Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Ripristino Firmware originale
Killrob ha risposto a fino73 nella discussione Software di slicing, firmware e GCode
guarda che a 0.1 decimi di millimetro alla volta fai fatica a vedere che si abbassa, te ne accorgi solo quando il nozzle si avvicina tanto al piatto da far grattare il foglio di carta che ci hai messo in mezzo. e non devi cliccare una sola volta, devi continuare a cliccare su -0.1 -
Ripristino Firmware originale
Killrob ha risposto a fino73 nella discussione Software di slicing, firmware e GCode
la devi far muovere tu da dove ti ho detto... verso Z- a 0.1 alla volta, devi mettere un foglio di carta tra nozzle e piatto -
Layer mancanti! Artillery genius pro. Help!!!
Killrob ha risposto a Fonzo nella discussione Problemi generici o di qualità di stampa
-
Ripristino Firmware originale
Killrob ha risposto a fino73 nella discussione Software di slicing, firmware e GCode
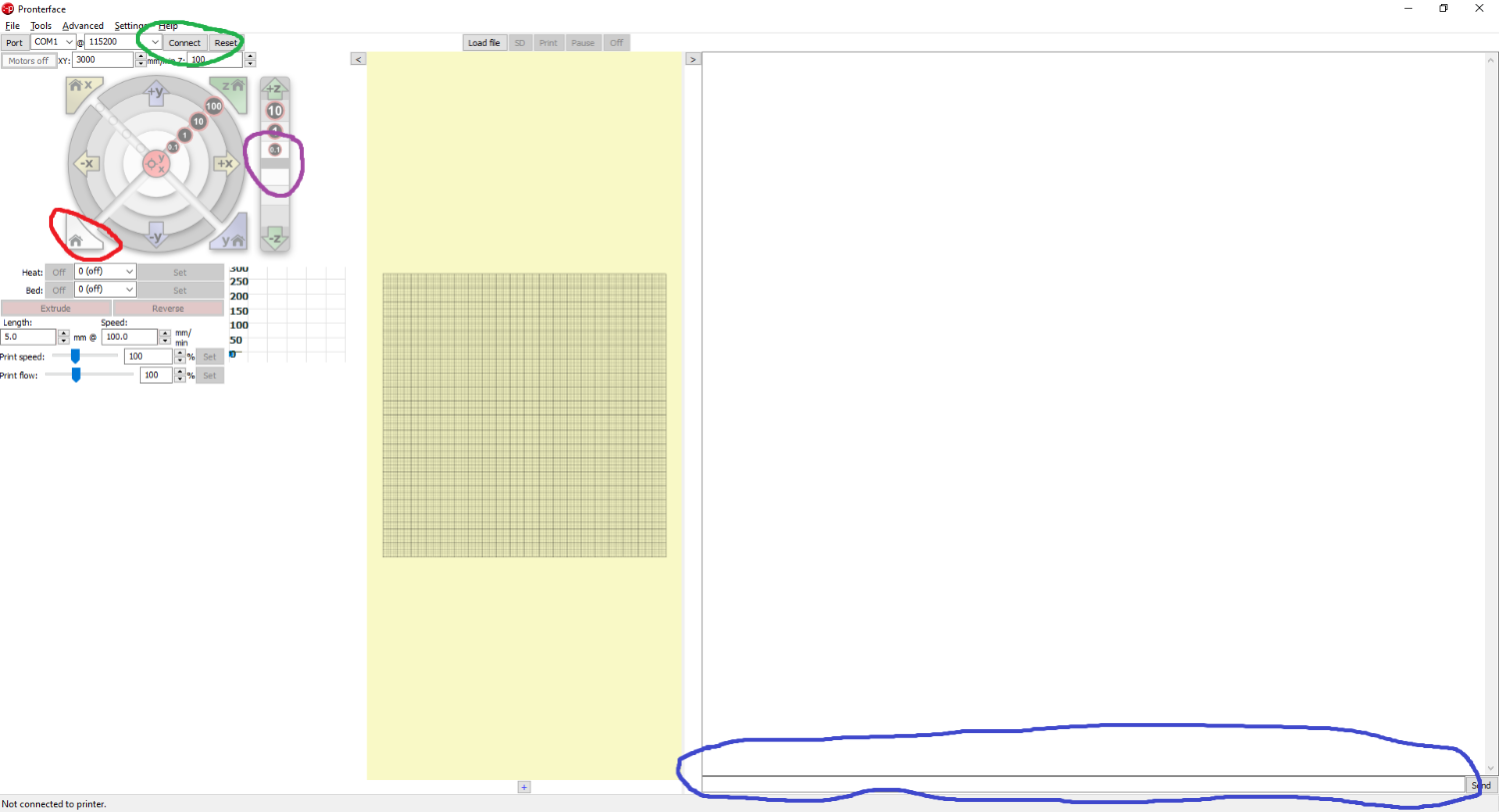
ma dai è semplice... li devi solo scrivere nell'ordine che ti ho dato nella linea comando cerchiata in blu, ed attendere che ti risponda la stampante o pronterface ad ogn comando che dai -
Layer mancanti! Artillery genius pro. Help!!!
Killrob ha risposto a Fonzo nella discussione Problemi generici o di qualità di stampa
comunque se fosse intasato non estruderebbe del tutto a mano estrude? se da pannello lcd gli dici di estrudere 100mm lo fa senza intoppi? -
Layer mancanti! Artillery genius pro. Help!!!
Killrob ha risposto a Fonzo nella discussione Problemi generici o di qualità di stampa
questo io non lo posso sapere non vedendo la stampante di persona -
Layer mancanti! Artillery genius pro. Help!!!
Killrob ha risposto a Fonzo nella discussione Problemi generici o di qualità di stampa
se sotto estruso e di parecchio. vai sul canale youtube di @Help3d e cerca i seguenti test: extrusion extrusion width thin wall test studia ed applica -
Vscode e platformio
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
esatto, io ho avuto problemi con gli upgrades. Ho dovuto disintallare platformio, andare a cancellare fisicamente tutte le cartelle di platformio in qualunque parte del pc e poi reinstallarlo da vscode. in quel modo ha ricominciato a funzionare -
Vscode e platformio
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
ecco perché non hai avuto problemi... meglio così 😉 -
Ripristino Firmware originale
Killrob ha risposto a fino73 nella discussione Software di slicing, firmware e GCode
e hai fatto il collegamento? cerchiato in verde è dove devi cliccare per collegare la stampante, dopo che hai selezionato la porta com corretta cerchiato in rosso fa la home di tutti gli assi cerchiato in blu è dove devi SCRIVERE i comandi della lista sopra cerchiato in viola è dove devi premere per abbassare il nozzle del punto 9 della lista per quanto riguarda il punto 9. chiaramente le distanze sono espresse in MM quindi 0.1 = 1 decimo di mm 1 = un mm 10 = 10 mm ma tu devi cliccare sulla parte di Z- perché devi abbassare i nozzle verso il piatto, non alzarlo
-
Ripristino Firmware originale
Killrob ha risposto a fino73 nella discussione Software di slicing, firmware e GCode
i comandi non sono da trovare sono da scrivere in linea comando. Innanzitutto, sei riuscito a collegare la stampante al pc e di conseguenza a pronterface? -
qualcuno ha avuto problemi con platformio in questi ultimi giorni?
-
allora si è rotto un cuscinetto
-
dentro al motore non ci sono ingranaggi ed io ancora non ho capito cosa si è rotto... ma fa rumore quando si muove? se si muove? forse si è rotto uno dei 2 cuscinetti...
-
Ripristino Firmware originale
Killrob ha risposto a fino73 nella discussione Software di slicing, firmware e GCode
ok attendo notizie -
Ripristino Firmware originale
Killrob ha risposto a fino73 nella discussione Software di slicing, firmware e GCode
io ti do solo la serie di comandi che dovrai impartire da pronterface una volta collegata la stampante.... eccoli qui: 1. fare Home alla stampante 2. M851 Z0 - Reset Offset di Z 3. M500 - Salva in eeprom 4. M501 - Attiva l'impostazione appena salvata 5. M503 - Visualizza i parametri attivi 6. G28 Z - fare Home all'asse Z 7. G1 F60 Z0 - Muovere il nozzle allo 0 reale 8. M211 S0 - Disabilita gli endstops 9. Muovere il nozzle verso il piatto ,olto lentamente (con pronterface) fino a quando il foglio di carta o meglio lo spessimetro "gratta" 10. Segnare l'altezza di Z scritta sul pannello LCD della stampante 11. M851 Z X.XX (X.XX Il valore di Z segnato precedentemente) 12. M211 S1 - Abilitare gli Endstops 13. M500 - Salva in eeprom 14. M501 - Attiva l'impostazione appena salvata 15. M503 - Visualizza i parametri attivi -
si è rotto cosa? la puleggia dentata? allora ti bastava comperare una nuova puleggia mica tutto il motore, anche perché il motore ti arriverà senza puleggia e non hai comunque risolto nulla.
-
Mi si bloccata la stampante
Killrob ha risposto a Francesco3D nella discussione Problemi generici o di qualità di stampa
aspetta... aspetta che mica ho capito... 1. è possibilissimo che la stampante continui a stampare anche se non esce il filamento dal nozzle... semplicemente hai il nozzle ostruito per impostazioni di stampa errate, probabilmente hai valori eccessivi di retrazione. per risolvere leggiti questo 2. che c'entra con la stampante bloccata? mi sembra che tu abbia un pelino le idee poco chiare su come funziona una stampante 3D. -
Info stampanti professionali markforged -roboze
Killrob ha risposto a Alex81 nella discussione La mia prima stampante 3D
io opterei per roboze per il solo fatto che è un prodotto progettato da un italiano, la sede principale mi sembra sia a Bari ma stanno aprendo anche altre sedi negli USA -
Ripristino Firmware originale
Killrob ha risposto a fino73 nella discussione Software di slicing, firmware e GCode
ma ora mai ti sei sbattuto per installarlo... aspetta che ti do una mano a metterlo a posto.... puoi collegare la stampante al PC usando pronterface? se mi rispondi si allora continuiamo -
Anycubic i3 mega s e repetier
Killrob ha risposto a Ziki00 nella discussione Software di slicing, firmware e GCode
Che comandi dai? M851 Z0 azzera l'offset Poi dovresti dare M211 S0 per disabilitare il controllo sull'endstop Poi dai G1 F60 Z0 Che fa posizionare Z allo 0 reale Poi da pronterface avvicini il nozzle al piatto e quando la carta o meglio lo spessimetro gratta fra nozzle e piatto leggi da pannello lcd e ti segni Z a che altezza sta. M851 Z ed il valore che ti sei segnato M211 S1 che riattivi gli endstop M500 Salvi M501 attivi la posizione appena salvata M503 controlli che abbia preso i valori giusti -
Anycubic i3 mega s e repetier
Killrob ha risposto a Ziki00 nella discussione Software di slicing, firmware e GCode
da questa schermata io vedo che non si collega affatto. quando attacchi la stampante al pc con il cavo USB in gestione dispositivi sotto le porte com cosa vedi? -
Grumi e poca adesione?
Killrob ha risposto a MFrancesco nella discussione Problemi generici o di qualità di stampa
su youtube senza dubbio qualcosa trovi, io non ti posso aiutare perché non ho mai avuto una delta -
nella parte interna c'è una ruota sola che dovrebbe, dico dovrebbe perché non ho quella stampante, avere un dado passante eccentrico, e vuol dire che il foro non è centrale al dado ma disassato in modo tale da avvicinare o allontanare la ruota dal montante, ecco devi controllare quello
-
Anycubic i3 mega s e repetier
Killrob ha risposto a Ziki00 nella discussione Software di slicing, firmware e GCode
puoi fare uno screenshot della i3 collegata a repetier e postarlo qui?