Mattia Soppelsa
-
Numero contenuti
104 -
Iscritto
-
Ultima visita
Obiettivi di Mattia Soppelsa
")





-
Pezzi di ricambio abbastanza introvabili
Mattia Soppelsa ha pubblicato una discussione in Hardware e componenti
Buona sera! Da circa un anno, forse poco più, ho comprato questo estrusore dual drive https://www.amazon.it/Redrex-Extruder-Performance-Upgrading-Geeetech/dp/B07Q5RNRR6/ref=asc_df_B07Q5RNRR6/?tag=googshopit-21&linkCode=df0&hvadid=345756549977&hvpos=&hvnetw=g&hvrand=9512811861702308408&hvpone=&hvptwo=&hvqmt=&hvdev=c&hvdvcmdl=&hvlocint=&hvlocphy=1008191&hvtargid=pla-741099997849&psc=1&mcid=7c95f7ae11913477af67a18960aa3d3e abbastanza economico, ha comunque aumentato notevolmente la qualità delle mie stampanti QQS pro. Il problema è che dopo un anno di uso intensivo, e parlo di giorni molto intensi di stampa (addirittura 40-50 ore consecutive), l'ingranaggio si è consumato, creando clicking e slittamenti abbastanza fastidiosi. Escludendo problemi all'ugello, poichè ho fatto i test e sono perfettamente sani, credo sia dovuto ai dentini ormai lisi e che perdono pezzi. Ho cercato ovunque questi ingranaggi con puleggia, ma non ne riesco a trovare con un prezzo abbordabile per un extruder da 18 euro (15-16 o addirittura 35 euro). Vorrei chiedervi se qualcuno sa dove poterseli procurare a prezzo abbordabile e che non arrivino dalla cina dopo 2000 anni, visti i problemi col canale di Suez. OPPURE Se qualcuno sa dove procurarsi un STL di un ingranaggio da 50 denti che si possa stampare in resina, con le stesse misure di questi qui. Possiedo un estrattore per cuscinetti, quindi non mi verrebbe difficile montarli sulla puleggia. Grazie a chi mi risponderà! -
Una su tre
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
no, purtroppo non so come si faccia -
Una su tre
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Allora adesso compro un brozzl che mi è sempre andato benissimo sull'altra macchina dove l'ho installato. Le altre componenti, se non conto ptfe e gola, sono tutti originali. Riguardo il firmware, l'ho cambiato stamattina scaricando dal sito flsun quello originale. Ho fatto una prova stampando una medaglietta bidimensionale ma il risultato è lo stesso. L'ho rifatta però trappolando manualmente dalla macchina velocità di movimento ed estrusione, portando entrambi a 140% e 130%, il risultato è discretamente migliorato. Adesso aspetto che arrivi il nuovo nozzle, lo monto, e poi vedo di che morte morire. In caso, se dovesse ancora dare problemi, cerco online un modo per sistemare il firmware manualmente -
Una su tre
Mattia Soppelsa ha pubblicato una discussione in Problemi generici o di qualità di stampa
Possiedo, come alcuni di voi sapranno, tre Flsun qqs pro. Ormi è da quattro, quasi cinque anni che pasticcio con le stampanti 3D, e bene o male ho imparato discretamente a farci manutenzione. Tuttavia, la mia terza Flsun, che ho acquistato praticamente un anno fa, si è sempre comportata in maniera strana, nel senso, è sempre stata più lenta delle altre due, sia se usavo i profili cura che ho preparato per il PETG e per il PLA. Ha sempre stampato in maniera eccellente, ma a differenza delle altre, se dovevo stampare un oggetto dove cura mi diceva che ci avrebbe messo 1 ora, ce ne metteva due e mezzo, mentre le altre sforavano si e no di 5 minuti. Ho sempre ignorato il problema perchè le stampe erano comunque di ottima qualità, ma nel mentre ho fatto delle ipotesi (l'ho comprata ricondizionata da un sito inglese che fino a poco tempo fa aveva dei magazzini in repubblica ceca, ora non più), come un firmware obsoleto oppure delle impostazioni in scheda tutte sue fatte da chi me l'ha venduta. Ad agosto mi si è intasato tutto l'hot end e ho dovuto sostituire tutto, compreso il tubo in ptfe che ha perso 3 cm buoni di lunghezza. Tuttavia, da quando ho sostituito tutto, le stampre sono peggiorate sensibilmente. Mi spiego peggio: le pareti laterali degli oggetti sono perfette. Se ci sono rilievi non ci sono problemi. Tuttavia il problema principale lo si trova negli ultimi layer: la parete superiore viene stampata così sottile che si può vedere l'infill sotto di essa. Solitamente quando avevo questi problemi è perchè stampavo oggetti con un infill al 5-10%, e mi bastava alzarlo un po' (o aumentavo i layer). Tuttavia adesso me lo fa addirittura con 8 layer e con un infill del 20-25%. in più, rimane il problema della lentezza. Che non mi darebbe fastidio, di per sé, se usassi petg. Ma con il pla mi tocca dover aspettare in maniera eccessiva anche oggetti come cubetti 30*30*30, e con questa fastidiosissima griglia infossata nelle parti alte piatte. Ho due idee: un settaggio fatto da cani, o un ugello difettoso. Altri problemi non ne ho visti. Se faccio partire le stesse identiche stampe con le altre due con gli stessi parametri di cura, finiscono molto prima e non ci sono problemi di fine stampa. Qualcuno sa da cosa può dipendere? -
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Ho risolto. Si tratta del filamento. ho ordinato un'altra marca di PETG al volo su amazon, e ho impostato sei cubetti hollow con diverse impostazioni. Ho cambiato in totale sei volte il PETG stampando 12 cubetti. quelli marca ziro si riempiono di caccole in ogni caso, finendo sull'ugello. quelli di marca nuova uscivano puliti tutti come il vetro stessa cosa mentre ho provato a fare un test con un manico di un oggetto, lungo 30 cm: con il filamento ZIRO a circa 10 cm si è impiastrato di carbone ed è volato via. L'altro, invece si è stampato perfettamente -
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
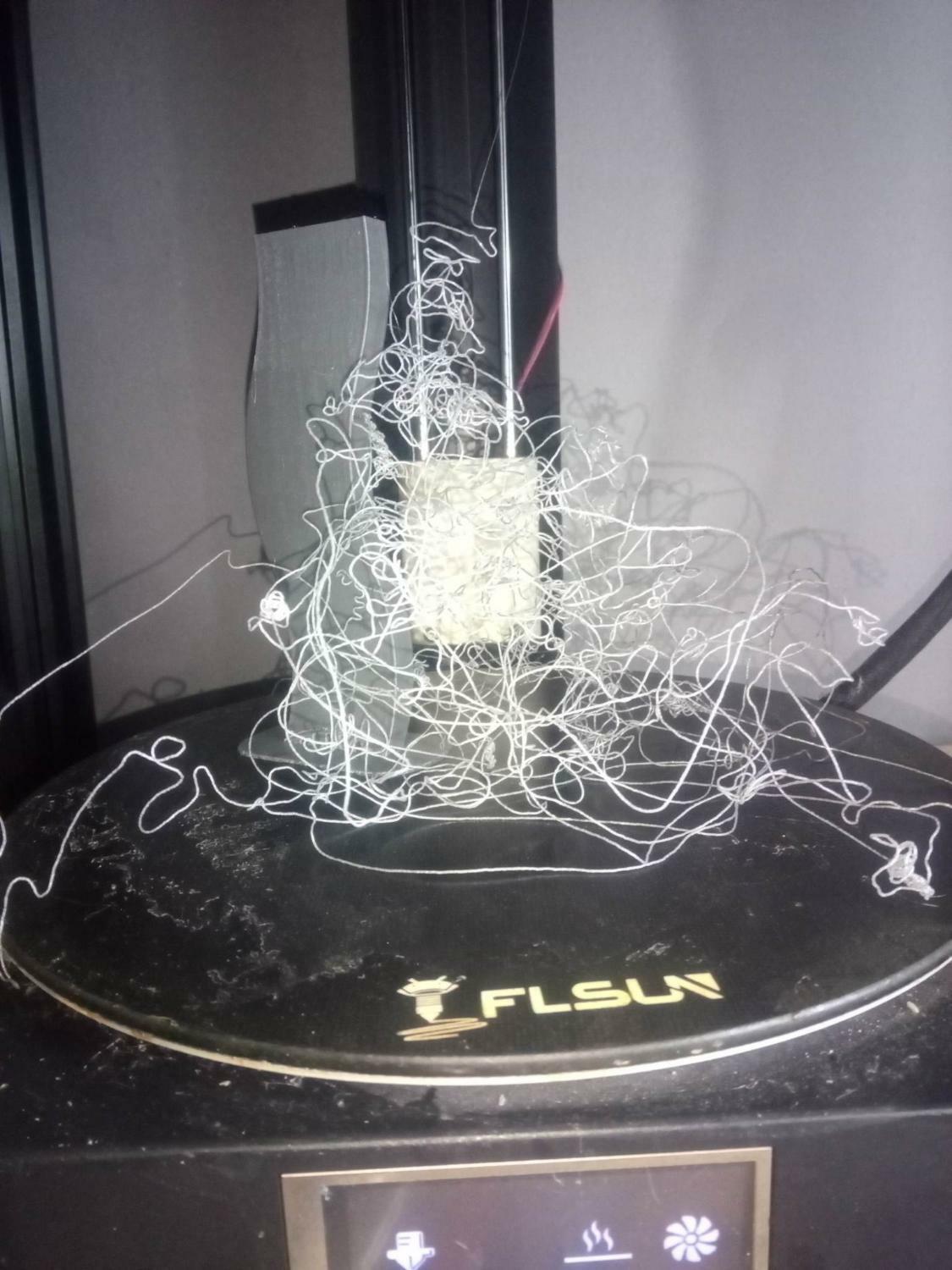
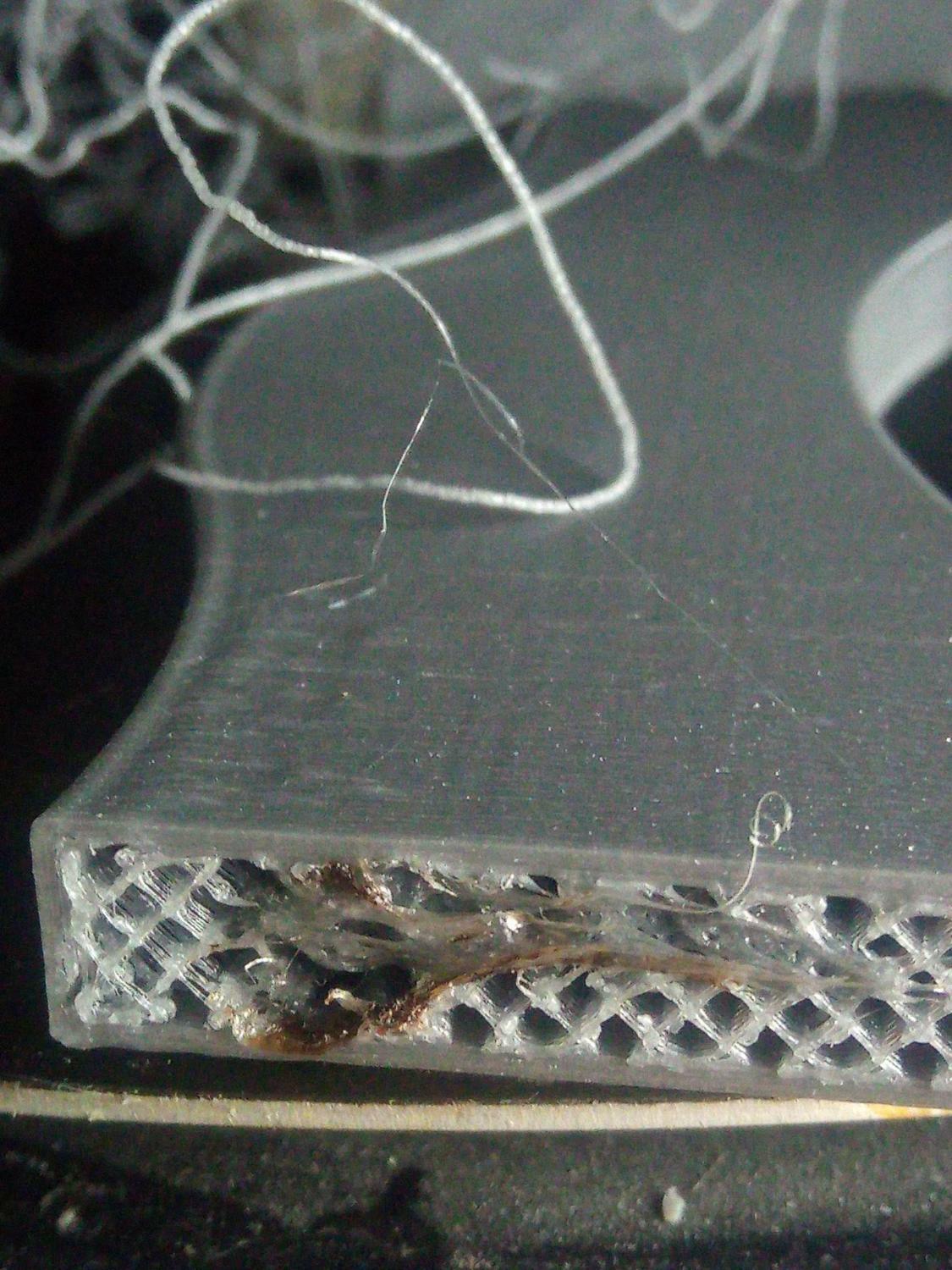
Allora, ho portato il flusso al 94% e ho fatto due test, uno ieri e uno stamattina, 4 ore ciascuno. Il primo test ho usato infill gyroid al 25% con coarsing, ha stampato bene per 3 ore su 6 e poi crack, si è staccato mandando tutto a quel paese (foto 1) Il secondo test ho aggiustato il raffreddamento delle ventole, facendo stampare il raft a 0, i primi tre strati al 20% e poi a 100 tutto il resto. Ho usato un infill zig zag al 20%, sempre con coarsing, e abbassato la velocità di stampa da 45 a 40. Nel secondo caso, la stampa doveva durare 4 ore. A 3 ore e 40 è successo questo (foto 2 e 3). Inizia a diventare frustrante la cosa, perchè nel secondo test non si era mai accumulato niente sull'ugello, se non qualche bavina che si puliva facilmente a fine stampa e non dava nessun problema, l'unica cosa che effettivamente cambiavo era l'infill in base a ciò che dovevo stampare (ad esempio 10-15%, sempre con grid per oggetti grossi come lame di spadoni o pezzi di casco o 25% per oggetti più tecnici) A questo punto mi viene da pensare che sia il filamento, il problema, perchè lo uso da mesi, sempre lo stesso colore e marca, e ha sempre stampato benissimo, anche con griglia e flusso inalterati. Che abbiano cambiato qualcosa nella sua composizione? Oppure è il fatto che sia il nuovo estrusore clone titan che non fa bene il suo dovere?
-
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Si! Avendo cambiato l'estrusore con un clone titan (non so se hai presente quello della qqs, che è "sotto" il tettuccio metallico, questo va avvitato sopra) Ho trappolato con il flusso seguendo la guida sul canale YT di FLSUN, cambiando anche gli step-mm e un altro paio di valori. Poi ho seguito varie guide dove mi dicevano che bisognava abbassare gradualmente il flusso durante dei test, e da 100 l'ho portato in pianta fissa a 95 (non sono sceso oltre quel valore perchè le guide dicevano che poteva essere nocivo), ma se si può scendere ancora, lo faccio senza problemi. il coasting no, non l'ho mai abilitato. posso provare! -
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Provo subito. Perché l'ho sostituito proprio ieri. Fatto: scende come dici tu! Diritto e si deposita circolarmente sul piatto Può essere che sia troppo vicino al piatto nonostante io l'abbia calibrato con un biglietto da visita? Forse lo schiaccio troppo e devo lasciare più libertà -
Vendo flsun SR come da titolo, utilizzata 4 ore in totale per stampare due corna. Vendo poichè mi è stata regalata un'altra macchina più grande e necessito di spazio. Assieme regalo anche due porta-bobina stampati in PLA, uno classico, verticale (15x17), con tubo sempre stampato e uno orizzontale, a valvola rotante. Con tutti gli accessori forniti di default vendo con tutti i ricambi e la documentazione che mi ha fornito FLSUN con l'acquisto. Consegna a mano a Bolzano, oppure spedisco senza problemi 300€ + SS (qualcosa in più se non ci si fida dei corrieri e si vuole assicurare il pacco) Metto foto il prima possibile che ho il telefono a zero.
-
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Ok, aggiornamento: ho fatto tutto e cambiato una ventola, che il filo mi si era strappato. Adesso sta stampando da circa 4 ore. Per le prime 3 tutto ok, non ci sono perdite ne dall'ugello ne sopra il cubetto Ma penso di aver capito il perchè di tutto ciò, ed era anche un po' quello che sospettavo, non avendo trovato tracce di leaking già prima: i riempimenti fanno "ciuffetti" che si appiccicano all'ugello, si accumula finchè non diventa carbone e poi si stacca mandando in malora tutto quanto (se va male) se va bene finiscono a fare una caccola di lato che si toglie facilmente quando si leviga, o si infila dentro le parti vuote del riempimento). scartata l'ipotesi del leaking, come cavolo si risolve sto problema? Non vorrei perdere di nuovo ore e ore di stampa perchè un pezzo di carbone finisce per tirarmi via tutto dal piatto. ps) come alcuni mi hanno suggerito, ho impostato il riempimento *linee* ma sembra letteralmente un prato. Viene stampato molto peggio della griglia. -
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
E niente, mi si è pure rotta la ventola di raffreddamento. Quando sistemo tutto aggiorno -
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Perfetto, rifatto, adesso rimonto tutto e vedo cosa succede -
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Perfetto, è quello che ho fatto. Volevo solo sapere se è giusto che una volta montato tra ugello e blocco rimanga un millimetro, come in foto. Perché da certi video/foto fanno vedere che la testina è così, e altre volte completamente pressata sul blocchetto -
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Ecco fatto. Allora: Ho smontato e ripulito tutto usando una barretta tinta di acetone e un tagliarino. Per sicurezza ho cambiato la goletta e l'ugello (tirandolo via ho notato una parte della filettatura era spezzata, forse per averlo tirato fuori) Ora, ho montato l'ugello come dicevamo: ho fatto andare in battuta gola e ugello tenendo un mm di distanza dal blocco in alluminio. MA, visto che parlavate di calore, ho preso la pistola termica e portato tutto a 250° e ho serrato con pinza e chiave tutto quanto. In realtà io ho sempre comprato tutti i blocchetti pre-assemblati da un sito inglese, e l'ugello era sempre in battuta sul blocchetto. Io al massimo facevo un controllo e via. Ma se dite che bisogna fare così mi fido
-
Consigli su fenomeni di blob e fallimento stampa
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
si, deve esserci quel millimetro di distanza dal cubetto, giusto? Domani con un po' di luce controllerò per bene, ma la mia paura è che cambiare nozzle con il petg è che venga sempre un macello all'interno😂