dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Problema Cr Touch
dnasini ha risposto a Tornado78 nella discussione Problemi generici o di qualità di stampa
mmm che "comandi" per il CR touch dovresti aggiungere? -
Se avete segnato tutto e rimontato nello stesso modo, immagino tu abbi ricontrollato tutto il cablaggio allora. Per il fw hai poco da fare, devi ricompilartelo da 0 per poter fare delle modifiche. Questo non vale per i parametri configurabili che vengono salvati in eeprom
-
mmmm Se ho inteso bene, allora, la tua macchina e' configurate con Z1 sul connettore Z della MB e Z2 sul connettore E1 della MB, corretto? Se e' cosi', ti ritrovi con i due motori di Z comandati da due Driver differenti (Z e E1) ma quando avete aperto la macchina e smontato l'esistente, vi sieti fatti le foto di come erano collegati tutti i connettori? Perche' se li aveti rimontati a sentimento e' possibile che dobbiate riconfigurare il fw per rimettere le cose a posto. La prima domanda che mi farei e': come sono sincronizzati Z e E1 per far muovere simultaneamente Z nella stessa direzione? (ammesso che questa fosse la config originale)
-
se uno solo dei due motori funziona, io proverei escludendo in primis il cavo sdoppiatore connettendo direttamente alla scheda il primo motore e poi il secondo e provando a muoverlo verificare se cosi' funzionano. Se vanno, il problema e' il covo sdoppiatore, se uno solo nn va, proverei quel motore su un altro bus e se nn va neanche in quel modo, il problema e' il motore. Entrambi i motori sono identici? Hanno mai funzionato entrambi in questa configurazione?
-
sulla tua scheda hai due driver distinti per pilotare Z, hai due connettori ma con un unico driver (sdoppiamento su bosrd) oppure hai un unico driver di Z e usi un cavo sdoppiato per comandare due motori?
-
Tondo? no, ovale!
dnasini ha risposto a Mozzyllo nella discussione Problemi generici o di qualità di stampa
ehhhh vallo a sapere. Devi cmq partire dal presupposto che stiamo parlando di macchine consumer dal costo basso e realizzate con componenti vendute un tot al Kg. Non ti puoi aspettare la precisione al millesimo con questi costi. nel tuo caso, e' sufficiente avere una puleggia fuori tolleranza o un motore non perfettamente assemblato che una minima variazione si amplifica nel lungo. Il motivo x cui @FoNzY ti ha suggerito di stampare un cubo/parallelepipedo piu' grande e' proprio questo. Su stampe piccole tendenzialmente non lo noti, su stampe grandi si vede -
Stampe difettate con Elegoo Saturn 8K
dnasini ha risposto a gianlucag78 nella discussione Problemi generici o di qualità di stampa
mmmm meglio se fai uno screenshot di chitubox -
Scia di filamento
dnasini ha risposto a Giulia95 nella discussione Problemi generici o di qualità di stampa
Allora parti dalle regolazioni cosi' da avere una base di partenza corretta: - Temperatura: cerca un tutorial x stampare una TempTower impostando come range di temperatura quello riportato sulla bobina. Una volta stampata, devi controllare quale livello risulta stampato meglio e quale piu' resistente (con una pinza la rompi e trovi il livello dove fai piu' fatica). Individuato il livello di riferimento, quella e' la temperatura ottimale per la tua stampante - step/mm: anche qui troverai tonnellate di tutorial, prendi quello che ti convince di piu' e fai le misurazioni. Spesso ti dicono di estrudere 100mm e di misurarli per poi fare il calcolo degli step/mm. Io consiglio sempre di estrudere 200mm, fare il calcolo, estrudere nuovamente 200mm per rifinire e come prova finale estrudere 300mm e misurare - Flowrate: qui cerca un tutorial per stampare l'hollow cube. Fai questo test dopo aver fatto i primi due, altrimenti rischi di avere delle misurazioni falsate -
Scia di filamento
dnasini ha risposto a Giulia95 nella discussione Problemi generici o di qualità di stampa
Oltre a quello che ti ha consigliato @eaman, hai fatto le regolazioni di base della stampante per individuare la temperatura ideale di estrusione, calibrato il flusso del materiale e verificato gli step/mm dell'estrusore? Se ad esempio utilizzi una temperatura troppo alta ed un flusso eccessivo, potresti avere del materiale in eccesso che invece di depositare sul piatto ti trascini fino a formare quei blob. -
Problema sull'Inner Wall del layer iniziale
dnasini ha risposto a Tommaso De Rosa nella discussione Problemi generici o di qualità di stampa
a me sembra che il; tuo primo layer sia piuttosto schiacciato. Se guardi la prima foto, lo riempimento interno presenta i tratti centrali schiacciati ed i bordi in rilievo. Per quanto riguarda la parte grinzosa, puo' dipendere dal piano che ha dei resisui il quel punto e che crea spessore. Come test, prova a spostare il pezzo in un;altra parte del piano per capire se si ripresenta nello stesso punto -
Estrusione anomala e bloccata
dnasini ha risposto a FedericoGrosso03 nella discussione Problemi generici o di qualità di stampa
Dalla tua descrizione mi sono venuti alle mente due elementi che potresti controllare: - se dici che l'estrusore scatta, le cause piu' papabili sono - hotend intasato: dovresti smontarlo, verificarlo e ripulirlo - molla dello spingifilo troppo tesa e che quindi deforma il filamento che fatica a passare nell'hotend/PTFE: questo lo puoi verificare visivamente all'estrazione del filamento, se la parte che estrai e' significativamente segnata, prova ad allentare la molla - se quando estrai il filamento, la parte finale risulta piu spessa del resto del filamento, potrebbe essere sintomo che la ventola del dissipatore non sta lavorando bene o che si stia guastando. Questo fa si che il calore risalga per il dissipatore ammorbidendo il filamento che diventa piu' colloso e piu' difficile da far scorrere -
Stampe difettate con Elegoo Saturn 8K
dnasini ha risposto a gianlucag78 nella discussione Problemi generici o di qualità di stampa
l'ultimo link postato nn e' accessibile..... -
Skr 1.4 turbo non carica firmware da sd
dnasini ha risposto a BoZZy_92 nella discussione Software di slicing, firmware e GCode
altra cosa che puoi provare e' riformattare la SD con il tool che trovi linkato nella prima discussione della sezione "Problemi generici o di qualità di stampa" -
Si potrebbe applicare un "piatto magnetico" su un piatto in vetro?
dnasini ha risposto a Tojuro nella discussione Hardware e componenti
Non l'ho mai visto fare e ragionandoci su nn mi sembra una buona idea. Pensando ad alta voce, se parto dalla meccanica, solitamente blocchi il piatto in vetro al piano in alluminio con delle mollette. A questo punto dovresti incollare il pad magnetico al vetro e gia' in corrispondenza delle mollette avresti un problema da risolverti. Supponendo che trovi una soluzione, applichi il piatto magnetico e cominci a riscaldare il tutto. Ora devi riscaldare il piatto in vetro che poi deve riscaldare il pad magnetico che a sua volta riscalda il piatto su cui stampi. Secondo me con tutti questi materiali di mezzo avresti qualche grattacapo. In primis il tempo di riscaldamento. -
Elegoo Mars 2 Pro non stampa
dnasini ha risposto a Mimì nella discussione Problemi generici o di qualità di stampa
Ho la stessa stampante e ricordo che hai anche la funzione di test che proietta sullo schermo il logo di Elegoo a tutto schermo -
Controllo scorrimento del filamento.
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
Tendenzialmente si, se la scheda ha il connettore X il sensore di filamento dovrebbe essere compatibile -
Controllo scorrimento del filamento.
dnasini ha risposto a LuckyFPV nella discussione Problemi generici o di qualità di stampa
si esistono diversi prodotti che lo fanno. Ad esempio lo smart filament sensor di BTT fa entrambe le cose. quando inserisci il filamento, viene spinto un interruttore che fa da filament sensor, mentre il movimento del filamento e' controllato da una rotella che gira quando il filamento viene tirato e da un sensore ottico che controlla ogni quanto gira la rotella. Configurando le soglie di intervallo di lettura, aumenti la sensibilita' sul movimento. Va da se che se sei troppo "preciso" il falso positivo e' dietro l'angolo, quindi devi fare dei test a riguardo ma il tutto funziona. Io ne ho 2 del modello precedente che funziona allo stesso modo solo che e' dimensionalmente piu' ingombrante e bruttino da vedere Ora sono passato all'orbiter v2.0 per la seconda stampante e il suo filament sensor ha solo la presenza.... mentre la prima rimane sull'ormai collaudato BTT -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
non e' che nn mi fido, figurati, so che devo mangiarne ancora di michette .... e' che mi ruga avere torto 😄 -
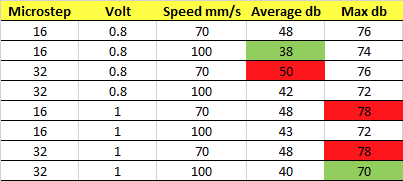
Allora, con i miei micragnosi strumenti (cellulare con sound meter app) ho stilato questa tabella le misurazioni le ho fatte a parita' di condizioni sia ambientali che di stampa. A sentimento i 32 microstep mi sembravano meglio ma dati alla mano sembrerebbe il contrario. Quello che noto e' che a parita' di tensione e microstep, la maggior velocita' migliora l'impatto. Per il momento la config 1A e 16 microstep e' quella che mi da le vibe migliori....

-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
come ci si sente ad avere sempre ragione??????? 😤 (aggiornamento completato 😋 thx) -
fatte le seguenti prove con risultati soggettivi nn potendoli misurare. Nella nuova config ho impostato Microstep 32 corrente 1A velocita' 70mm/s rispetto alla config originale che era Microstep 32 corrente 0.8A velocita' 70mm/s ho notato un leggero miglioramento, si sente cmq la vibrazione ma e' meno fastidiosa Nella terza config ho messo Microstep 32 corrente 1A velocita' 100mm/s ed il risultato e' migliorato ancora un pochino, come se la velocita' di stampa "attenuasse" la vibrazione Come detto sto andando a sentimento in quanto nn ho modo di misurare in modo rigoroso la rumorosita' se non in modo maccheronico con il cellulare..... (magari poi ci provo cmq 😋)
-
ho una SKR mini E3 v3 con i TMC2209 saldati sulla board Questo il summary delle specifiche che ho trovato provo ad aumentare ad 1A la corrente e vedere cosa cambia
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Corretto x quanto riguarda i Servizi legati a Klipper, se guardi l'opzione 12 dice che ci sono aggiornamenti di sistema disponibili. Se seleziono quella opzione, tenta di fare gli aggiornamenti ma poi restituisce i messagi che trovi all'inizio dello screenshot. Tenta di aggiornare quei pacchetti, ma poi dichiara che ha mantenuto quelli esistenti. A questo punto sono uscito da KIAUH e da linea di comando ho eseguito sudo apt update che ha restituito la lista di pacchetti "aggiornabili". Da li ho eseguito il comando sudo apt upgrade che ha scaricato i pacchetti aggiornabili, ha fatto i suoi strusi dicendo che di quelli aggiornabili, alcuni non sono stati aggiornati. Purtroppo di questa fase nn ho uno screenshot, se riesco lo recupero questa sera -
ho provato ma peggiora invece di migliorare. Ho fatto prove successive variando il microstepping dal valore 16 di default a 32, poi 64 ed infine 128. Devo dire che 32 e' il valore che produce meno vibrazioni e che, riguardando i tutorial di cui sopra, era anche il valore riportato nelle configurazioni. variare la corrente puo' influire sulla rumorosita?
-
Allora, un piccolo miglioramento sembra che l'ho ottenuto. Sotto la configurazione del motore, (non dei TMC) sono passato da 16 a 32 microstep e il rumore sembra ridimensionato. Sto facendo una stampa di prova al momento. Nel caso provo a salire a 64 con la prossima stampa per capire cosa cambia