eaman
-
Numero contenuti
6.694 -
Iscritto
-
Ultima visita
-
Giorni Vinti
596
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Nella finestra scripts.
-

Area di stampa Ender 3 PRO e Cura
eaman ha risposto a Carsco nella discussione Hardware e componenti
Di sicuro le 2 strisciate di filamento che fa a lato prima della stampa ti mangiano un po' di spazio. Comunque e' un problema di Cura, io con S3D stampo grande quanto voglio, prova a cambiare slicer o ti tocca imparare come impostare una "macchina" in Cura. -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
overhangs, non ponti. Magari conta un po' anche per i ponti. https://all3dp.com/2/3d-printing-overhang-how-to-master-overhangs-exceeding-45/ -
Temperatura ideale PLA. Come trovarla?
eaman ha risposto a hiroshi976 nella discussione Materiali di stampa
@hiroshi976 Dipende poi anche da cosa stampi: tipo isole o cose appuntite bisogna farle piu' fredde se no si squagliano, pure fare delle pause tra un layer e l'altro se molto piccoli. Certi materiali riflettenti / brillanti vengono con un bell'effetto estetico se li cuoci per bene... In linea di massima se sei meno caldo e' meno facile che fai fili e blobs, se stra cuoci migliori l'adesione con il layer sottostante. -
oppure ha i "driver" sbagliati. Difficile dirlo non sapendo che scheda ha e OS, comunque https://www.th3dstudio.com/hc/category/downloads/drivers/ Certo che su windows e' una bella menata, non ti mettono ne i driver ne ci sono strumenti per debuggare cosa minchia fa il kernel 😞
-
batteria o drum come dir si voglia consigli?
eaman ha risposto a jagger75 nella discussione Off-Topic in generale
No sono cose diverse infatti. La questione e' che mica a tutti interessa "allenarsi alla batteria", ad esempio ci sono pad come il Lightpad che sono MPE: non c'entrano nulla con la cognizione della "batteria acustica", quello che ci fai non lo fai con strumenti analogici. -
batteria o drum come dir si voglia consigli?
eaman ha risposto a jagger75 nella discussione Off-Topic in generale
Ale'! Un bambino con un pad + Melodics puo' fare tonnellate di esercizi che con la batteria reale non fai a meno che non paghi un maestro, oltre a usare samples e ragionare di loop e struttura dei brani musicali. Ancora meglio una tastiera + Piano Marvel. IMHO ai bambini prima si insegna la musica, poi gli strumenti musicali. I primi strumenti musicali devono essere a misura, gestibili e suonabili senza balle quindi esclusi contrabbassi, batterie acustiche e altra roba ingestibile. Ha il prillo o vuole partire dal ritmo: 2 bongo o un cajon, qualcosa di auto costruito in metallo. Il lavandino della mia cucina suona da Dio 😛 Sono pessimi. Ci sono software per l'apprendimento musicale ottimi ma non guitar hero o Sinthesia: e' roba puramente meccanica che non ti fa ragionare in termini musicali. -
Stampante 3D si blocca
eaman ha risposto a Giangi7 nella discussione Problemi generici o di qualità di stampa
Parti dalla scheda SD: fagli un check, formattala. Controlla che i file che ci metti sopra siano corretti con MD5SUM, se cosi' non e' cambiala. -
Temperatura ideale PLA. Come trovarla?
eaman ha risposto a hiroshi976 nella discussione Materiali di stampa
Minima per qualita' estetica. Massima per resistenza meccanica. -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Oltre i bridge anche gli overhangs, tipo quello che avevo linkato. Fai caso a come e' orientato il pezzo perche' devi provare da tutte le angolazioni a vedere come viene sotto. Es con il FAN DUCT di default dell'ender viene bene solo quando la parte sotto e' esposta al lato dx dove sta la ventola, molto peggio dall'altra parte. -
Problema Asse X Stampante Ender 3 nuova
eaman ha risposto a Prim_opti2030 nella discussione Problemi generici o di qualità di stampa
Cerca di capire cosa sta slittando: e' la cinghia che si muove ma non sposta il pezzo o e' sono i motori che girano a vuoto perche' slitta il pignone? -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Entri poi in una fase "specialistica" del materiale, IMHO per stampare al meglio PLA+ una configurazione a 2 blower ci va', se invece fai dal PETG in su' (come temp) spesso le ventole sul materiale si usano meno. Ma quello che fai con il PLA+ non lo fai con altri materiali 😉 C'e' da dire che anche con quelli semplici che ho linkato in alto si stampa gia' molto bene, basta non avere degli overhangs da tutte le parti con un sacco di dettagli, per quello ci sono le stampanti a resina. -
Mod stampante o acquisto nuova?
eaman ha risposto a Massimo Scalvini nella discussione Nuove idee e progetti
Ma a te interessa la qualita' di stampa o la velocita' con qualita' di stampa? Se metti un buon nozzle - estrusore sulla tua macchina e ti accontenti di stampare piano non dovresti avere problemi di qualita'. Certo devi avere una scheda a 32bit e lavorare nei limiti del materiale - setup. Una ratrig e simile oltre che bene stampano pure veloce e a grandi dimensioni. Diciamo subito che spendere 600e su una genius e' una follia! Te compra una buona scheda tipo SKR 1.4, un set estrusore - hotend - nozzle tipo TriangleLab e non dovresti spendere piu' ~150e. Se te fossi in bowden e ti accontentassi di fare ~PLA e PETG spenderesti anche meno 😉 Con ~600e ci fai una voron mini. -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
In genere e' specificato nella pagina di descrizione quali componenti servono. -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
In teoria almeno spara da 3 parti, prova a stampare degli overhangs in diverse angolazioni e vedi se funziona meglio di quello che usi ora. Questo se non puoi orientare i pezzi in modo che gli overhangs siano tutti in un unica direzione: in quel caso quello che hai tu e' il migliore. Magari gia' quello basta, se no monta un blowe piu' grande o 2 blowers e qualcosa tipo un Santana / Hero. Roba che serve con il PLA, gia' con il PETG si soffia meno... -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Ah be' io questo non lo so, io ho la V1. Prova a cercare in rete o a chiedere su Reddit. -
Prima stampante 3d quale scegliere
eaman ha risposto a Patty nella discussione La mia prima stampante 3D
Nope, che sia italiana non conta niente per i ricambi, anzi. Passa a qualcosa di conosciuto e diffuso se vuoi trovare i ricambi: Creality -
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Ce ne sono un mondo! Vai a cercare duct fan ender 3 upgrade e trovi di tutto... Senza stare a comprare ventoli o stampare astronavi puoi partire da: - https://www.thingiverse.com/thing:2814127 - https://www.thingiverse.com/thing:3255518 -
batteria o drum come dir si voglia consigli?
eaman ha risposto a jagger75 nella discussione Off-Topic in generale
Io suono solo quelle elettroniche, cioe' a pad. Si suonano anche con le cuffie e sempre al volume che vuoi. Un MDP218, lightpad X, maschine mikro. Ma il primo strumento dovrebbe sempre essere una tastiera IMHO. -
no e' che c'e' gente che ha tirato fuori una stampante o il piatto dalla scatola 2 giorni prima e non ha idea di cosa combina. Oppure ha lavato un vetro trattato ultrabase con qualche prodotto non idoneo, lo ha unto toccandolo, addirittura c'e' chi alla fine lo ha levigato.
-
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Nella foto in alto hai un bridge venuto male, dato che e' solo quello potrebbe essere la ventola di raffreddamento del filamento che non tira da quella parte. -
Python, Elite Dangerous
eaman ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Ne ho stampati 2 diversi, l'ho pescato su thingiverse - https://www.thingiverse.com/thing:3739869 - https://www.thingiverse.com/thing:3086550 ce ne sono anche altri. Senza tante pretese di panel lines e dettagli ci sono tanti aerei stampabili... -
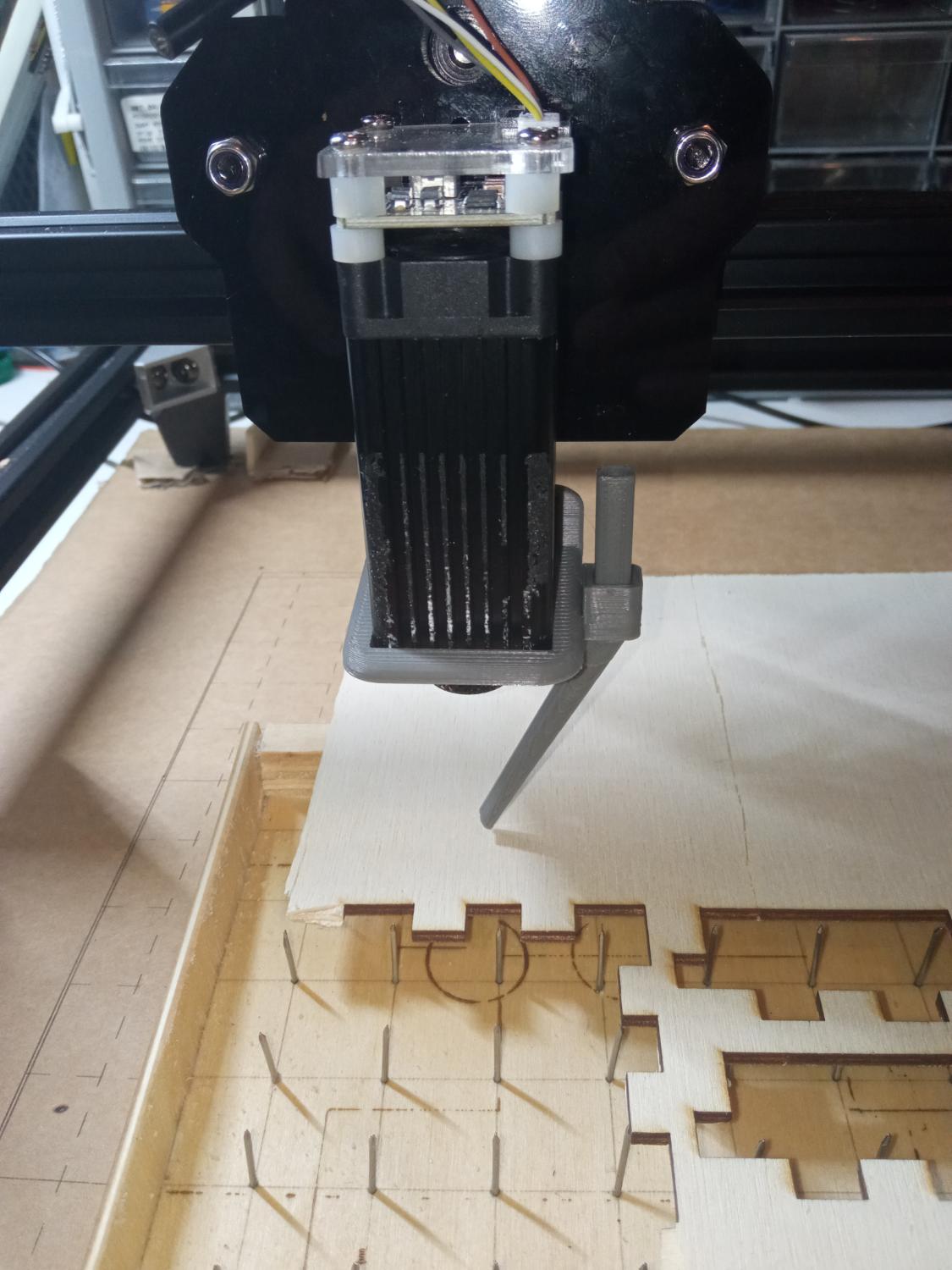
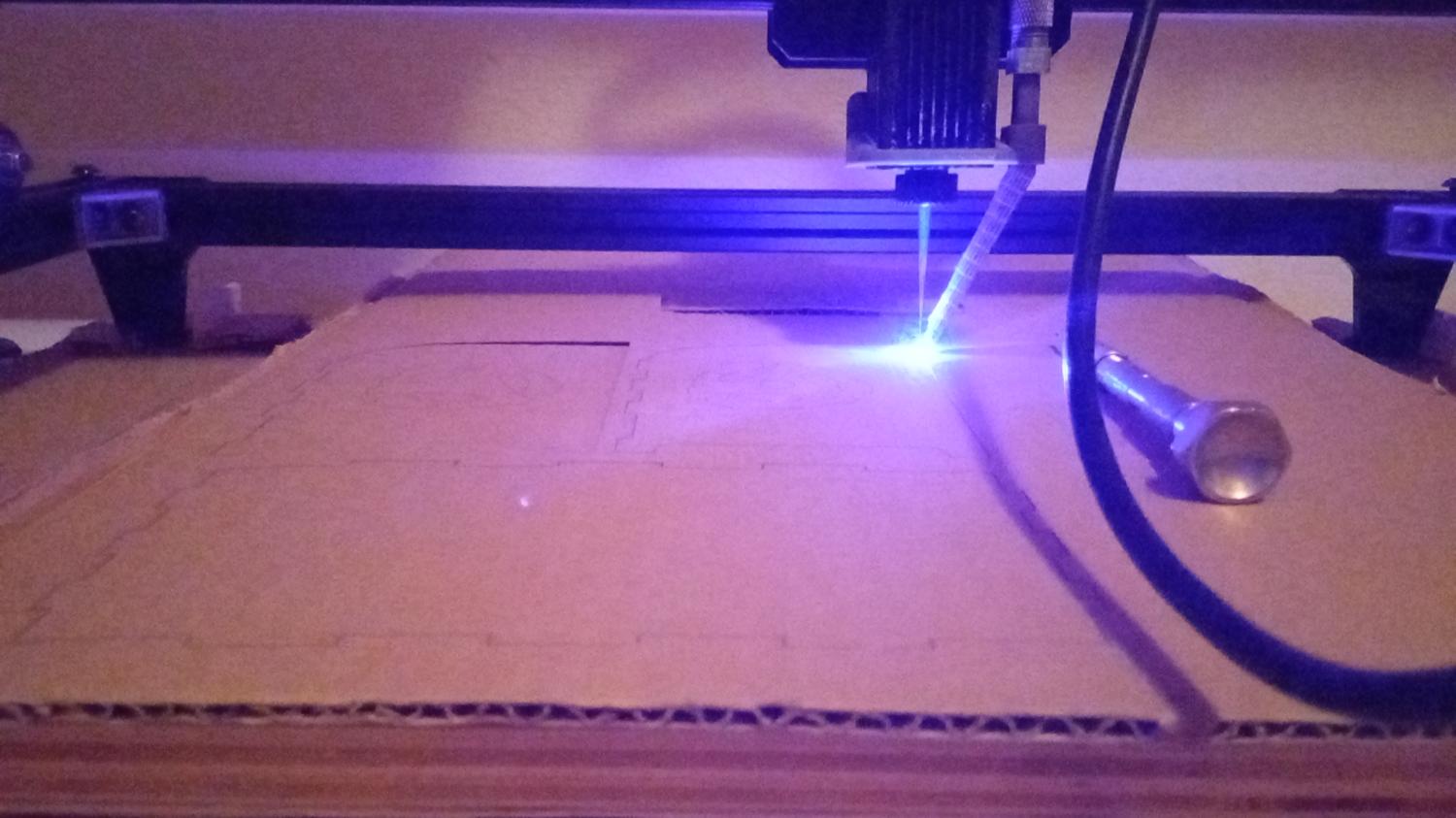
Scatto motori Laser Twotrees
eaman ha risposto a Sgramber nella discussione Incisione e taglio laser
Si vai di Lightburn. Poi devi regolare l'altezza del laser dal target: ~2.5-4cm per la migliore resa ottica. Poi ci vorrebbe l'air assist e devi farti un piano rialzato. C'e' da dire che abbiamo la stessa macchina quindi se vuoi le parti che io mi sono disegnato, tagliato e stampato te le posso passare. Tipo qua c'e' un piano rialzato fatto in casa: Che tu dovresti fare piu' piccolo, poi varie cose mie io le ho messe qua: http://store.piffa.net/laser/, la mia air assist e' pubblicata probabilmente qua da qualche parte ma se vuoi te la trovo:
-
Stampando 3D Benchy..... problema in alcuni punti. Cosa lo causa? Come risolvo?
eaman ha risposto a hiroshi976 nella discussione Problemi generici o di qualità di stampa
Il filamento penzolante in genere e' un problema di duct fan con il PLA, per i parametri di velocita' e accelerazione bisogna che vedi tu, io un range te l'ho dato ma non uso cura e non so come possano essere impostati nel firmware che hai caricato. Per altro non si riesce a vedere se hai del ringing. Tieni conto che come detto la Benchy e' piccola quindi le velocita' influiscono relativamente, dipende poi da cosa vuoi ottenere: una ottima stampa o una stampa veloce accettabile. -
Scatto motori Laser Twotrees
eaman ha risposto a Sgramber nella discussione Incisione e taglio laser
Dipende comunque dalla potenza del tuo laser. Se usi Lightburn (dovresti!) ti posso caricare la mia libreria, abbiamo lo stesso laser pero' io ho l'air assist. library fireburn.clb