eaman
-
Numero contenuti
6.693 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
 Ma no e' che puoi mandare in corto anche il display e pure l'intero alimentatore: poi se tu che li devi ricomprare. Quando qualcosa da' segni di malfunzionamento bisogna staccare tutto quello che c'e' attaccato, te invece compri roba nuova e l'attacchi a quella scheda: guarda che porta sfiga. Io non so dire, dovrei tirare a indovinare e comunque anche se fosse un contatto ballerino te non puoi tenerlo sull'hotend, anche se domani si muove qualcosa e torna a funzionare non e' mica sicuro.
Ma no e' che puoi mandare in corto anche il display e pure l'intero alimentatore: poi se tu che li devi ricomprare. Quando qualcosa da' segni di malfunzionamento bisogna staccare tutto quello che c'e' attaccato, te invece compri roba nuova e l'attacchi a quella scheda: guarda che porta sfiga. Io non so dire, dovrei tirare a indovinare e comunque anche se fosse un contatto ballerino te non puoi tenerlo sull'hotend, anche se domani si muove qualcosa e torna a funzionare non e' mica sicuro. -
Io ti avverto: porta sfiga attaccare cose nuove a robe in corto circuito.
-
Niubbo duro e puro ^_^ ignorante come una capra!
eaman ha risposto a g0ldr4k3 nella discussione Presentazioni
Il primo lo puoi fare anche con una stampante normale: https://www.youtube.com/results?search_query=change+color+3d+print Le scritte sui pots non le farai mai con una stampante 3d, troppi dettagli, neanche con ams. A fatica li faresti con un incisore laser. Vedi tu, considera quanti soldi hai da spendere. Per fare quella roba io prenderei una stampante economica da ~200-250 e poi magari una taglio laser / incisore. - https://store.piffa.net/laser/music/bass_guitar_holder/pictures/ - Alla fine il legno e le incisioni sono ben attinenti agli strumenti musicali, piu' che la plastica. Poi se te hai tot soldi da spendere pigliati una mega stampante 3d a quattro colori e una buona taglio laser, ma se vuoi contenerti piglia una Neptune 3Pro / Sovol SV06+ piu' una taglio laser TwoTrees che con 500e ci stai e ti diverti di piu'. Ma puoi anche spender meno, tipo queste stampante non sono pessime: - https://kingroon.com/products/official-kingroon-kp3s-3d-printer - https://eu.elegoo.com/collections/refurbished-3d-printers/products/refurbished-elegoo-neptune-series-fdm-3d-printer?variant=46817805762836 - Laser: https://www.twotrees3dofficial.com/products/laser-engraving-machine-tts25-tts55-2 -
Niubbo duro e puro ^_^ ignorante come una capra!
eaman ha risposto a g0ldr4k3 nella discussione Presentazioni
E poi l'AMS spreca molto materiale. Se proprio vuoi stampare solo 2 materiali: https://www.sovol3d.com/products/sv04 , questa e' piiu' veloce nei cambi colori e spreca molto meno. Se no lascia stare il multimateriale e puoi comprare una stampante decente con ~200e, anche una Elegoo. -
Aggiornare Marlin firmware, si puo' tirare fuori ancora qualcosa dalle vecchie stampanti.
eaman ha risposto a eaman nella discussione Software di slicing, firmware e GCode
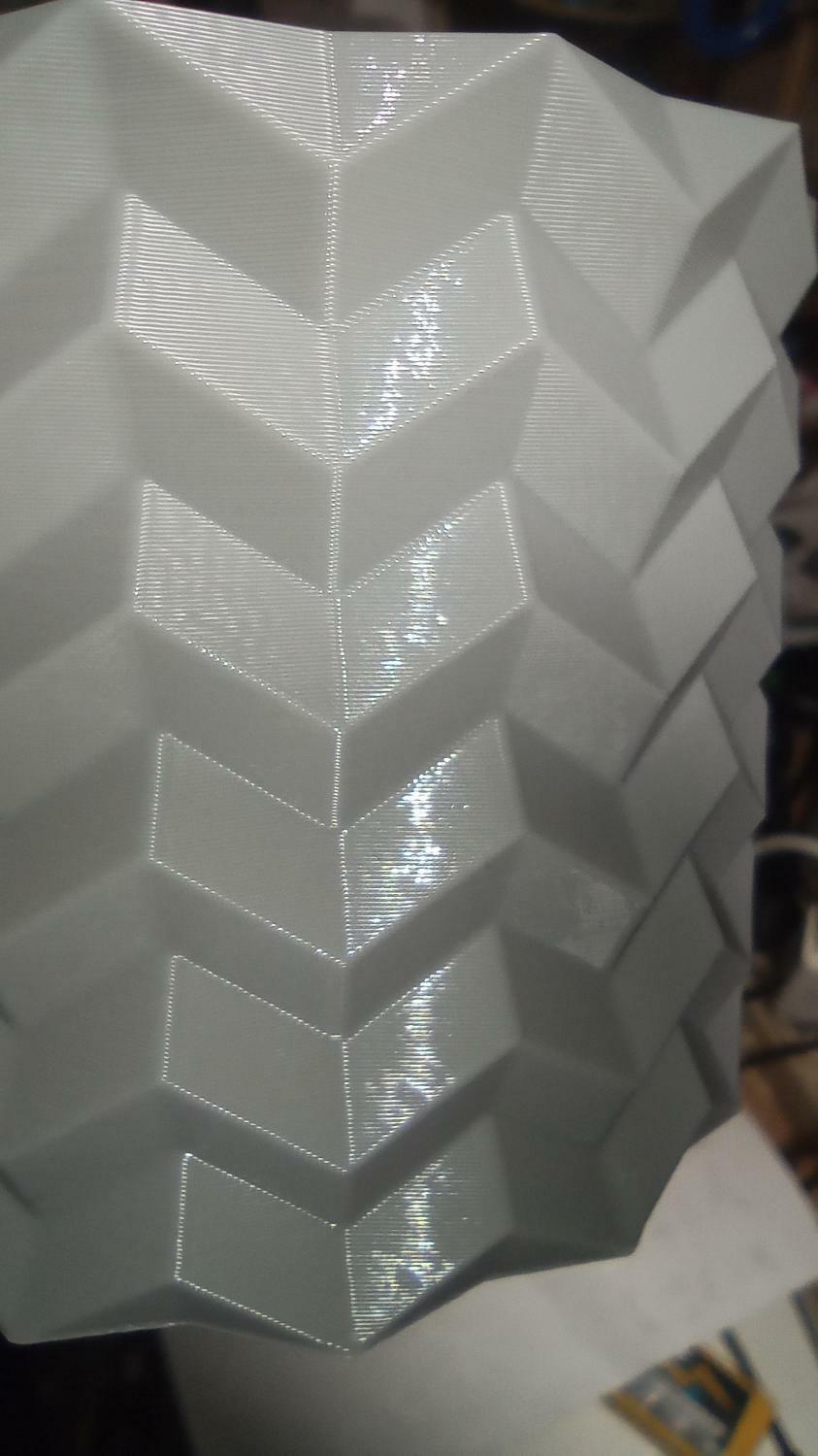
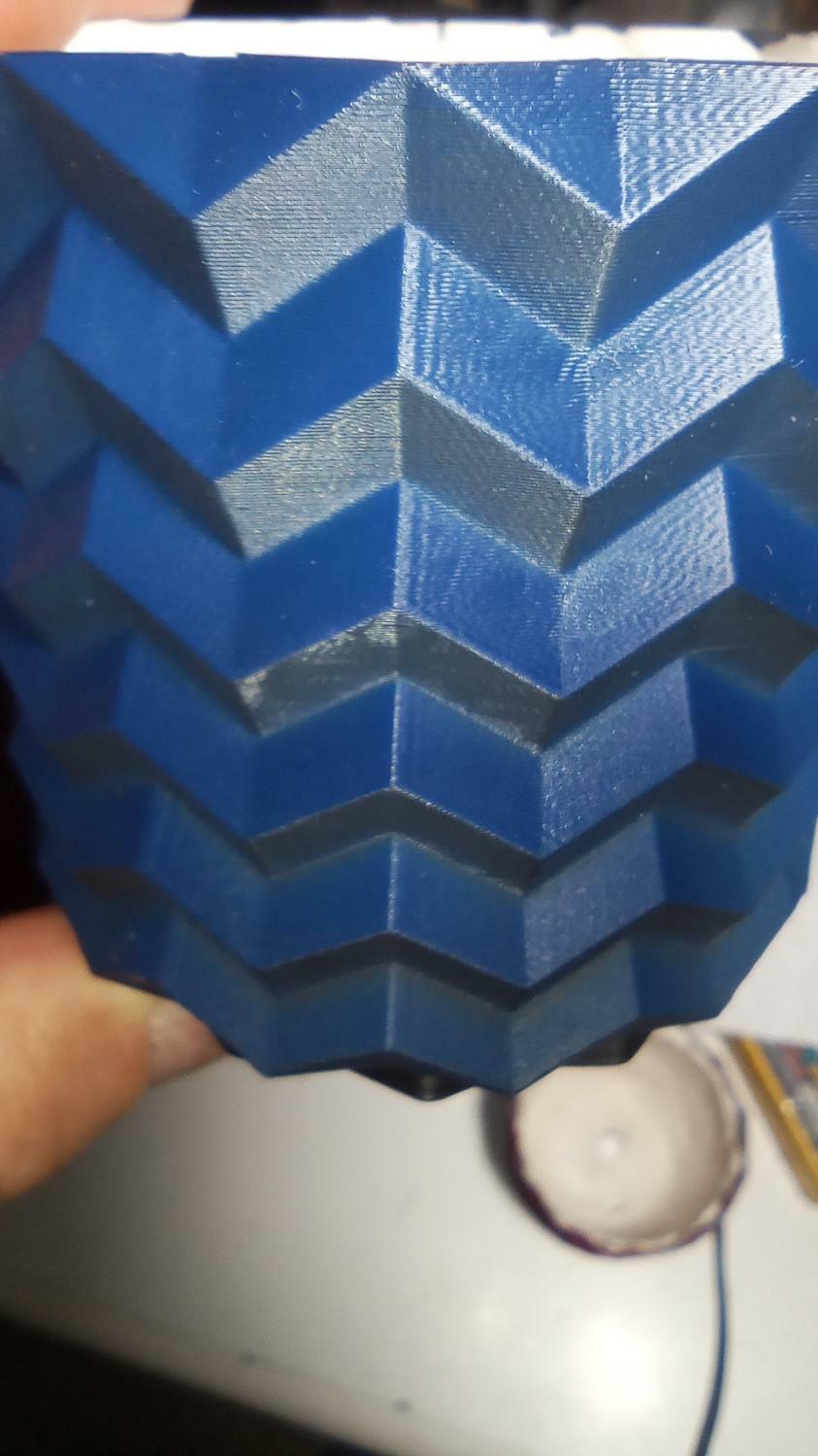
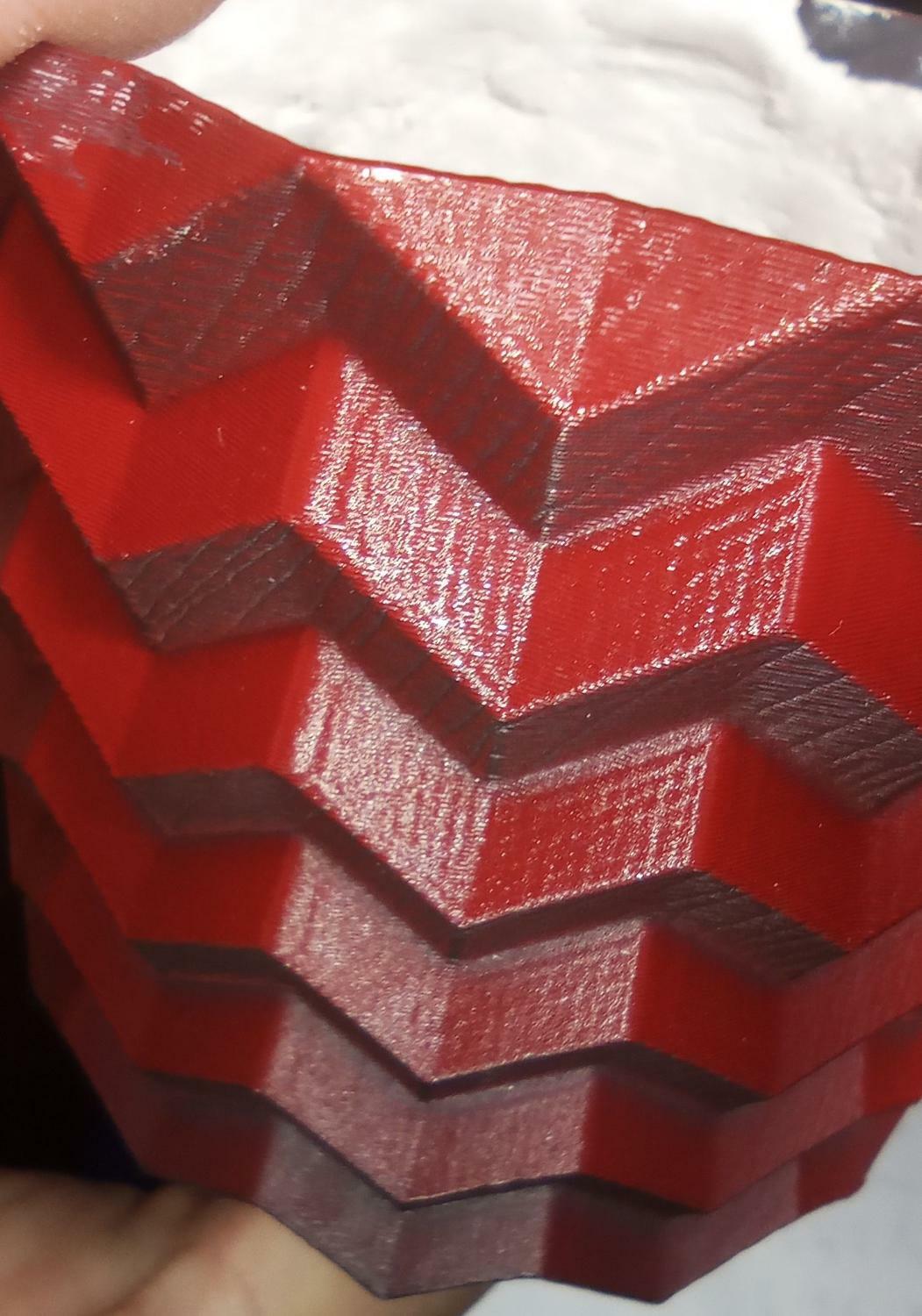
Input Shaping, Vertical Artifacts e qualita' della superfici. Dopo aver faticosamente trovato una combinazione di JD / accelerazione e velocita' per calibrare manualmente IS ho provato a stampare questo vaso: https://www.printables.com/model/282130-gerometric-origami-flower-pot-and-planter-for-plan/files E' piuttosto stronzo in quanto ha angoli con successive superfici piatte quindi e' molto fetente nel tirar fuori ringing da risonanza. Nota: quello rosso e' fatto con Klipper (su una Neptune, stesso estrusore), gli altri due con Marlin. Blu e' stato fatto con le ventole (2 5015) al 35%: Rosso con Klipper, avrei detto sovraestruso se non fosse in vase mode 😉 Giudicate voi: ringing e ghosting e qulita' delle superfici. Chiaramente quelli colorati riflettono la luce diversamente e hanno un effetto chiaro scuro per esaltare la profondita' / luce che tira fuori i difetti dalle superfici, contate che sono piccoli, 6cm di diametro, fotografati in macro.
-
Niubbo duro e puro ^_^ ignorante come una capra!
eaman ha risposto a g0ldr4k3 nella discussione Presentazioni
Puoi guardare una A1 Mini + AMS, pero' di colori ne fai 4 contemporaneamente non 2. -
Niubbo duro e puro ^_^ ignorante come una capra!
eaman ha risposto a g0ldr4k3 nella discussione Presentazioni
Il prezzo? Welcome! -
Ah non sono mica veggente, bisogna che metti dei link alla stampa, screenshot di come fai lo slice, settaggi di layer height.
-
https://www.google.com/search?client=firefox-b-d&q=Alzare+l'end+stop+di+Z https://help3d.it/come-impostare-il-valore-z-offset/
-
Stampa senza una parte dell'oggetto
eaman ha risposto a ValerioBI nella discussione Problemi generici o di qualità di stampa
Ridimensionato? Ma ora il fondo e' alto almeno quanto un layer? Ma penso che tu per fondo intenda la parete verticale piu' in basso, stesso discorso: ora e' spessa almeno quanto un perimetro ~0.4mm? -
Alzare l'end stop di Z, controllare lo z-offset.
-
Discussione su Klipper ufficiale
eaman ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Se proprio vuoi fare il meticoloso puoi fare anche la squadratura della stampante: https://www.klipper3d.org/Config_Reference.html#skew_correction Pero' ti puo' diminuire l'area di stampa e di conseguenza incasinare tutte le macro gia' fatte, quindi se hai un errore minimo che vedi dalla stampa di calibrazione lascia stare. Se invece lo applichi fallo alla fine, tipo quando hai gia' fatto l'homing e stai per stampare. -
Lascia il diametro del filamento a 1.75mm, larghezza di estrusione 0.42mm, prova il flow a 0.~94% o quello che viene. Per me il flow va' regolato in base alla consistenza del top layer, non con le misure dei lati.
-
E' normale che nei firmware originale manchino molte cose, e' uno dei motivi per cui la gente si compila il firmware.
-
Potrebbe, prova a usare M503 per vedere tutti i parametri attuali. https://marlinfw.org/docs/gcode/M503.html
-
Discussione su Klipper ufficiale
eaman ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Be' se hai capito il problema fai un bug report, guarda che " quei fetenti di klipperscreen" ti hanno fatto il software che usi senza chiederti un soldo, te lo tengono aggiornato e pagano le spese di gestione dell'infrastruttura. -
Si puoi farle.
-
Discussione su Klipper ufficiale
eaman ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Io non so, prova a guardare qua: https://klipper.discourse.group/ -
Discussione su Klipper ufficiale
eaman ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Be' almeno adesso sappiamo chi e'. Puoi provare a far ripartire Xorg, se non basta fai un reboot alla grezza se non si sa chi e' che sta alla base di klipperscreen... Personalmente non so quando / dove viene generata la user interface di klipperscreen, pero' se la trova nel file di config sei a buon punto. -
Aggiornare Marlin firmware, si puo' tirare fuori ancora qualcosa dalle vecchie stampanti.
eaman ha risposto a eaman nella discussione Software di slicing, firmware e GCode
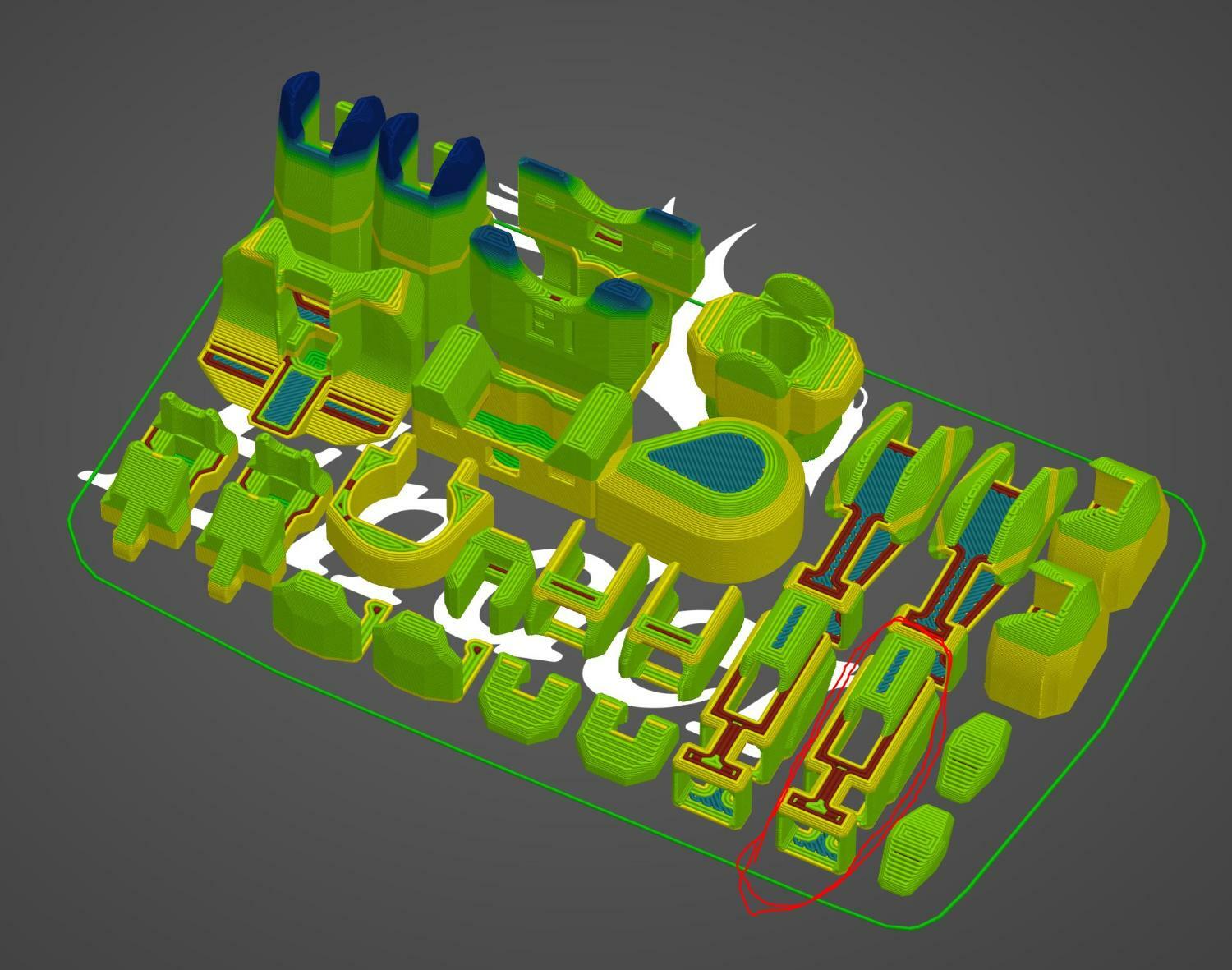
Test per l'adesione del letto in PEI Il problema originale era che il letto in vetro era troppo pesante per andare forte e al contempo poco aderente per le stampe veloci, quindi ho comprato un PEI magnetico. Al momento di montarlo si e' scoperto che la parte magnetica pesa piu' del PEI, quindi ho provato a montare il PEI senza lo strato adesivo - magnetico. Peso diminuito, accelerazione aumentata di 1.3K. La benchy l'ha fatta senza problemi e senza colla, pero' non e' che di suo cosi' problematica, quindi oggi ho stampato il DUMMY 13 Printable Jointed Figure che e' un discreto stress test per l'adesione. Morale con il primo layer a 2.5mm lo ha fatto tutto al primo colpo, a parte quello stronzetto in rosso che si e' staccato alla fine ma non ha compromesso la stampa. Quindi direi che il PEI con le mollette, senza strato adesivo si puo' usare.
-
Discussione su Klipper ufficiale
eaman ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
quale servizio? Nel senso che se lo togli anche da li non riparte? -
No mettono la colla come string relief e per evitare che si stacchino con le vibrazioni.
-
Discussione su Klipper ufficiale
eaman ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Intanto non devi avere X file di configurazione sparsi, devi averne solo uno. Ergo comincia a eliminarli tutti e lasciare solo quello che usa. Poi ogni volta che cambi il file di configurazione devi far ripartire il servizio, o un reload se lo accetta. -
Il direzionamento e' buono, gira ben intorno per gli overhangs. Il problema e' raffreddare lo scafo di una benchy e il retro, avere sia un getto d'aria sul filamento e contemporaneamente riuscire a raffreddare l'intera stampa. Il radiale mi da' l'idea di funzionare bene con poca aria e a bassa velocita', quando hai tipo un doppio 5015 mi sa che fa troppa resistenza ed e' un flusso verticale, l'aria deve poter uscire da qualche parte: sotto c'e' la stampa o anche peggio il bed, l'unica e' muovere l'aria lateralmente. Hmmm magari ci vorrebbe una di quelle 5015 ad alte prestazioni, vedo che la A1 Mini riesce bene a raffreddare una benchy da 14 minuti pero' fa un casino assurdo. Le doppie 5015 sono pesanti ma non sono super rumorose e se le usi al 30% e' tanta aria quasi in silenzio.
-
Aggiornare Marlin firmware, si puo' tirare fuori ancora qualcosa dalle vecchie stampanti.
eaman ha risposto a eaman nella discussione Software di slicing, firmware e GCode
Non capisco: i driver li imposti tu come li hai sulla scheda, se hai un a4988 lo dichiari, se lo cambi cambi la relativa voce nella configurazione. Non e' che devi avere per forza tutti i driver uguali, sulla N2S ho anche io driver diversi. Ma i 2209 non si regolano via ampere da software?