eaman
-
Numero contenuti
6.694 -
Iscritto
-
Ultima visita
-
Giorni Vinti
596
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Ender 3 e alternativa resistente al PLA
eaman ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Il PLA+ e meglio del PLA normale e tiene 10-20 gradi in piu', e' PLA + un po' dell'altra roba, non vedo perche' stampare il PLA normale. Poi se vuoi un materiale termicamente migliore ce ne sono ma che facciano scappar da ridere per far dei jig e' un altro conto! -
No ma puoi predendere dei barattolini di vernice da 2 euro e risparmiarti tutta la menata di stampare con colori diversi, probabilmente anche stampare meno pezzi.
-
Ender 3 e alternativa resistente al PLA
eaman ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Be' intanto comincia con il PLA+, tipo Enotepad / Sunlu. Poi direi policarbonato tagliato al laser o fresato. -
Che programma di disegno usare
eaman ha risposto a muffo nella discussione Software di slicing, firmware e GCode
Io feci un corso su Blender tanti anni fa in un Fab Lab, sara' costato un centone (a memoria 20 ore). -
POSIZIONE E SOLUZIONE PER OGGETTI 3D PARTICOLARI
eaman ha risposto a mpsinfo nella discussione Problemi generici o di qualità di stampa
Ma farlo in due parti da incollare e stamparlo piatto? -
Acquisto incisore laser. Tante domande e molta confusione
eaman ha risposto a Alfaone78 nella discussione Incisione e taglio laser
No lightburn fa tutto da solo, devi solo suddividere i layer, ad es quell'orsetto sono almeno 3 layers. Fai prima a leggerti il manuale o guardarti qualche tutorial. -
Acquisto incisore laser. Tante domande e molta confusione
eaman ha risposto a Alfaone78 nella discussione Incisione e taglio laser
Tu dici? 😉 Piuttosto non sara' pratico di cosa sia opportuno e adeguato per far andare decorosamente una laser piccola a diodo per hobby! Tu quanta gente conosci che per far andare una engraver a diodo di 30x30 cm ha costruito un box ignifugo con tanto di aspiratore? A 30cm di distanza quel laser manco bucherebbe una scatola di cartone da 2cm 🙂 -
Acquisto incisore laser. Tante domande e molta confusione
eaman ha risposto a Alfaone78 nella discussione Incisione e taglio laser
Ma mica devi dedicare una stanza, basta che tu possa chiudere la porta quando usi il laser. Per altro non deve mica lavorare per 10 ore di fila, la maggior parte dei tagli li fai in 20minuti. -
Acquisto incisore laser. Tante domande e molta confusione
eaman ha risposto a Alfaone78 nella discussione Incisione e taglio laser
Si' e' normale avere vari layer nei disegni, se vuoi spulciarne qualcuno preparato per lightburn: http://store.piffa.net/laser/ Ma non fai prima a mettere la macchina in una stanza che puoi chiudere a chiave quando la usi? La macchina la puoi controllare da remoto con una webcam o con lo smartphone. Non c'e' niente di pericoloso nella macchina quando e' ferma e non penso che tu debba laserare 8 ore al giorno tutti i giorni. Io con la mia da 2.5w taglio bene 4mm di laminato in pioppo, con calma anche qualcosa di piu' spesso. L'acrilico fai fatica a tagliarlo con un laser a diodo, con quelli pompati tagli il nero ma non e' detto che venga bene 😞 -
Che programma di disegno usare
eaman ha risposto a muffo nella discussione Software di slicing, firmware e GCode
Un corso e' sempre valido, risparmi tempo e puoi fare domande. Stai in compagnia, hai un programma prestabilito da qualcuno che ne capisce e te lo fa rispettare. Occhio pero' che l'attestato se e' solo di frequenza praticamente non ha valore, dire che hai fatto 20ore di un lezioni private e' la stessa cosa, anzi meglio 😉 -
Non a quella cifra, su Banggood si trovava la X con scheda silenziata da 140 a 180e a seconda della scheda (8 o 32bit), nuova e quinndi con il piatto in vetro nonsbragato da un niubbo. In quisti giorni non la vedo pero' questa versione "upgraded". Io su Subito ho provato a offrire dei 70-80e per le Ender usate ma ho sempre trovato dei folli che volevano piu' soldi del nuovo spedito dalla Cina. Invece mi e' andata bene con la Photon Zero comprata su 3bay a 70e nuova: funziona perfettamente.
-
legno 8mm tagliato con i modulo diodo da 2.5w
eaman ha risposto a eaman nella discussione Incisione e taglio laser
Ah si, bisogna guardare quando quello che spesso viene indicato come "compensato" sia in realta' del laminato, oppure quella via di mezzo strana in cui tra 3 laminati da ~1mm di legno ci sono 2 parti oiu' spesse di resinato / trucciolato incollato. Questo da 8mm sembra dell'ultimo tipo cio' nonostante sono riuscito a tagliarlo abbastanza bene. Della Faesite pure non taglio manco 3mm. Oltre alla colla bisogna guardare anche i nodi: le prime volte cercavo i pannelli con nodi nel legno o imperfezioni marcate in quanto piu' interessanti ma il fatto e' che se riesci a tagliare con tipo 3 passaggi quando arrivi a questi ce ne vogliono 5,un bel casino se sei al limite. Ti ritrovi il pezzo tagliato all'80% con magari qualche curva da ripassare con il cutter o il gattuccio. Alla fine pero' se il laser "taglia" un certo materiale te quel materiale lo tagli, ci vuole l'aria e il suo tempo ma quelle tabelle indicano es. "max taglio di 2mm di balsa" sono fuorvianti. Poi c'e' da dire che laminato per laminato se te tagli max 5mm puoi sempre tagliare 2 parti e incollarle in un laminato da 10mm, la colla tiene piu' del legno. -
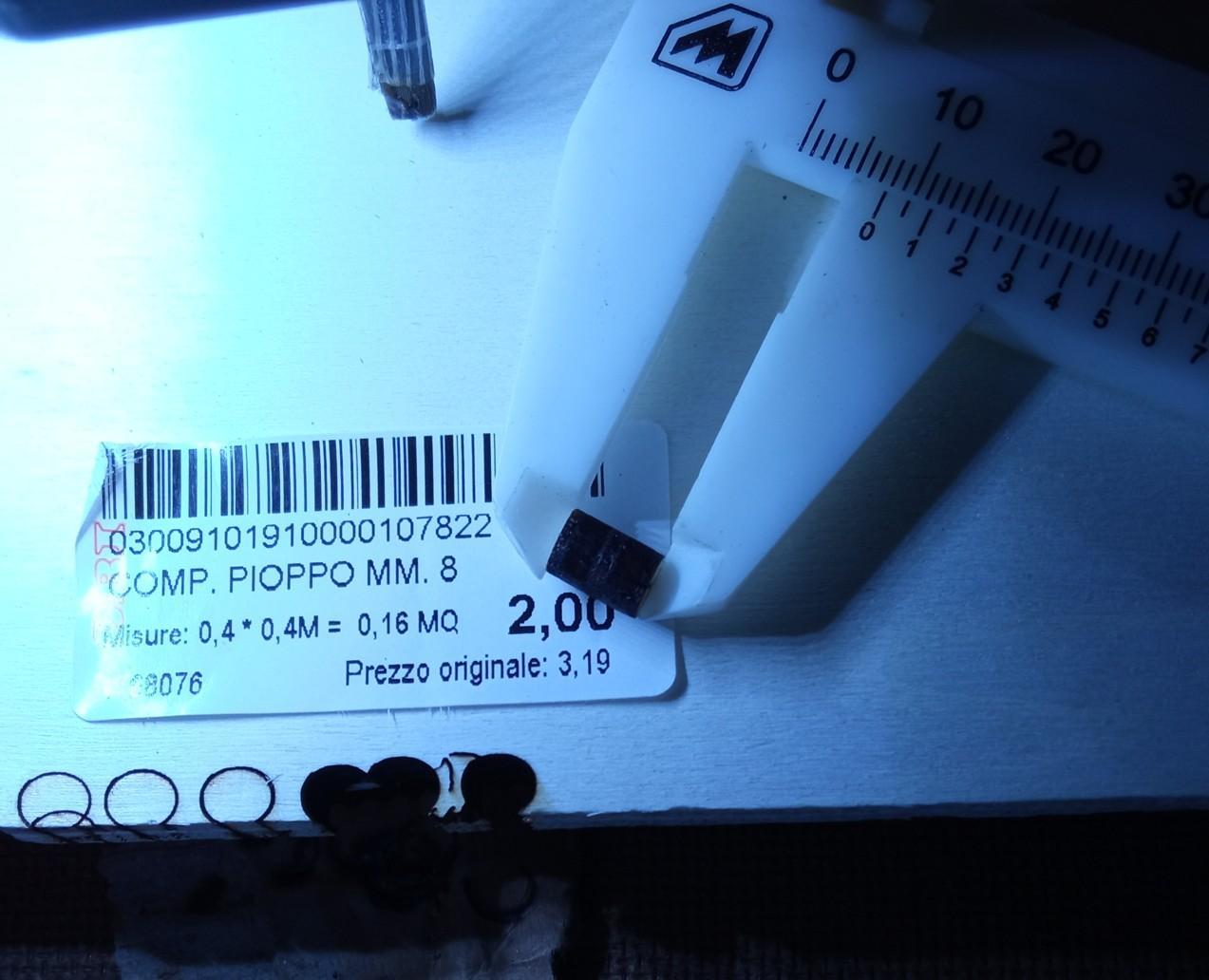
legno 8mm tagliato con i modulo diodo da 2.5w
eaman ha pubblicato una discussione in Incisione e taglio laser
Oggi ero in giro e ho trovato uno scarto di pioppo laminato / compensato da 8mm, visto il costo di 2e l'ho preso per provare a tagliarlo con il laser da 2.5w della Two Trees: Non pensavo di farcela, ero ormai convinto che il mio standard fosse il 4mm e di tanto in tanto il 5mm, invece dopo aver limato un po' l'air assit e aver preparato un paio di spessori per alzare il piano sono riuscito a tagliare anche quello completamente, senza stare a fare tante ottimizzazioni della messa a fuco e con un po' di margine ci sono andati 10 passaggi a 100mm/m, probabilmente si puo' migliorare un po', ero piu' o meno arrivato con 8 passaggi a 120mm/m ma i tagli non erano consistenti. Quindi con tanta calma si possono fare anche dei soprammobili medi, certo che tagliare un mobiletto di ~80cm a queste velocita' non e' commercialmente pratico ma come riferimento per gli i diodi da ~30e direi che sia interessante. Il merito penso sia anche del legno poco denso.
-
Che programma di disegno usare
eaman ha risposto a muffo nella discussione Software di slicing, firmware e GCode
Dipende da cosa vuoi disegnare: - Meccanica funzionale: fusion - "giocattoli": blender (che per altro e' per animazioni e immagini, non per oggetti reali) - figurini: zbrush Autocad e' solo per quelli che da una vita usano autocad. -
Hemm... Teorico nel senso che io la Sapphire non la possiedo mentre posso parlare per la Ender!
-
Problemi piatto stampa
eaman ha risposto a minocchio nella discussione Problemi generici o di qualità di stampa
Puoi provare a metterci un pezzo di carta come spessore sotto, tirare bene le molle. Se proprio tu volessi risolvere dovresti fare una mesh manuale del piatto, cosa che in genere richiede un aggiornamento del firmware. -
In teoria e' sia piu veloce che piu' precisa, e' una coreXY e monta le guide lineari. Ma sulla Ender 3 vai sul sicuro per il fatto che qua ce l'hanno in molti (io compreso e ne sono contento) ed e' la piu' diffusa al mondo.
-
Piu' che altro con la Ender 3 dovresti comprare un estrusore dual drive e montare direttamente quello, oppure un clone BMG. La stampante si collega direttamente al PC, wifi e' un problema, lo schermo touch si potrebbe montare dopo... Se proprio proprio vuoi vedere un'altra stampante vicino a quel prezzo: Sapphire. Ma con la Ender anche se piu' semplice "vai sul sicuro".
-
Linux VS Windows
eaman ha risposto a Teius92 nella discussione Software di slicing, firmware e GCode
DRVO: il gcode come lo mandi alla stampante? Fai uno stream da riga di comando da un inode a un device seriale OPPURE lo carichi in un programma *slicer tipo Pronterface? Nel momento in cui apri il file in Pronterface lo hai gia' caricato in RAM, e prima di entrare in RAM e' in cache dell'OS e in cache dell'hd. Ma anche se tu facessi uno stream tu ci dovresti mettere proprio di cattiveria a basso livello per riuscire a far si che il kernel non lo carichi tutto in RAM subito. Ve lo ripeto: potete avere dei rallentamenti a mandare dati a un microcontrollore ma questi sono dovuti alla *seriale, prettamente quella della scheda, non dalla lettura dei supporti di storaggio del PC. Il sistema operativo come diceva @Maso non centra, il vantaggio di usare GNU/Linux sul controller e' piu' che altro che puoi evitare di avere processi concorrenti che interferiscano con la stampa. -
Linux VS Windows
eaman ha risposto a Teius92 nella discussione Software di slicing, firmware e GCode
---- Questi sono 2 hd "rossi" da server di ~15anni fa che girano su atom sempre di 15anni fa: 532.16 MB/sec cached (e un gcode sta in cache) o 146.77 MB/sec in lettura, che sara' poi la meta', e' che sono in RAID mirror. La meccanica usurata? Un hard disk funziona o non funziona... Non e' che gira a velocita' random! chrome:~# hdparm -tT /dev/sda /dev/sda: Timing cached reads: 1064 MB in 2.00 seconds = 532.16 MB/sec Timing buffered disk reads: 442 MB in 3.01 seconds = 146.77 MB/sec chrome:~# hdparm -i /dev/sda /dev/sda: Model=WDC WD20EFRX-68EUZN0, FwRev=82.00A82, SerialNo=WD-WCC4M1YNF34E Config={ HardSect NotMFM HdSw>15uSec SpinMotCtl Fixed DTR>5Mbs FmtGapReq } chrome:~# cat /proc/cpuinfo processor : 0 vendor_id : GenuineIntel cpu family : 6 model : 28 model name : Intel(R) Atom(TM) CPU 330 @ 1.60GHz -
Linux VS Windows
eaman ha risposto a Teius92 nella discussione Software di slicing, firmware e GCode
Hemm no, un file da stampare in genere e' qualche MB, a volte raramente qualcosa di enorme piuo' raggiungere ~40MB. Gli hard disk magnetici di una volta tirano 80MB/s, gli SSD che usiamo ora almeno fanno 400MB/s e alcune *cose moderne fanno 5 volte tanto. Quindi il tuo OS ci mette una frazione di secondo a leggere i dati dal supporto di storaggio, e c'e' una cache pure nel supporto di storaggio stesso oltre che nel kernel e nell'OS. Il problema che hai e' che tipicamente il chip di emulazione seriale / USB sulle schede 8bit (tipo ATMEL) delle stampanti sono dei cessi, i CH30 funzionano pure male su windows ma non su linux. Oppure al massimo e' la scheda della stampante che non riesce a elaborare file pesanti con alte velocita' ma il sistema operativo su cui gira lo slicer non centra assolutamente niente. Il sistema operativo che gira sulla scheda della stampante puo' influire molto, es Klipper piuttosto che Marlin. -
Modellazione e sculpting con Blender
eaman ha risposto a Sgramber nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Io ti consiglio di fare un investimento su un 3dconnect space mouse, io ogni volta che passavo da Fusion e simili a Blender scleravo all'inverosimile per la particolare e diversa gestione del 3D. Tra ebay e amazon deals potresti beccarne uno a ~100e. -
Consiglio per acquisto prima stampante a resina
eaman ha risposto a antonio60 nella discussione La mia prima stampante 3D
Ma anche no, puoi lasciare la resina rimanente nella vaschetta senza stare a pulire e rischiare di danneggiare il FEP ogni volta. Basta che poi quando torni a stampare passi con una spatolina per assicurarti che non ci siano detriti di precedenti stampe, rabbocchi e mischi per bene. La copertura di plastica giallona sopra alla stampante protegge dai raggi UVA al 99%, io comunque metto un tappo di cartone sulla mia vaschetta per sicurezza e tengo un panno sulla stampante che sta in una stanza areata quando stampo perche' puzza. Fai conto che i pezzi stampati talvolta si rompono quando cadono da 1 metro, quindi meccanicamente la resina normale (quella per alchol, nn la ABS like) e' per quanto mi riguarda ben poco funzionale. -
Modifica profilo di stampa con nozzle 0.6mm
eaman ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
0.3mm: meno stronzo dello 0.2 ma comunque piu' dettaglio, permette di disegnare oggetti funzionali con pareti di 1mm con 3 perimetri. -
Supporti troppo resistenti
eaman ha risposto a Alcoltest nella discussione Problemi generici o di qualità di stampa
Ah lo so, io compro pacchi da 3 del PLA+ di enotepad grigio e finisce che ho 6 profili per i vari slicers, poi ci sarebbero le mini fatte con nozzle da 0.3 e i vasi con 0.6mm! ...alla fine e' uno dei motivi per cui stampo slicero con S3D: e' ben organizzato e semplice e faccio presto a impostare quattro cose al volo, poi senza dover salvare e gestire nuovi profili mi tiene quello in uso per le prossime cose, se devo cambiare una virgola o modificare il modello sono gia' pronto senza tanti sbattimenti.