vorrei "usare" e dover rimandare x "ottimizzarla" un pochino mi pesa. Diciamo che per il momento mi tengo il mio workaround e nel frattempo pianifico l'upgrade. Per la rumorosita' dei motori, sul discord di Voron mi hanno consigliato di provare il TMC autotune e lo shaketune. Il primo sembra implementabile velocemente quindi magari lo provo gia' anche subito, l'altra soluzione nn l'ho ancora esplorata. Relativamente alle tempistiche dell'heatsock, forse i miei "5 min" sono risultati sufficienti xche' ho la Trident 250 quindi magari meno soggetta a dilatazioni rispetto alle versioni piu' grandi. Ad ogni modo, concordo che il piatto cosi' spesso richieda piu' tempo per uniformare la temperatura tra base e piatto
-
La config l'ho applicata simmetrica su entrambi con microstep a 32 Qui sono piuttosto garibaldino..... Mi ruga aspettare xchè con le altre stampanti nn l'ho mai fatto, quindi faccio scaldare il piatto e se attendo 5 Min sono tanti Nn stampo frequentemente ABS e, potendo, mi eviterei pannelli con l'isolamento. Ad ogni modo, posso prendere in considerazione anche questo nel caso, tu hai isolato tutto? Laterali e posteriore?
-
Ieri sono finalmente riusci a stampoare ABS con la Trident. Nonostante le ripetute calibrazioni dello Z offset, l'ugello mi rimaneva sempre troppo alto e il filamento non attaccava al piatto. Alla fine, ho dovuto impostare, per ABS, uno Z-Offset di -0.2 rispetto allo Z Offset calibrato e che funziona per PLA. A quanto pare, avendo il piatto in alluminio molto spesso, le dilatazioni dei materiali in camera chiusa portano a dover "adeguare" il valore impostato. Detto questo, ho stampato la parte dello stealthburner che alloggia il microswitch per il sensore di filamento. Durante la stampa, ho notato che i driver dei motori A e B fanno piuttosto casino, sono dei TMC5160 configurati in questo modo [tmc5160 stepper_y] cs_pin: PE11 spi_bus: spi4 interpolate: true run_current: 1.0 sense_resistor: 0.075 stealthchop_threshold: 0 ho provato a configurare stealthchop_threshold: 999999... ma in fase di mesh i motori hanno cominciato a "muoversi" a caso e ho dovuto fermare tutto. A questo punto pensavo di riconfigurare i motori per usare i due driver TMC2209 che ho ancora vuoti, secondo voi ci sono delle controindicazioni nel farlo?
-

sostituzione mainboard per BLTouch su Tronxy X5S?
dnasini ha risposto a I3D&MLab nella discussione Nuove idee e progetti
bhe se i poli sono invertiti ti domandi come mai nn funziona? 🙂 Semplicemente stacca il connettore bianco da Fan0, con un oggetto appuntito, fai uscire i pin dei cavi dal connettore JST e reinseriscili nell'ordine corretto. Prima di reinserili, con un alama affilata o similare, risolleva la linguetta dei due pin, altrimenti reinserendoli nn si incastrano all'interno del JST -
Staccare gli inserti su pezzi da buttare
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
ecco.... @eaman sa sempre come darmi l'incentivo giusto x scialacquare altri danari..... 😩 fino ad ora nn avevo un grosso incentivo a comperare il tool perche' non trovavo le viti in rame oltre a quelle in dotazione.... adesso nn ho piu' molte scuse 😭 -
Staccare gli inserti su pezzi da buttare
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
concordo, la maggioranza dei casi e' quella, ed in questo caso, tutto e' lecito per recuperare l'inserto 🤣 io, cmq, rimango sempre affascinato dall'idea di avere l'attrezzo giusto per quello specifico lavoro, indipendentemente dalla finalita'.... accumulare attrezzi per me e' come avere un faticcio 😄 Per il momento resisto alla tentazione, ma nn posso garantire per il futuro... Il mio nonno che e' scampato a 2 guerre mondiali e ci ha salutato a 104 anni, diceva sempre "...metti da parte che prima o poi puo' sempre servire...". E' vero che detta cosi' sembra il motto di un accumulatore seriale, ma se applicata con parsimonia, questa regola puo' risolverti qualche bella rogna. -
Staccare gli inserti su pezzi da buttare
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Mi riferivo al pezzo in cui e' inserito l'inserto, nn all'inserto 😋 Quelle poche volte che ho recuperato i miei inserti, il pezzo era a perdere, quindi sono andato di pinza, tronchese e cacciavite, ma se il pezzo lo vuoi recuperare e' tutta un'altra cosa -
Orca stampare profili
dnasini ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
In Orca, dal menu' alla dx di File, se selezioni Help e poi Show Configuration Folder, trovi i file testo dei vari profili sotto user/default in formato json. Tieni conto che se il profilo lo hai creato da 0 tu, li dovresti trovare la config completa, se lo hai "derivato" da un profile preconfezionato cambiano solo alcuni parametri, nella dir user/default trovi solo le tue customizzazioni, mentre il resto del profilo lo trovi sotto system/<produttore filamento> -
quelle in teoria le ho gia'.... devo solo capire come combinarle al meglio 🙂
-
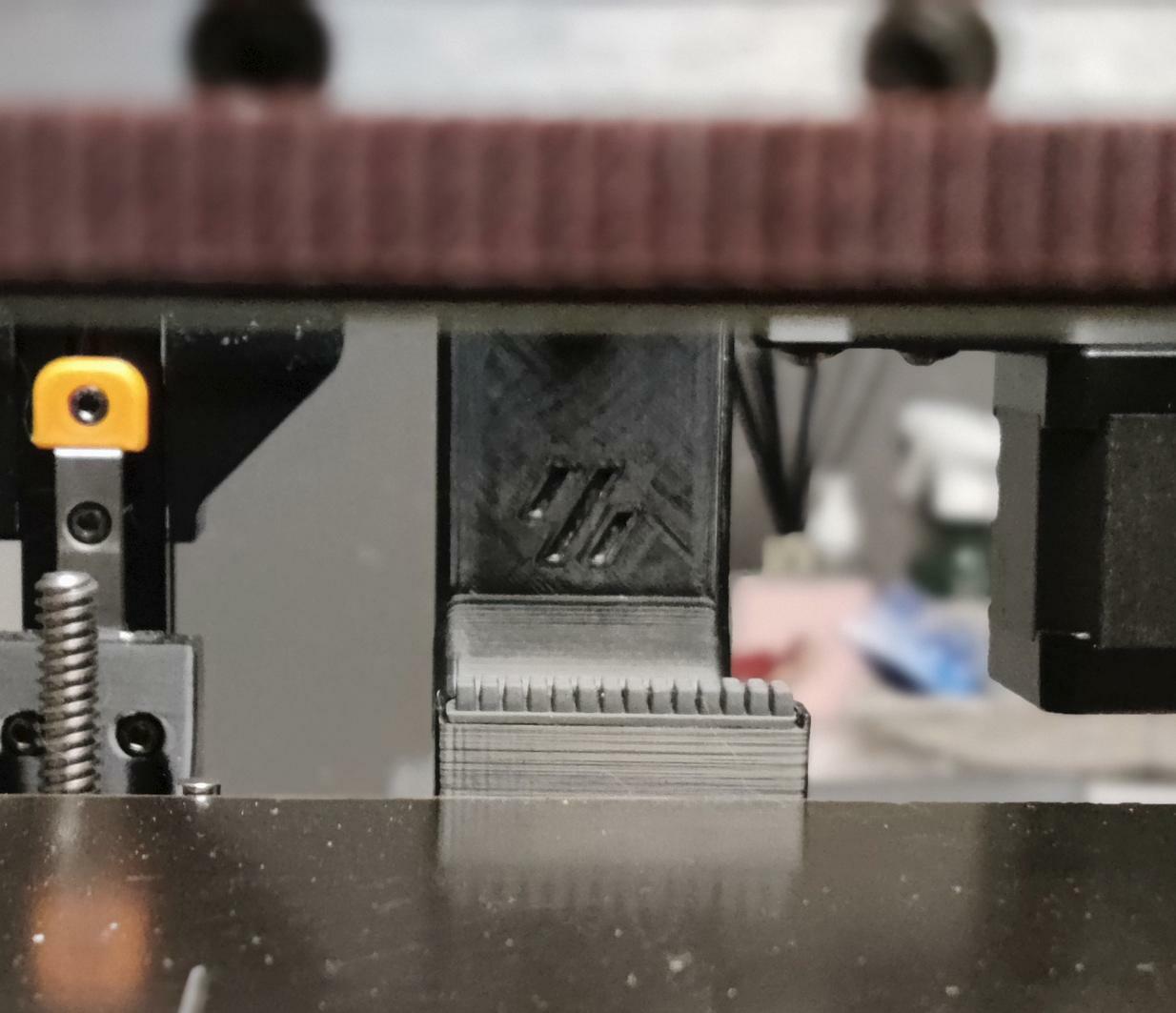
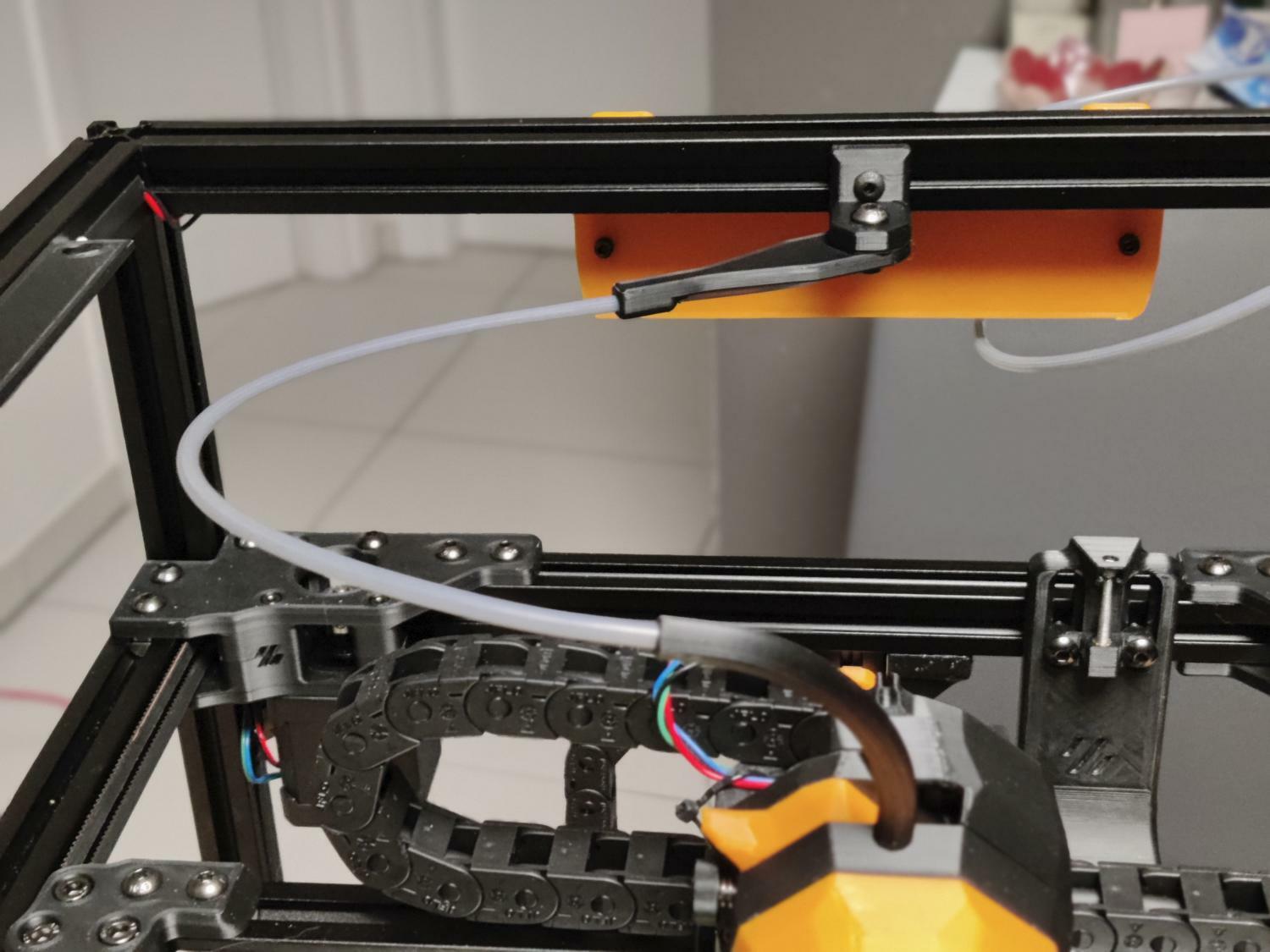
Nel frattempo oggi mi sono portato avanti verso il debutto ufficiale per le stampe serie. Nell'ordine ho Sostituito la spazzola metallica con quella in silicone Ho installato e cablato il filtro Nevermore V6 leggermente customizzato nella parte superiore del serbatoio (ho inserito una retina ulteriore x evetare che i carboni attivi finiscano nelle ventole e sostituito l'apertura Jalousie con un piu' banale coperchio). Nel montaggio finale, poi, mi sono accorto che una delle 2 meta' (quella piu' rognosa da sostituire 🤬) mi ha warpato un po' in stampa quindi non chiude correttamente con l'altra meta'..... piu' avanti la ristampero', tanto ho gia' in cantiere una modifica 😋 Ultima, ma non meno importante, la guida per il tubo PTFE. Non so se sia effetivamente necessario o meno, ma leggendo in giro, alcuni utenti lamentavano lo sballonzolare del tubo durante le stampe che poteva andare ad impigliarsi da qualche parte. Onestamente nn ne ho idea, ma mi piaceva il design e l'ho montato 🙂 Se riesco, domani passo ai pannelli cosi' da completare il tutto e poter cominciare a stampare ABS

-
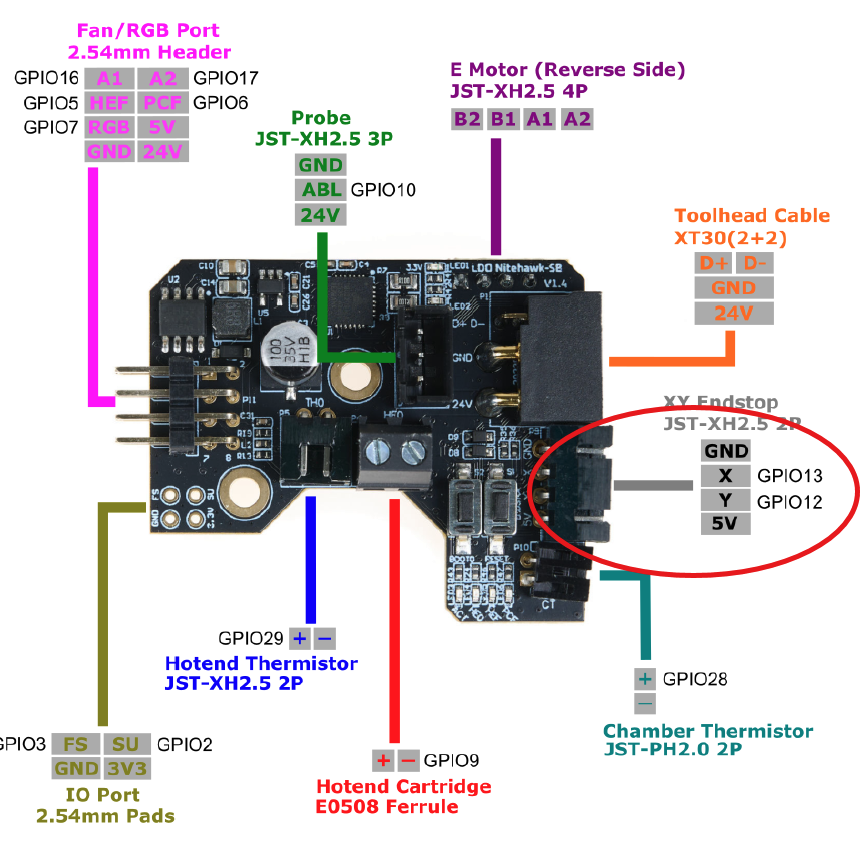
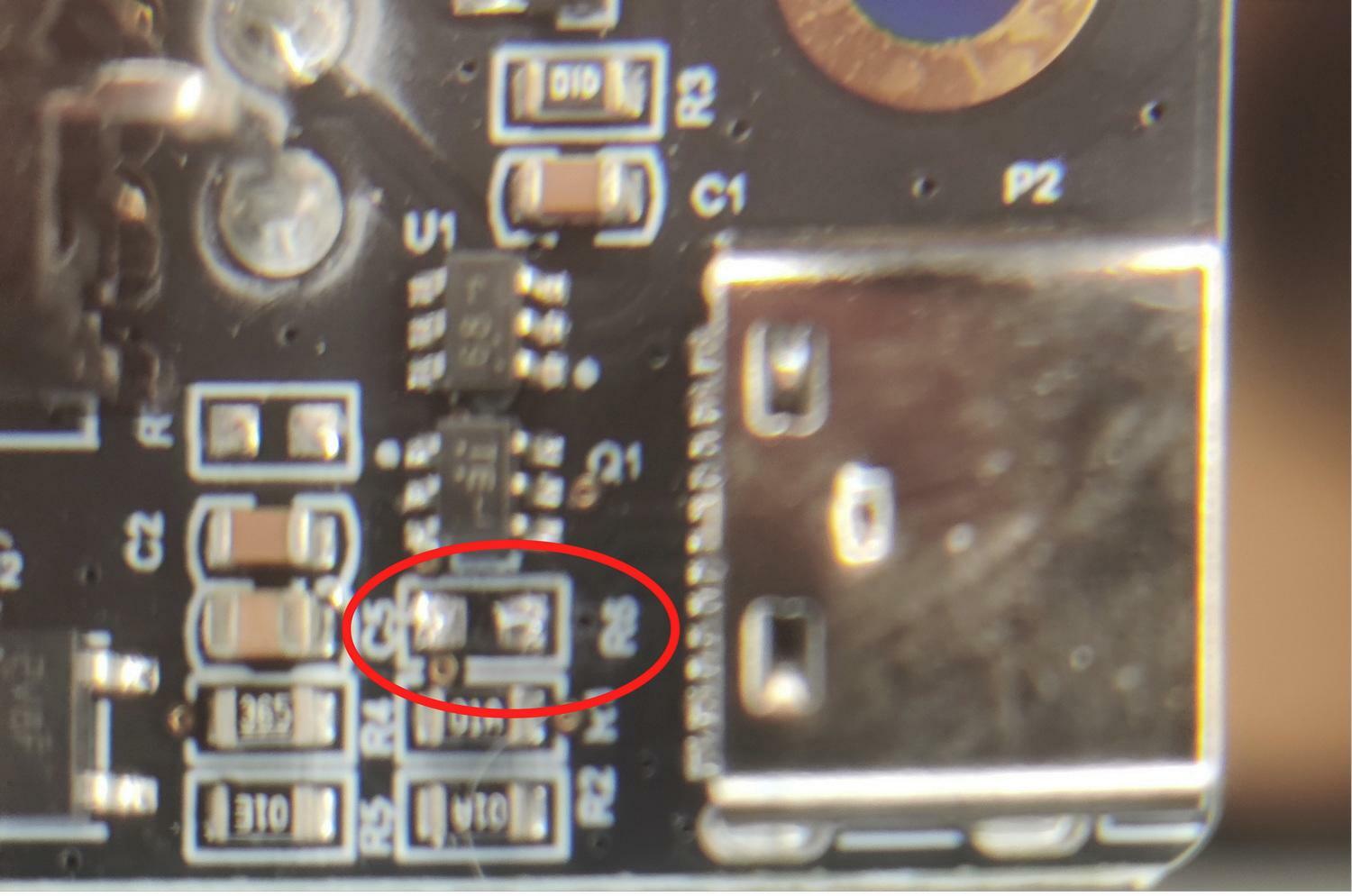
Grazie per la dritta, ho gia' scaricato i cad, la misuro e la confronto con la versione che ho stampato gia'. Relativamente ai collegamenti, lo switch lo tratti come un endstop a livello logico? immagino necessiti di un pin come segnale e GND, io al momento ho questa PBC sulla toolhead e volevo usare il connettore cerchiato come sensore di filamento, a tuo avviso puo' funzionare?
-
Staccare gli inserti su pezzi da buttare
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Stiamo dicendo la stessa cosa, il punto e': per raggiungere il risultato, ci sono più metodi, se nn ti interessa che fine farà il pezzo, qualsiasi cosa va bene, se invece vuoi riutilizzarlo, il metodo "casalingo" rischia di rovinarlo. Poi, che quel tool sia sovraprezzato (e nn del tutto completo) e piuttosto evidente. -
... devo aggiungere questo alla lista di cui sopra.....
-
Staccare gli inserti su pezzi da buttare
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Ni, il problema principale e' la conducibilita' termica. Le viti solitamente sono in acciaio che nn ha un'ottima condicibilita'. Vero che se e' un'operazione saltuaria si gestisce, il kit fornisce testa e viti in rame ma nn viene via a buon mercato -
ho appena varcato quel tunnel........ nn piu' tardi di questa mattina mi e' stata consegnata una micro telecamera da montare sul frame frontale..... Quella che ho attualmente risulta troppo ingombrante 😕 oltre a quella, in cantiere ho gia' - filtro Nevermore V6 versione solo a carboni attivi e a breve aggiungero' la mod x ospitare anche il filtro HEPA - Smart filament sensor BTT (in attesa di trovare una soluzione un po' piu' smart)
-
Staccare gli inserti su pezzi da buttare
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
https://www.3djake.ch/it-CH/cnc-kitchen/utensile-per-la-rimozione-di-inserti-filettati-m2-m25-e-m3?sai=35053 -
Seee ci manca solo quello.... la sudata di oggi pomeriggio ed i tremori tipo parkinson mi son piu' che bastati. Grazie x il link, interessante, in effetti con saldatore a punta fine oggi ci sono riuscito, all'inizio ho montato un punta piatta ma nn c'era verso di farlo staccare, con il punta fine effettivamente nn ci ho messo molto
-
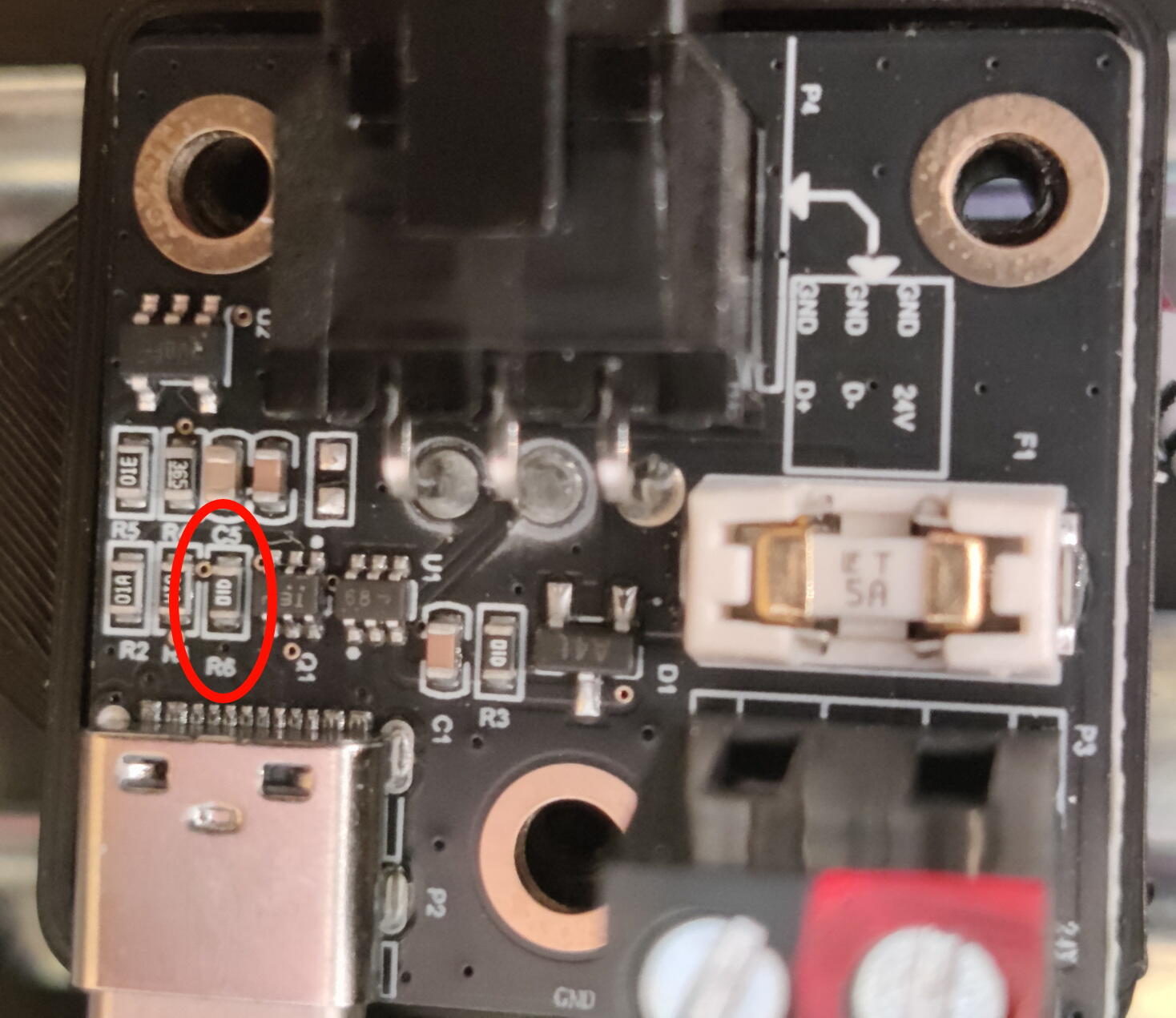
Alla fine, aperto il ticket sia verso LDO che verso 3DJake per il problema relativo all'impossibilita' di fare save & restart di Klipper, entrambi mi hanno risposto che nn ci sono cazzi, la resistenza R6 va dissaldata se si vuole risolvere il problema 😞 Devo dire, ad onor del vero, che entrambi ci hanno tenuto a ribadire fin da subito che se durante l'operazione la schedina dovesse andare a putt.... ehm, dovesse guastarsi, avrebbero provveduto subito a spedire una scheda in sostituzione Vabbe', per farla breve, oggi e' stato il grande giorno, ci ho messo quasi 30 min per prepararmi sia psicologicamente che materialmente con tutto quello che mi serviva. Ho inforcato gli occhialoni con le lenti di ingrandimento e... porca la miseria, mi sono reso conto che sti cavolo di componenti sono piccolissimi 😦 Ho dovuto mettere due lenti in serie per poter vedere sta cavolo di resistenza e cmq lo spazio di lavoro e' microscopico.... Tra mano tremolante, vampate di calore ingiustificate e lacrime di disperazione trattenute, sono riuscito a passare da questa situazione a quest'altra Ora, la foto non rende perche' la fotocamera del cellulare ha i suoi limiti a mettere a fuoco dettagli cosi' piccoli (foto fatta attraverso una lente di ingrandimento, altrimenti ciaone, tutto fuori fuoco), ma con la lente di ingrandimento sono riuscito a verificare di non aver sbavato stagno in giro per la PCB. Mannaggia anche al cinesino del video che mi ha girato LDO con le istruzioni per dissaldare la resistenza. Sto maledetto impiega tra i 5 ed i 10 sec per dissaldare in modo pulito sta resistenza...... io ci ho impiegato 20min buoni e sono ancora agitato adesso. Ad ogni modo, rimontato tutto, dato corrente con una mano sull'interruttore e l'altra rigorosamente in tasca, no Holy Smoke ed e' gia' tanta roba; sono entrato nel printer.cfg, fatto una micro modifica, Save&Restart e dopo 10 sec che mi sono sembrati un'eternita', e' riapparsa fulgida e bella come il sole la console di Fluidd 😅 Ora devo rilassarmi un pochino, faro' un giro su Ali e mi consolero' acquistando paccottiglia che nn mi serve..... ho bisogno di auto-gratificarmi 😄
-
Sistemando gli "avanzi" del Kit LDO, mi capitato in mano un sacchettino che riportava la dicitura "Nevermore V5 Kit" contenente due blower 5015, qualche inserto e qualche viterella.... Incuriosito, ho cercato un po' qua e la' e cosa ti ho trovato? https://github.com/nevermore3d/Nevermore_Micro/tree/master Dall'uscita del Kit, siamo gia' alla V6 che ora intendo realizzare 🤤 Inoltre ho trovato anche il modo per far si che il filtro si attivi solo quando stampo ASA e ABS ma non PLA, impostando direttamente i comandi sotto il profilo filamento in OrcaSlicer. Il modo piu' stiloso e' quello di usare le macro e le impostazioni di Exhaust Fan sotto Orca, ma visto che nn ho capito una fava di come funzionano le macro, per non fare casino adottero' la soluzione lepecosa, cioe' quella di impostare i comandi nello start ed end gcode del filamento.... in un secondo momento mi studiero' ste macro perche' di questa soluzione un po' mi vergogno :/
-
io sono contentissimo di questo estrusore (ho ben 2 orbiter v2.0) e mi trovo molto bene. Mi piace soprattutto il fatto che puoi montare il sensore di filamento direttamente all'imboccatura dell'estrusore cosi' da avere il minor spreco di filamento possibile. E' altresi' vero che @eaman ha ragione, questi estrusori costano e se nn hai modo di sfruttarli "valgono" quanto il dual gear BMG Clone che ti costa 1/4 (anche di quelli ne ho 2 e mi sono trovato molto bene 🙂 ). Ma sai com'e', io sono un emozionale e mi sono lasciato ingolosire dal design accattivante e dalle supercazzole di marketing 😋
-
BTT TFT24 v1.1 in Marlin Mode su SKR 1.4: schermo blu fisso
dnasini ha risposto a michele.siracusa nella discussione Software di slicing, firmware e GCode
sono 2 le cose da verificare, il baudrate e idriver sulla stampante per poter vedere la USB come seriale -
Staccare gli inserti su pezzi da buttare
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Hai e modi: - spacchi il pezzo e recupero l'inserto - ti comperi il tool x estrarli Io ho sempre usato il primo metodo, poi ho scoperto il tool e a breve me lo compero. Se ti interessa, dovresti trovarlo su CNC kitchen o su 3djake -
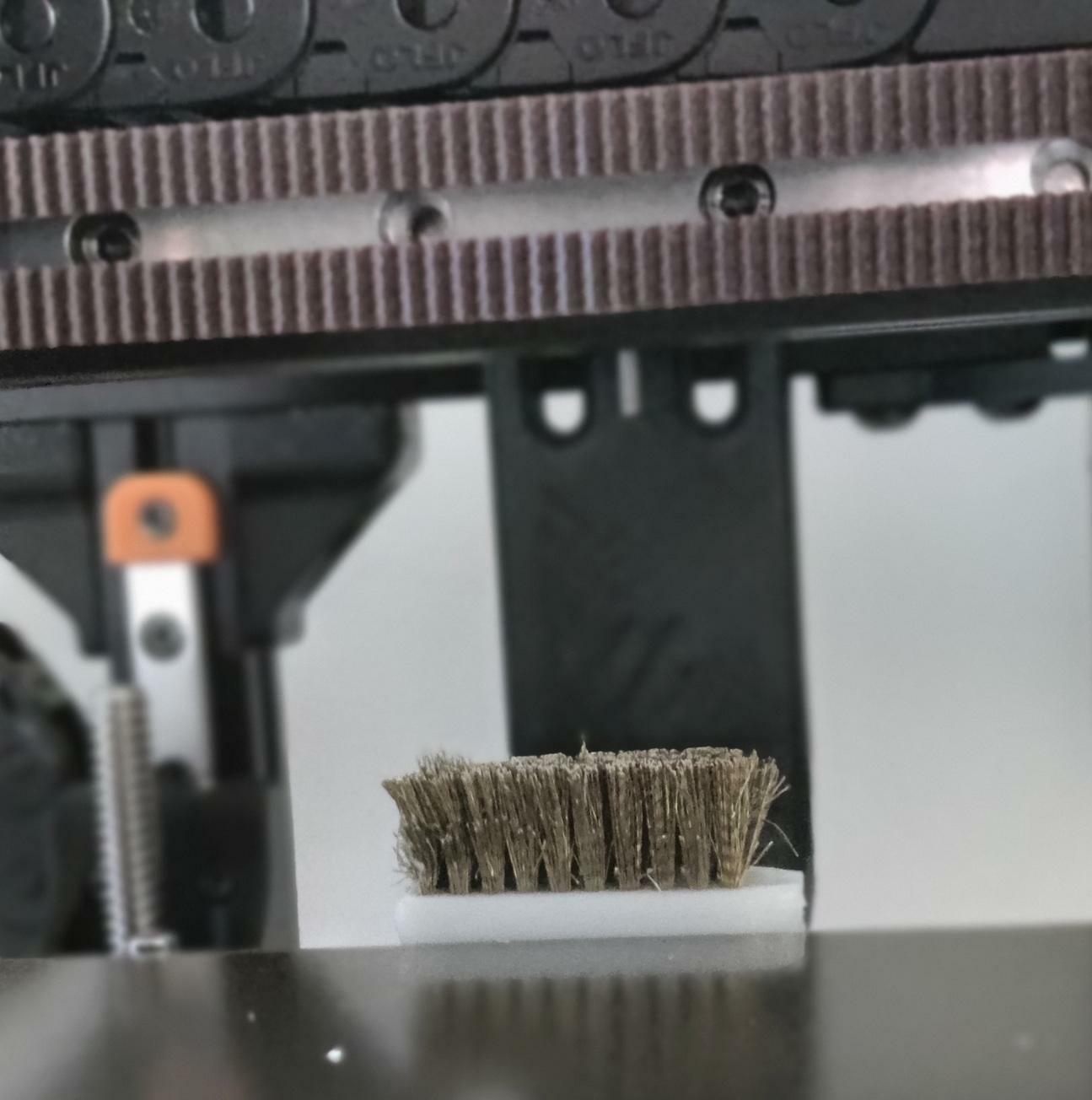
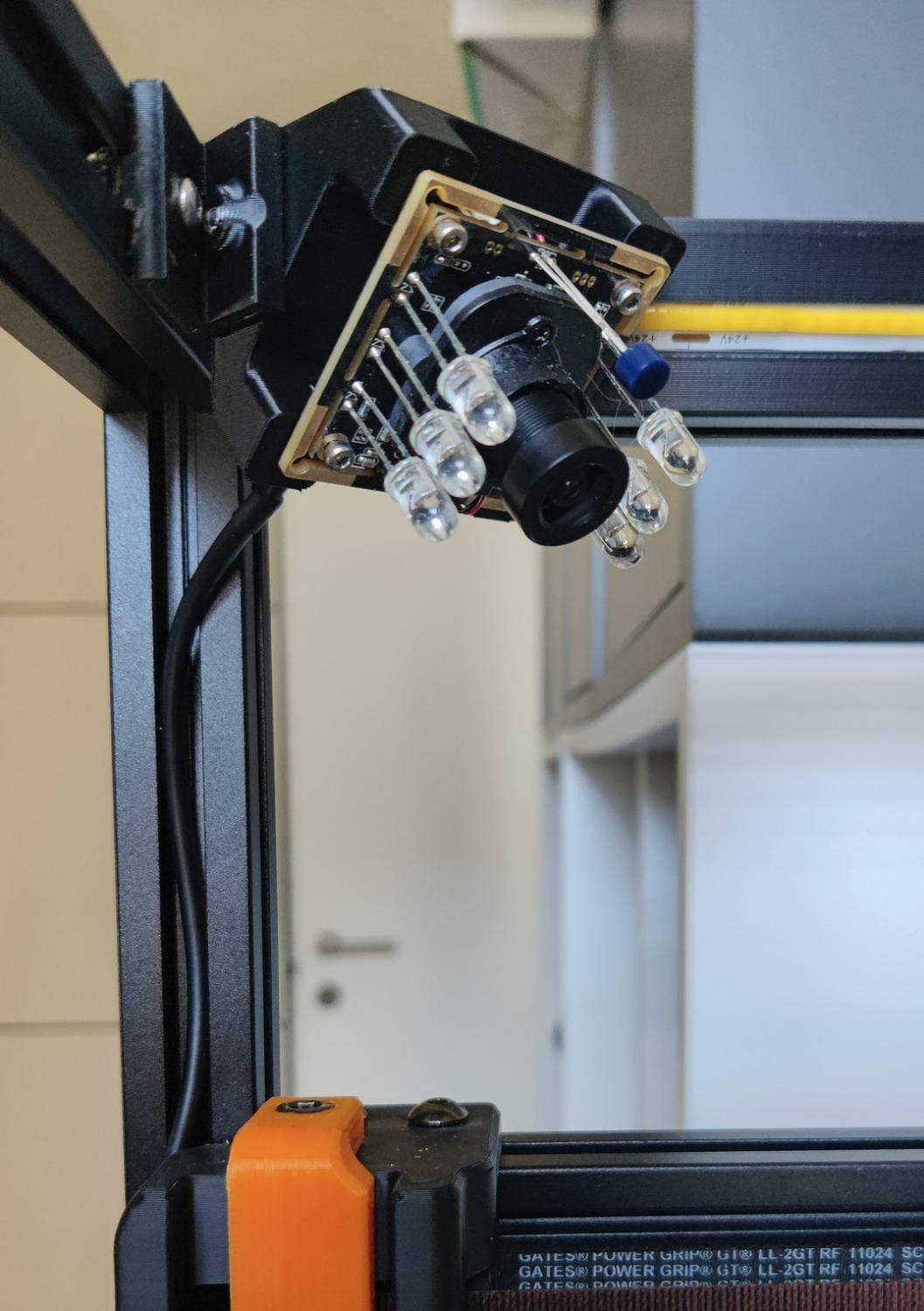
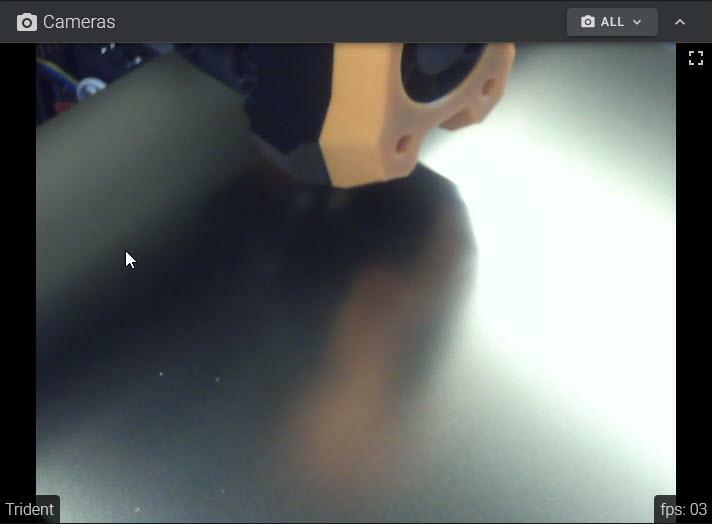
Un'altro passettino verso il setup finale: - Aggiunta macro e hw relativo (v1) per la pulizia nozzle e l'homing di Z in serenita' - Aggiunta telecamera con funzionalita' IR Pulizia nozzle Ho aggiunto la testa di una spazzola per la pulizia manuale ad un supporto che ho trovato gia' fatto e riadattato per le mie esigenze. Siamo in versione 1.0 in quanto ho gia' intenzione di sostituire la spazzola in metallo con dei piu' stilosi pad in silicone (gia' ordinati), piu' discreti e che nn rischiano di rovinare il nozzle alla lunga Ad inizio stampa, lancio una macro gia' presente nel printer.cfg della Leviathan a cui ho aggiunto un doppio passaggio di pulizia per poi fare l'home di Z, livellamento piatto e nuovo home completo [gcode_macro G32] gcode: SAVE_GCODE_STATE NAME=STATE_G32 G90 M109 S180 #Set and wait Hotend temp to 180C G28 X Y #Just home X and Y Axis #Nozzle cleaning process G0 X170 G0 X220 G28 Z Z_TILT_ADJUST G28 ## Uncomment for 250mm build G0 X125 Y125 Z30 F3600 RESTORE_GCODE_STATE NAME=STATE_G32 Telecamera Nelle altre due stampanti, avevo tamto spazio da scialare e quindi l'installazione della telecamere era praticamente una bazzeccola.... In questo modello Voron, ho scoperto che tutto e' compattato, figata x l'ottimizzazione degli spazi, ma per l'aggiunta di componenti custom un vero challenge. alla fine, ispirato da una soluzione trovata su Printable, ho ridisegnato il supporto pubblicato per adattarlo alle mie esigenze e installara, anche in modo poco Stylish, la mia bella telecamera IR La resa non e' malvagia, anche se l'inquadratura e' troppo vicina come detto, lo spazio e' risicato dentro il telaio e metterla esterna x il momento nn mi piace. Dovendola usare solo x monitoring e nn per timelapse me la faccio andare bene 🙂