Alfaone78
-
Numero contenuti
175 -
Iscritto
-
Ultima visita
-
Giorni Vinti
4





Obiettivi di Alfaone78
")





-
Se vuoi e puoi provare potresti vedere se hai qualche motore 12V (anche di recupero da stampanti o cose del genere) e stampare qualche ventola da thingiverse . Potrebbe funzionare. Volevo farlo ai tempi per rumore/220 ma poi considerato che il laser è collegato alla 220 e la pompa fa Un casino bestiale,metticicche la ventola era allora 12 euro ...4 buchi e via . Ovviamente ho creato il supporto alveolato per attaccare quella ventola al box. Fammi sapere Ciao
-
Ciao caro, lascia stare le ventole da Pc, io con 3 BUONE nn tiravo il fumo del laser. Ti consiglio questa https://www.tecnomat.it/it/aspir-int-tubo-o12cm-15w-150-m-h-int-12086874/ Non ti sveni e vs bene, i volumi non sono elevati per cui riesce a far bene il suo lavoro. Poi prendi un tubo di convoglio flessibile ed hai fatto Ciao
-
Salve a tutti, discussione che capita a fagiolo. Figlio, 7 anni, pokemon... Stampante ender 3. Dunque, il ragazzi vuole i modellini, da verniciare per poi fare invidiare i compagnetti che dovrebbero sborsare almeno 3 carte dorate pokemon ORIGINALI(Hai capito?) A parte questo, dovendo acquistare le bobine, vorrei i consigli per la stampa di piccoli esserini da 5/6 cm di altezza Per il colore del filamenti sono indeciso tra il bianco ed il grigio, consigliato tempo fa proprio da @eaman Per l'ugello, il 4 penso sia "grezzo" il 2 una pippa. Per questo opterei per il 3 con altezza di stampa 0.15 Per il resto seguo la discussione. Tento di dare un mio contributo alla discussione Per i pennelli, c'è una azienda, Borciani- Bonazzi che fa bei pennelli e non eccessivamente costosi. Li uso da anni per altri lavori e sono durevoli. Saluti a tutti Salvo
-

L'incisore laser... me lo faccio da me!
Alfaone78 ha risposto a Stringibulloni nella discussione Incisione e taglio laser
Mi pare che i carrelli per l'asse y siano attaccati alla barra tramite filettature in testa, o almeno così sembra. Il problema non credo si ponga perché penso tu sia capace di fare una maschiatura, per lo più su alluminio. Unico consiglio la viteria....cerca di usare quante meno dimensioni possibili se no esci matto -
L'incisore laser... me lo faccio da me!
Alfaone78 ha risposto a Stringibulloni nella discussione Incisione e taglio laser
Lascia stare, la tts 20 pro settimana scorsa era a 440 euro su banghood completa di air assist e honeycomb e kit materiali ed io nn l'ho presa. Un tizio mi aveva pure incoraggiato anzi, dato la benedizione. Adesso è a 580 euro😭😭😭. Ho sempre visto la twotrees come una casa capace di rinunciare a inutili caratteristiche estetiche a beneficio del risparmio per fare un prodotto si spartano ma valido. La TS2 per me fu una uscita fuori dalla loro filosofia... -
L'incisore laser... me lo faccio da me!
Alfaone78 ha risposto a Stringibulloni nella discussione Incisione e taglio laser
Bello pacioccone 🤣🤣🤣 Angolari, doppio motore, 20x20 ...puoi mandarmelo..grazie. Ah...anche lo svitol che serve sempre!😂 -
Sottoestrusione e angoli gobbi
Alfaone78 ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Oggi si apre un mondo nuovo per me. Finora ugello 0.2 line widht 0.2, ugello 0.4 line 0.4 e così via. Quindi forzando posso allargare...ma va'! Ma allora gli ugelli da 0.6 a che cosa servono?ma soprattutto in percentuale quanto posso eccedere in larghezza rispetto sl nozzle? Ciao s tutti -
L'incisore laser... me lo faccio da me!
Alfaone78 ha risposto a Stringibulloni nella discussione Incisione e taglio laser
Ciao, qui in tanti ne sanno MOLTO più di me per cui mi permetto di dire la mia cosciente di avere conoscenze molto ridotte rispetto a molti iscritti. La scheda MKS LS ESP32 PRO GRBL l' ho vista per la prima volta nella twotrees tts20 pro. Andando a vedere la documentazione si vede che puoi farci tante cose, un bel giocattolino. Doppio Y, Z, apertura porta, gestione fungo, gestione sensore di fiamma, gestione airassist e tanto altro, penso tutto(tranne la gestione del corexy tanto amato da qualcuno) Personalmente reputo l'utilizzo di t-track standard azzeccato. Quando presi il mio laser segui il consiglio di tanti, in particolare @eaman mi indicò le macchine della twotrres, fatte di profili 20x20 standard, discreta.La scheda è quella che proprio lui ha postato in questo post, una ciofeca 8 bit che fa benissimo il suo discreto lavoro. Con profili da 1 metro arrivi a gestire una macchina da 75x75. Le varie parti inizialmente le trovi anche su thingiverse da stampare con la 3d. Se hai possibilità utilizza di giunti angolari che puoi prendere su aliexpress per il frame e usa quanti più componenti già pronti. L' ideale sarebbe avere una piccola cnc per fresare su alluminio. Il carrello del laser, perdici tempo, è molto importante. Devi tenere conto che spesso ti troverai a dover variare l' altezza del laser .Per cui, rapido e semplice. Per il cablemanaging, se vuoi fare una cosa ordinata , economica e semplice ti consiglio i corrugati spaccati, facili, economici e veloci da gestire. Per i laser, ho sempre guardato con una certa ammirazione i NEJE, ma i Lasertree sembrino essere "economici" e validi allo stesso tempo. La potenza dipende tanto da quell oche vuoi farci ma non cascare nelle credenze popolari cehe con 100 W tagli in 2 una sequoia. Laser potente=taglio più veloce e pulito. Il massimo dii taglio anche con un 20W per un risultato DIGNITOSO non va oltre i 12 mm di multistrato e i 15 per abete o pioppo non nodoso oppure per balsa, ayous e samba che sono morbidi come legni. In ogni caso parti dal presupposto che spesso(almeno io) ti trovi a lavorare con 4mm che con il mio 5w TT taglio a 150mm/s 85%. Per cui se devi incidere tanto e tagliare poco preferirei un buon 10W! Motori su Y 2, assolutamente. La trasmissione a cinghia fino ai 75 cm penso sia valida ma qui ci sono persone che davvero le macchine le costruiscono e ne sanno davvero di più. Questa è la mia umile esperienza. Volevo dare un piccolo contributo a questa community che è stata sempre disponibile. Buon lavoro -
Sottoestrusione e angoli gobbi
Alfaone78 ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Quindi(per me non è una questione di poca importanza, anzi!) se non ho capito male, SE io gli dico(credo entro dei limiti logici) che con un 0.4 io voglio una line da 0,45 gli sto chiedendo indirettamente una sovraestrusione MA controllata. Gli sto dicendo, spara fuori più materiale in modo che mi allarghi la linea ma TIENINE CONTO. Se invece vado di aumento con il FLOW posso eccedere in materiale(in sovraestrusione) ma se gli dico 0,4 per lui tanto deve essere. Ho visto che nel video che nelle fonti che tu mi hai indicato fanno 2 wall da 0,5 per poter avere una cinta da 1mm, altri invece vanno con una sola passata. Per questioni di "media" ed errori di misurazione penso userò 2 passate. Se ho un errore di misurazione è ridotto dal numero di passaggi. Grazie sempre Ciao -
Sottoestrusione e angoli gobbi
Alfaone78 ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Grazie mille. Appena sistemata la stampante con gli upgrade ho prima sistemato gli e-step con l'aiuto di @Killrob, fatto il livellamento del piatto(l'asse della ender con un solo motore su Z era parecchio ballerino per cui spesso mi toccava ritarare il tutto) e infine ho fatto il test del cubo per 2 motivi: controllare le dimensioni su x,y e z e vedere se si era risolto il problema della sovrapposizione sfalsata ad un certo Z( risolta) In un cubo di 2 cm ottengo pochissimo errore. Adesso la cosa che non capisco è un'altra. Ho guardato l'articolo che mi hai indicato e riporta una larghezza di stampa di 0,5 a fronte di un ugello da 0,4. Io sono sempre stato convinto che la larghezza di stampa debba corrispondere a quella dell'ugello. Se va oltre dovrei essere in overflowing..o mi sbaglio? Grazie ancora Salvo -
Sottoestrusione e angoli gobbi
Alfaone78 ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Ciao, si, lo so che sono due cose distinte. Li ho raggruppati come "problemi di stampa" anziché creare un post ognuno. Se mi dai una dritta sui parametri di flusso da tenere in considerazione ne farò tesoro. Trovare delle indicazioni vslide non è così semplice perché molte risorse in rete spiccano non perché valide ma solo per quantità di risultati ( c'è un copia copia generale) Le prove sui rigonfiamenti le avevo fatte seguendo i consigli di un video di HELP3D. Ho dato dei parametri a salire in modo da capire per esclusione ma a quanto pare...non è così semplice. Inoltre, o per mia errata ricerca o non so per cosa, non ho mai letto di coasting e linear advance. Leggerò su tali parametri e guarderò il video, magari risolvo. In ogni caso mi pesa più la sottoestrusione ma col vostro aiuto spero di risolvere. Mi basta solo sapere su che parametri giocare e poi mi diverto da solo,🤣 Buona domenica! -
Sottoestrusione e angoli gobbi
Alfaone78 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti! Ho da poco aggiornato la mia Ender 3 con 2 asse Z (che si è rivelato una grande cosa) ed estrusore direct. Dietro consiglio di uno di voi, ma di quelli bravi, ho sistemato gli step in Z e fatto le varie calibrazioni. Il problema degli angoli con la gobba li ho sempre avuti e affrontati in 2 modi: o me ne fregavo o gli angoli li facevo con un raggio minimo. Adesso che pretendo qualcosina in più vorrei eliminare questo problema. Ho fatto prove con Jerk vario a 5,10,15 e 20 ed accelerazione a 1000 ed uno a jerk 15 ed accelerazione 500. I risultati erano tra loro diversi ma di poco e non sono riuscito a togliere il problema del tutto. Passiamo alla sotto estrusione. Premetto che mi riferisco a prove fatte con ugello da 0.6, velocità 80,ventola accesa, PLA Sunlu, jerk 15 infill 40 ed esterni tutti da 2mm Premesso che : il tubo è nuovo l' estrusore nuovo a doppia ruota godronata ugello pulito Da cosa può dipendere? Il problema non è tanto in senso verticale nell' adesione tra i vari strati ma in senso orizzontale ossia nell' adesione tra i vari passaggi nel singolo layer. Grazie a tutti e buona domenica -
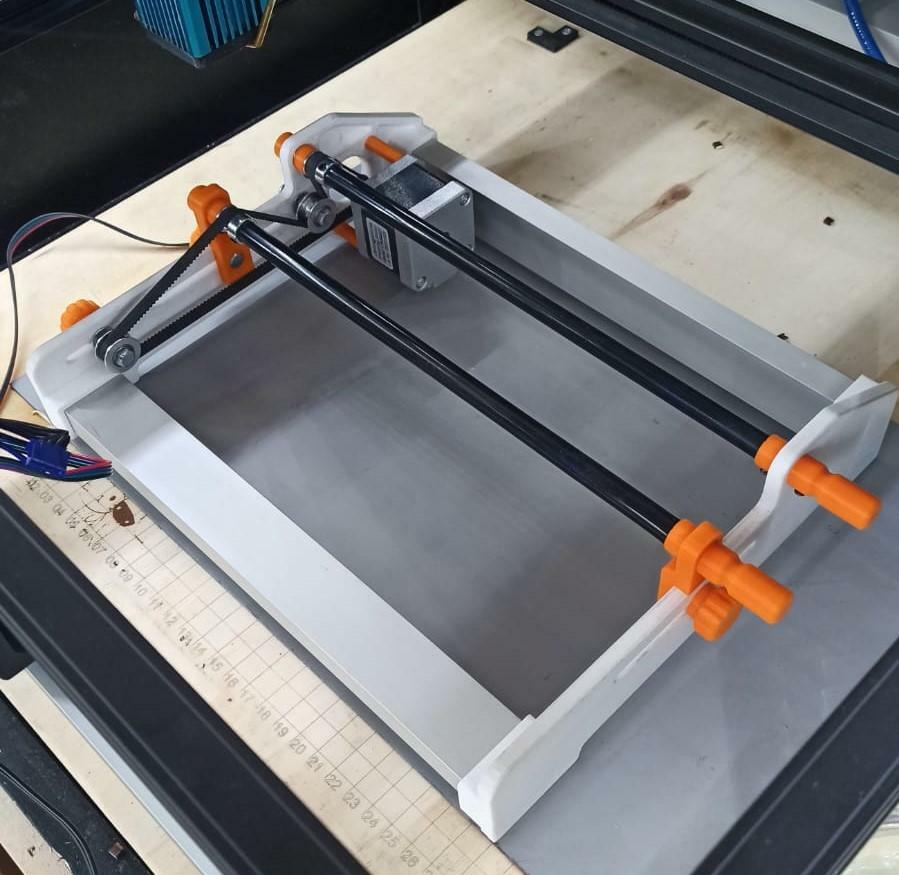
Salve a tutti, dopo più di un mese di nottate (il mio unico tempo libero rimasto a disposizione!!!) passato a progettare e riprogettare(4 versioni prima della realizzazione) con FUSION360 questo rotary, a scegliere i pezzi su aliexpress, cuscinetti, motori, gomma, ingranaggi, a capire come funzionassero gli ingranaggi e le cinghie, comprese le loro definizioni, tra stampe imbarcate e lunghe vi presento il mio ROTATORE!!! Il sistema di trasmissione e di scorrimento è ispirato a quello della SCULPFUN ma ho apportato alcune modifiche tra le quali la più importante(dettata anche dalla visione di un rotatore autocostruito di @Killrob) è stata quella di mettere dentro tutta la meccanica a discapito della facilità di montaggio. Ed è a quest' ultimo che volgo i miei ringraziamenti per avermi accompagnato, supportato e sopportato in questo lungo periodo di progettazione e realizzazione. Grazie a questo progetto ho conosciuto la stampa con nozzle diversi dallo 0.4, ho scoperto che il vetro satinato come bed è una ciofeca, che il PETG con la lacca su vetro lucido non molla manco se gli compri le caramelle. Ho imparato diverse cose nuove su FUSION e approfondito le conoscenze su CURA. Insomma, è stata una bella impresa e ne sono pienamente soddisfatto. Ed è per questo che con immenso piacere condivido con voi questa mia soddisfazione! Voi siete stati di grande aiuto(pur non sapendolo) nella realizzione GRAZIE MILLE

-
- 5
-

-

-
Problemi e considerazioni per stamapa grande e duratura
Alfaone78 ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
@FoNzY @Cubo Alla fine ho stampato con il PETG come avevo detto prima, con ugello da 0,6, vel 25/40 e filamento amazon(che è leggermente sovradimensionato infatti devo usare un flow al 90%) Piatto in vetro lucido a 85° (ma non mi fido del dato, penso sia meno, devo verificare con sonda esterna) e materiale a 240. Lacca sul vetro e...per staccarla ho dovuto aspettare il raffreddamento con scheggiature del piamo in vetro!!! Ciao a tutti e grazie Buon WE!!! -
Problemi e considerazioni per stamapa grande e duratura
Alfaone78 ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
@FoNzYmi hai rovinato l'esistenza!!! ahahhaha!!! Scherzo! Seguendo il tup consiglio ho ridotto il peso(e di conseguenza il volume del pezzo) da 96 grammi a 65 senza inficiare sulla sua resistenza. Passando il tutto col nuovo disegno con un nozzle da 0,6 a 0,4 per layer, velocità 25 primo e 40 altri ci impiegherebbe 3 ore e 45 minuti contro le 5 ore e 20 per nozzle da 0,4 con layer da 0,3 e speed a 25 primo e 60 gli altri. Non male rispetto alle 6 ore e 40 di ieri! Ciao e grazie del consiglio, magari ne parliamo davanti alla cena a base di pesce(uno dei due perde sicuro no?!!!)